Piston rings how to measure correctly. Compression piston rings
Piston rings are the most significant parts in a car. Their condition affects completely how the machine will work. We are talking about accelerating dynamics, oil and fuel consumption, starting properties of the engine, toxic exhaust gases and other types of indicators that an internal combustion engine has.
What are piston rings for?
Let us consider in detail the three properties that possess piston rings.
- Firstly, thanks to this device, the combustion chamber is sealed, in other words, gases do not pass into the crankcase from the cylinder or, conversely, from the crankcase to the cylinder.
- Secondly, they divert a thermal hot stream from a heated piston to a cool cylinder wall cooled by air passing by. If heat transfer is impaired, the piston rings overheat. As a result, there are scoring, burnouts, jamming, that is, wear of those structures that are in the engine.
- Thirdly, they can control the parts that need to be lubricated. The main task is to constantly get wet rings, pistons and cylinders, otherwise, if those parts have a lack of lubrication, then their rapid wear is possible.
Work on these tasks relates to those three parts, known as piston rings, which are located at the top, middle and bottom of the piston. When creating the device, it was ensured that the piston rings fulfill their function in all modes of the engine. It is important to note that the signs of these conditions are aggressive. After all, we are talking about friction, a large heat flux and pressure, serious chemical compounds.
Principles of ICE
As already noted, the principle of operation of the motor is such that gas leakage should be minimal. In other words, they practically do not circulate between the walls of the cylinder and the crankcase, otherwise rapid piston wear is possible. Providing benefits is the goal that engine rings have.
But gases nevertheless penetrate the seals, since they are inside created as labyrinths. Therefore, about half a percent or one percent goes out. This is a valid value. But if the leakage is greater, then this can lead to quick wear of the device.
There are crankcase gases, they can be found in the crankcase. The greater the wear, the longer the piston ring service life, which means that more gas accumulates in the motor. Thanks to the piston rings, not only permissible elasticity is possible, but it is also possible to adjust the amount of oil allowed in the description in the cylinder, diverting the warm medium to its walls.
For the successful operation of this part, the table of materials according to which they are made is important. You also need to withstand the maximum thermal gap. This is the only way to protect the motor and the pistons themselves from rapid wear. This applies especially to diesel engines, the description of which is much more complicated than gasoline ones.
Possible types
There are two main types. It:
- compression parts
- oil scraper.
The first type allows you to have the right dimensions, creating elasticity and tightness, while the second type helps to regulate the amount of oil that flows down the walls of the cylinders. They do not remove it, namely, they regulate it so that there is no starvation for nothing.
Previously, with slow motors, the number of piston rings was even seven. While today the gasoline engine of any model and diesel high-speed contains only three main parts, two of which are called the upper and lower, and one oil scraper. As for the description of sports cars, they have only two each, while diesel cars contain four similar parts to reduce engine wear.

Top part
For elasticity, it is installed in a special groove. It is located in the cylinder of the engine. It is important that it is absolutely round according to the description, this is possible if the cylinder itself is cast without deformation. To achieve elasticity in this state, it is necessary to create a part according to a feature resembling a variable radius. It must be larger than the diameter of the cylinder.
The clearance of the piston rings in this case should be large enough so that there is no friction with the cylinder. You can read about it in the instructions for the motor. If the gap is more than acceptable, then the gases will burst into the crankcase, so the power will decrease. If it is less than the indicated designation, then this is even more dangerous, since when heated, the ring expands and the cylinder can become stuck in the piston, which will cause scoring, and, therefore, breakdown of the entire device.
Therefore, for diesel engines, so that they do not undergo rapid wear, it is important that the clearance is better slightly larger.
Bottom part
It is usually conical. Its shape allows you to call it scraper. Thanks to it, the best elasticity of the piston is achieved. Her task includes duties and oil scraper. It scratches the cylinder wall, collecting excess oil, which is very important in a diesel engine. Only in this way can premature wear be avoided.
The working conditions of the lower part compared to the upper are simpler and easier. And the temperature is not so high that it gives a delay to premature wear. So the ring works in more favorable conditions, which contributes to its long-term service.
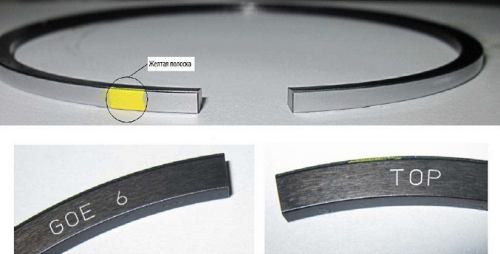
It is also important to note that both the upper and lower rings are installed with the top up, that is, the inscription “TOP”. Otherwise, the whole system will not work, which will lead to damage to the entire engine.

Oil scraper
Similar detail. Typically, in modern cars, one scraper lip is used, although there were several in the early engines. Thanks to them, you can adjust the level of oil that flows down the walls of the cylinder. It should not be very much, and even less should not be. Since in the second case, the parts will starve, which will lead to friction and damage.
If there is more oil, then the excess will burn up in the internal combustion engine, then it will be consumed more, soot will accumulate in the valves, this is, secondly, as well as in the spark plug, this is thirdly. Excess oil causes engine malfunction. The motor will spray it, which will not only form one large deposit, but will also significantly increase the temperature inside the engine.
When the piston goes down, the ring collects all the excess oil with its structure, then sends it to the piston cavity, from where it flows into the sump, where all the excess oil is collected, which is then sent back to the cylinder.
To summarize
As we saw, in modern engines there are usually three rings on pistons that carry sealing characteristics, one of them is oil scraper. This allows you to get rid of excess oil that can form on the walls of the cylinders.
Cylindrical compression piston rings
Cylindrical compression piston ring

Cylindrical Compression Piston Ring with Inner Chamfer

Cylindrical Compression Piston Ring with Inner Angle
Compression piston rings with oil scraper function

Conical Compression Piston Ring
By cylindrical compression piston rings are meant rings with a rectangular cross section. Both side surfaces of the ring lie parallel to each other. This ring design is the simplest and most common type of compression piston ring. Today, this model is used primarily as the first compression piston ring for all gasoline, as well as some diesel engines for cars,
Internal chamfers and internal angles cause twisting of the rings in the installed (tensioned) state. The position of the chamfer and, accordingly, the internal angle in the upper edge causes a "positive twisting of the rings." What effect it has is described in the chapter Twisting the Rings.
These rings perform a dual function. They help the compression piston ring when sealing off gases and the oil scraper piston ring when removing the oil film.
Important note: For all types of engines (for cars and trucks, gasoline and diesel), conical compression piston rings are inserted mainly into the second annular groove.
 |
Fig. 2 |
The surface of the conical compression piston rings has a conical shape. The deviation of the angle with respect to the cylindrical compression piston ring is, depending on the design, about 45 to 60 angular minutes. Due to its shape, the ring in the initial state rests only on the lower edge and, thus, fits only at certain points to the inner diameter of the cylinder. As a result of this, high mechanical pressure on the surface appears in this place and the desired removal of the material layer occurs. The result of this wear-out during running-in after a short operating time is a completely round shape and, at the same time, a good seal. After a run of several 100,000 km, the conical surface of the ring wears out so that the conical compression piston ring takes on the function of a cylindrical compression piston ring. Now, the ring, previously manufactured as a conical compression ring, still perfectly performs the sealing function as a cylindrical compression piston ring.
The position of the chamfer and, correspondingly, the internal angle on the lower edge causes negative ring twisting here (see chapter 1.6.9 Ring twisting).
Due to the fact that the gas pressure influences the ring also from the front (gas pressure can penetrate into the gap between the cylinder wall and the working surface of the piston ring), the gas pressure gain decreases somewhat. During the running-in of the ring, the clamping pressure is slightly reduced, and the running-in itself occurs with less wear (Fig. 2).
Along with the function as compression piston rings, conical compression piston rings also have good oil scavenging properties. This is due to the backward displacement of the upper edge of the ring. When moving up from the bottom to the top dead center, the ring slides over the oil film. Due to the hydrodynamic forces (the formation of the so-called oil wedge), the ring is slightly separated from the surface of the cylinder. When moving in the opposite direction, the edge of the ring penetrates deeper into the oil film and, thus, discards the oil, primarily to the crank chamber. At engines internal combustion conical compression piston rings are also inserted into the first annular groove.
Conical compression piston ring with lower inner chamfer
Conical compression piston ring with lower inner angle


Scraper compression piston rings

Scraper compression piston ring
In a scraper compression piston ring, the lower edge of the ring surface is provided with a rectangular or backed recess, which, in addition to gas sealing, also has the function of removing the oil film. The recess has a certain volume in which the skimmed oil can collect before it escapes back into the oil pan.
In many engine variants, a scraper compression piston ring was previously used as a second compression piston ring. Today, instead of scraper compression piston rings, mainly conical scraper compression piston rings are used. Scraper compression piston rings are also used for the compressor piston in brake systems with pneumatic drive. There, mainly, as the first compression piston ring.

Conical Scraper Compression Piston Ring
The conical scraper compression piston ring is an advanced model of the scraper compression piston ring.
Due to the conical shape of the surface, the effect of oil removal is enhanced. For piston compressors, a conical scraper compression piston ring is inserted not only into the second, but also into the first annular groove.

Closed Joint Conical Scraper Compression Piston Ring
To improve the sealing against gases, the protrusion ends not at the junction itself, but earlier. Thus, in comparison with an ordinary conical scraper compression piston ring, it is possible to achieve a reduction in gas leakage from the combustion chamber to the engine crankcase (see also 1.6.5 Thermal clearance).
Trapezoidal piston rings with a trapezoidal shape Trapezoidal or semi-trapezoidal compression piston rings are used to prevent carbon formation and, at the same time, to jam the rings in the annular grooves. Especially when a very high temperature also appears in the annular groove, the danger is that the motor oil present in this annular groove forms soot under the influence of temperature. In diesel engines, in addition to possible carbonization, soot also appears. It also leads to deposits in the annular groove. If the piston rings stuck due to these deposits, the hot gaseous combustion products would pass unhindered between the piston and the cylinder wall, while overheating the piston. The result would be a melting of the piston head and severe damage to the piston itself. Due to high temperatures and soot formation, the trapezoidal compression piston ring is most often used for diesel engines and is inserted into the uppermost and sometimes second ring groove.
Attention
Trapezoidal or semi-trapezoidal compression piston rings cannot be inserted into ordinary rectangular grooves. When using piston rings with a trapezoidal cross-section, the annular grooves in the piston must also always have the corresponding shape.

Trapezoidal compression piston ring
For trapezoidal compression piston rings, both side surfaces of the ring do not lie in parallel, but stand against each other in the form of a trapezoid. The angle is usually 6 °, 15 ° or 20 °.

Half Trapezoidal Compression Piston Ring
In semi-trapezoidal compression piston rings, the lower side surface has no angle, and with the working surface of the ring it forms a right angle.
Cleaning function
Due to the trapezoidal shape of the compression piston rings and their movement in the annular groove due to the distortion of the piston (see chapter 1.6.11 Piston ring movement), carbon deposits are rubbed mechanically.
Small diameter pistons (plungers of hydraulic, oil, fuel pumps, etc.) are sealed by lapping to the surfaces of the cylinders. Compaction is improved by introducing labyrinth grooves.
Large pistons operating at low temperatures and low pressures (for example, in hydraulic, pneumatic and vacuum cylinders) are sealed with labyrinth grooves or rubber rings.


At more high pressures apply lip seals.

The most reliable and versatile seal that can operate at high temperatures and hold the highest pressures is piston ring seal. It is used to seal liquids and gases.

Piston rings.
The piston ring is a split metal ring (usually of rectangular cross section) mounted in the piston grooves. The diameter of the ring in the free state is larger than the diameter of the cylinder. When introduced into the cylinder, the ring is compressed and due to its own elasticity fits snugly against the walls of the cylinder along its circumference, with the exception of a narrow channel formed by the section (lock) of the ring.
During operation, piston rings are pressed against the cylinder walls not only by the forces of their own elasticity, but also by the pressure of the working fluid (or gas) penetrating into the piston grooves and acting on the rear surface of the piston ring.

This pressure can many times exceed the pressure caused by the forces of its own elasticity; it plays a major role in the sealing action of the piston rings. Tightening the rings when entering the cylinder is only a prerequisite for creating this pressure. According to the principle of operation, the piston ring seal on this side is very close to the lip seal. As there, the sealing element is pressed against the cylinder walls by a force proportional to the sealing pressure.
Piston ring seals, on the other hand, are similar to labyrinth seals. Rings are installed in piston grooves with end and radial clearances. Being pressed to the walls of the piston grooves, the rings form a series of annular cavities. The working fluid (or gas) penetrating into the cavity of the first piston ring can pass into the next cavity only through a narrow slot in the ring lock. When passing through the gap, the fluid pressure drops; this process is repeated when fluid flows into each subsequent cavity. As a result, in the last cavity the fluid pressure will be much less than in the first.
Typically, the pressure in the cylinder cavity being sealed varies cyclically from a maximum (during the stroke of the piston) to zero (during the reverse stroke of the piston); a wave of liquid rushing into the seal has a limited energy supply that can be completely dissipated in the seal. Under these conditions, the labyrinth seal can be completely leakproof.
To increase the reliability of the seal, several rings (usually three) are installed in series. In seals subject to high pressures, 5-10 rings are installed, sometimes more.

In order to reduce the axial dimensions of the seal, two rings or more are sometimes installed in one piston groove.
Rings are installed in grooves with an end gap of delta of about 5-10% of the height of the ring.
The gap between the back of the ring and the bottom of the piston groove should be within S \u003d (20-25%) B of the ring width.
The gap in the ring lock is selected so that in the working state (when the ring is in the cylinder) a gap remains in the joint to compensate for temperature deformations. This clearance is desirable to be minimized to reduce the flow of fluid through the lock, and also taking into account the fact that the gap in the lock quickly increases and the wear of the ring and cylinder walls.
In practice, this clearance is made equal to 2-5 thousandths of the cylinder diameter. If the seal operates at elevated temperatures (for example, in the cylinders of compressors and engines), then the elongation of the ring during heating should be added to this clearance.
Calculation of piston rings for strength.
The diameter of the ring in a free state is chosen so as to obtain sufficient interference when introducing the ring into the cylinder. At the same time, high stresses in the working state should not occur in the material of the ring when the ring is compressed by the cylinder walls, and when the ring is installed in the piston grooves, when the ends of the rings are parted for putting on the piston. The dangerous section is on the axis of symmetry of the ring against the lock. In working condition, the outer fibers of the cross section are stretched, the inner ones are compressed; when donning the ring, the outer fibers are compressed, the inner ones are stretched.
(The mathematics of calculation for the site is not given.)
Usually adhere to the following rules for the design of piston rings:
1. the width of the ring must be no more than 1/20 of the cylinder
2. The diameter of the ring in the free state should be no more than 1.03-1.04 of the diameter of the cylinder.
Exceeding these values \u200b\u200bcauses high stresses when working and putting the ring on the piston. In each case, it must be justified by calculation. ... Stresses in the ring are independent and the pressure exerted by them on the cylinder walls does not depend on the height of the ring h.
An increase in the height of the ring causes only an increase in the stiffness of the ring, accompanied by a weakening of the cuff effect and an increase in the force required to put the ring on the piston.
The height of the ring h is usually made equal to (0.5-0.7) b
Piston rings of uniform pressure.
O-rings do not provide uniform pressure around the circumference. A typical polar pressure diagram (pressure rose) for these rings is shown in Fig.
Uniform pressure is provided by rings formed by two circles, of which the inner is displaced until it contacts the outer circle.

In practice, such rings are impossible; it is possible only to a greater or lesser extent to approach this form. This form is sometimes given to spring retaining rings to equalize pressure around the circumference and increase the flexibility of the ring in order to facilitate installation.
Another way to obtain uniform pressure around the circumference is to give the ring in a free state a shape somewhat reminiscent of an ellipse (these rings are conventionally called elliptical). After insertion into the cylinder, the ring takes a circular shape and exerts uniform pressure on the cylinder walls.
(Method for determining coordinates omitted)
Ring design.
Most often, rectangular rings are used. Chamfers (0.2-0.5) x45 degrees are made at the inner corners of the rings to prevent the rings from adhering to the rounded corners of the piston grooves, and also to facilitate putting the rings on the piston. At rings of large diameter on the outer surface make labyrinth grooves.
To increase the pressure on the cylinder walls, ring samples are made on the outer surface of the rings. However, this measure reduces the cuff effect of the ring, since the pressure of the liquid on the outer surface of the ring in the sampling area balances the pressure on the back surface of the ring.
This circumstance is used to evenly distribute the load between the rings. The samples in the first rings facing the working space of the cylinder reduce the pressing force of the first rings against the cylinder walls and thereby load the following rings. This technique is used in hydraulic cylinders, in cylinders of reciprocating compressors, etc. The indicated technique is also useful in vacuum cylinders, where vacuum presses the rings off the cylinder walls and where, therefore, it is important to reduce the cuff effect.
For internal combustion engines, samples are not made, because this increases the risk of coking of the rings due to the penetration of combustion products into the gap between the ring and the cylinder wall. Samples are made only on the last rings, to which pressure is applied, significantly weakened by the throttling action of the previous rings, and where one has to rely more on the ring's own elasticity than on the cuff effect. Samples like the ones shown in Figure have little effect on the cuff effect.

To accelerate the running-in of the rings to the walls of the cylinder, the outer surface of the rings is conical.

leaving a narrow (0.3-0.5mm) cylindrical ribbon. This method requires individual processing of the rings on the cone.
Omitted the method of group processing rings on the cone in the package.
Another technique for tapering the working surface is based on the property of asymmetric sections to curl under the action of bending forces. Samples or bevels are made on the inner surface of the rings, displacing the main axis of inertia of the section relative to the direction of the bending forces. When introduced into the cylinder, such rings are twisted under the pressure exerted by the walls of the cylinder, as a result of which the outer surface of the rings acquires a conical shape.
The taper varies around the circumference of the rings and is maximum at the ends of the ring. The friction of the edges of the ring against the cylinder walls during the piston stroke down, in turn, contributes to the twisting of the ring. Due to the simplicity of execution, twisting rings are widespread.
Trapezoidal rings are used in cylinders operating at high temperatures (ICE cylinders, high pressure reciprocating compressors), where there is a risk of coking of the rings due to oil decomposition at high temperatures.
The conical shape of the rings contributes to the extrusion of deposits from the piston grooves with each change in the direction of movement of the piston, so that the rings retain mobility in the grooves. The trapezoidal rings, in addition, exert increased pressure on the cylinder walls as a result of the wedging action of the conical surfaces of the grooves when the ring moves. Figure also shows twisting trapezoidal rings.
Oil-saving rings.
In gas-operated cylinders, it is necessary to prevent the penetration of lubricating oil into the working cavity of the cylinder. The problem is solved by the use of oil-saving (or oil) rings mounted in front (in the direction of the piston stroke) of conventional sealing rings, which in this case are called gas rings. Oil rings scrape off excess oil from the cylinder walls, preventing it from penetrating the gas rings and into the working cavity of the cylinder. For all designs of oil rings, the following is characteristic: 1) increased pressure on the cylinder walls, achieved by reducing the friction surfaces of the rings; 2) the presence of cavities in which scraped oil is collected; 3) the removal of scraped oil through holes communicating the piston grooves with the internal cavity of the piston; 4) increased axial clearances in the groove.

In the designs in the figure, the rings are given the shape of a scraper. Oil scraped off the cylinder walls is removed through the end gap in the piston groove and through the radial holes in the piston walls.
In the ring on the trail. The figure shows an additional oil-saving cavity communicating by the windows (or radial openings) with the back surface of the ring.

In the design in the figure, the oil is removed from under the scraper through the grooves on the end of the ring.
The figure shows the oil-saving ring of a trapezoidal profile.
For severe operating conditions, a dual installation of oil rings is used.
Locks of piston rings.
The simplest lock with a direct cut has the disadvantage that the ends of the ring exert increased pressure on the cylinder walls and produce a wall surface. The leak through such a lock is relatively large.
Better locks with an oblique cut, in which the pressure on the cylinder walls is more uniform due to the gradual thinning of the ends. The sealing ability of such locks is higher due to the lengthening of the fluid path in the lock. In addition, for a given gap in the plane of closure of the ring (tangential gap), the normal gap at the junction, which determines the amount of fluid flow, is less than and equal to approximately 0.7 of normal.
Even higher sealing ability of stepped locks, in which the gap at the junction is theoretically equal to zero. However, the manufacture of such locks is more complicated; in addition, with a low height of the rings, their whiskers are too thin and break easily. To increase the strength, it is advisable to transfer the mustache to the ring body with smooth fillets.
The following figure shows a "tight" two-stage lock with steps located in mutually perpendicular planes. The leakage of gases through the joint is significantly less than in previous designs. However, the manufacture of such locks is much more difficult.
Locking rings
Since the rings are mounted in the piston grooves movably, it can happen that during operation the joints of adjacent rings will become against each other, resulting in an increase in leakage. To prevent this phenomenon, the piston rings are locked in the angular direction using radial pins located at the junction of the rings and secured in the piston body. The joints of adjacent rings are set diametrically opposite.
Locking methods are shown in the figure.
The disadvantage of locking the rings is that the rings (due to the always existing pressure non-uniformity around the periphery) wear the cylinder walls unevenly, disrupting its round shape. In movable non-locked rings, unevenness is smoothed by the angular displacement (wandering) of the rings in the piston grooves during operation. For rings with an oblique joint, the angular displacement is regular, due to the shear forces arising in the joint during the reciprocating motion of the piston and tending to rotate the ring in the groove.
Locking of the rings is necessary if there are recesses, channels, windows (for example, purge windows in two-stroke internal combustion engines) intersected by the rings during reciprocating movement of the piston on the cylinder walls. Accidental coincidence of the joint with the windows can cause breakage of the rings.
Materials Manufacture.
Piston rings are most often made of high-quality pearlite cast iron, characterized by wear resistance and high antifriction properties, due to the presence of lamellar graphite in the structure.
.....
Cast iron piston rings after grinding are subjected to aging, natural or artificial (at 500-550 degrees)
Rings operating in conditions of plentiful lubrication are made of spring steel, hardened and subjected to medium tempering (350-500 degrees). Steel rings require increased surface strength of the cylinder walls.
Sometimes piston rings are made of forged bronze of the BRANGE or BrAMZhts brands, and in critical cases - from beryllium bronze of the BrB2 brand.
"Elliptical" rings of uniform pressure are obtained in one of the following ways: 1) by casting (for cast-iron rings) billets having a plan shape corresponding to the theoretical profile; 2) processing of blanks on a copy; 3) deformation of the workpiece with subsequent fixation of the mold by heat treatment (thermal method); 4) by rolling the inner surface of the rings with a variable rolling force.
Cast iron rings for critical purposes are made by casting in a chill mold. Castings are obtained with minimal allowances for subsequent machining.
When processing by copying, the ring is given the necessary profile by turning or milling by turning or milling. Then make a cut, make ends and in this state treat the outer and inner surfaces on circular grinding machines.
In the manufacture of cast iron rings by the thermal method, round billets made with a small allowance for machining are put on a mandrel, the shape of which corresponds to the theoretical profile. The resulting form is fixed by heating the workpieces to a temperature of 600-650 degrees, after which the workpieces are transferred for finishing operations, which are carried out with reduced ends.
When rolling, the rings are laid in the annular grooves of the rotating device; the back surface of the rings is rolled with a roller eccentrically mounted in the device so that it exerts maximum pressure on the side of the ring opposite the lock. With the correct choice of the eccentricity, the ring, straightening after rolling, takes a form close to theoretical. After that, the ends are ground and, in the reduced state, the outer surface of the rings.
During rolling, fretting occurs: in the inner fibers of the ring, compression stresses are created that are opposite to the tensile stresses that occur when the ring is put on the piston, so that the ring width can be safely increased with a gain in pressure.
After finishing operations, the rings are lapped in the reference cylinder. The accuracy of the fit of the rings is checked by revealing the gap between the outer surface of the ring and the walls of the reference cylinder. The allowable clearance is set depending on the purpose of the rings. For precise rings, a clearance of no more than 0.01 mm is permissible.
Rings of critical designation are checked for uniformity of radial pressure using electropiezometric or electromagnetic devices with the construction of a polar pressure diagram.
Coverings
To increase the wear resistance and service life of the rings, the working surface of the piston rings is chrome plated. Chrome coating is characterized by very high hardness (VH 900-1000), heat resistance, low friction coefficient and extreme pressure properties.
During galvanic hard chromium plating, chromium is applied in a continuous layer with a thickness of 0.15-, 025 mm for small rings and up to 0.5 mm for large rings.
After chromium plating, finely coated rings are installed in the cylinder; thick-coated rings are ground to eliminate uneven coating of chromium.
Hard chrome plating has the following disadvantages: 1) due to the high hardness of chromium and poor wettability with oil, the process of running in of the rings is very delayed; 2) the rings require increased precision in the manufacture of the cylinder and the complete elimination of gaps between the ring and the mirror of the cylinder.
These disadvantages are largely eliminated by porous chromium plating. Chromium is first applied in a continuous layer, and then the outer surface of the coating is loosened (with the rerouted current direction at the end of chromium plating) to a depth of about 0.25 of the coating thickness.
The porous surface holds oil well. In the process of running-in, the loosened surface is relatively quickly abraded (especially in the area of \u200b\u200bhigh pressure), after which the underlying layer of solid solid chromium is exposed. The presence of oil in the porous layer prevents scuffing during running-in.
The wear resistance of porous-chromium rings strongly depends on the structure of the porous layer, which determines the correctness of the run-in process. Mesh porosity with a pore size of 0.05-0.1 mm2 gives the best results. With a correctly run-in process, the wear resistance of chrome rings is 15-25 times higher than the wear resistance of ordinary cast iron rings.
The material of chrome rings is not as important as the material of non-chrome rings. This allows the use of high-strength modified nodular cast iron and steel for the manufacture of chrome rings.
Apply also chrome cylinder mirrors. This process is more expensive than chromium plating, as the chrome-plated surface of the cylinders must be carefully processed. However, this method opens up the possibility of manufacturing cylinders of aluminum alloys, characterized by high thermal conductivity, which is of particular importance for cylinders operating at elevated temperatures.
Other ways to increase the wear resistance of the piston rings are listed below.
Oxidation (burnishing). The formation on the surface of the rings of a thin (0.01 mm) layer of magnetic iron oxide Fe3O4 by holding the rings at 500-550 in an atmosphere of gaseous oxidizing agents and water vapor.
Phosphating - aging of rings in a hot aqueous solution of phosphoric acid saturated with phosphates of Fe, Mn, Zn. A porous crystalline phosphate layer is formed on the surface of the rings, which absorbs lubricant well.
Diffusion siliconization - aging of rings in powdered silicon carbide SiC at a temperature of about 1000 degrees Celsius. In this case, the surface layer is saturated with silicon, which increases the wear resistance of the rings.
Diffusion chromium plating is the saturation of the surface layer with chromium by holding the rings in molten chromium chloride CrCl2 or in the atmosphere of gaseous chromium chlorides at a temperature of about 1000 degrees.
Alification is the aging of rings in a mixture of powdered aluminum and aluminum oxide Al2O3 at a temperature of about 1000 degrees, as a result of which crystals of a solid solution of aluminum in alpha iron are formed in the surface layer, and a thin wear-resistant aluminum oxide film is formed on the surface.
Sulphidation - the rings are kept in a hot solution of sodium hydroxide NaOH mixed with sulfur or in a melt of sodium cyanide NaCH and sodium sulfate Na2SO4. The sulfidized layer is distinguished by its exceptional wear resistance and resistance to setting.
To accelerate the running-in rings are subjected to galvanic tinning, cadmium plating or copper plating. Tinning gives the best results. Tin plating is carried out in a bath with sodium salt of tin acid at 75 degrees. The thickness of the tin layer is 0.005-0.010mm.
Rings operating at moderate temperatures are coated with a thin layer of synthetic resin (epoxides), fluoroplastics, etc. mixed with graphite or metal powder.
By appointment, the piston rings are divided into oil scraper and compression. A rush of gases from the combustion chamber to the crankcase is prevented by compression piston rings. In a free state, the outer diameter of the ring is larger than the inner diameter of the cylinder, so part of the ring is cut out, this cut is called a lock. Penetration of oil from the crankcase into the combustion chamber is prevented by the oil scraper piston rings. Their main task is to remove excess oil from the cylinder wall. Unlike compression rings, the oil scraper rings have through slots, and set them below the level of the compression rings.

The use of narrow piston rings is a common trend in high-quality piston designs. A thin ring will reduce friction between the piston ring and the wall of the cylinder bore, and prevent the so-called vibration of the rings at high engine speeds. But it is worth noting that such rings, due to high working temperatures and increased forces exerted on the walls, cause accelerated wear of the cylinders and the front surface of the rings themselves (we read about engine compression).
The design of the upper ring is an important factor when using special pistons. Engine performance will be better provided that the upper ring is high on the piston. This is achieved due to the fact that a smaller volume of inaccessible gases will be captured in the jumper between the rings. If the ring is too close to the top of the piston, the thin jumper above the ring groove may break from overheating.
In very severe conditions, the upper piston ring and the jumper above its groove work. The main task of the upper ring at very high pressures and surrounded by high-temperature gases is to provide high-quality sealing at the working surface. After millions of cycles, the ring should retain its compaction and resilience. These features of the piston rings are determined by production technology and metallurgical features. The material from which the rings are made should be low in friction and wear.
Malleable cast iron is one of the first materials from which piston rings were made. This material blends well with cast iron, which in turn is used in cylinder blocks. Its porous structure reduces wear and retains oil. In addition to malleable cast iron, its derivative, ductile cast iron, was widely used. This material has the properties of cast iron while being elastically deformed, which in turn greatly facilitates the installation of piston rings.

Forced engines, rings with higher parameters are required. Other materials were found, in particular, a layer of chromium began to be applied to cast iron (hard chromium is meant). For the first time such rings were used in aircraft construction. It is here that, at very high pressures and temperatures, the chrome-plated rings perfectly resisted abrasion and jamming. In addition, chrome rings are wear resistant. But there is a drawback, these rings are very hard, so cylinder bores must be made accurately.
In the next step, stainless steel piston rings were made. It is worth noting that stainless steel rings are the same chrome rings, only with a high chromium content. To increase the service life, rings with a molybdenum coating were made. Such rings have become the main in boosted motors, they are easily run-in and more durable. When installing rings on a boosted engine, a number of factors must be taken into account that will help to significantly increase the life of the product, for example, the width of the rings. When the engine speed is more than 6000, they usually put rings with a width of 1.59 mm. You can use thinner rings in the case when the main characteristics of the motor, and not its durability.
The design of the upper compression rings.
In addition to the materials from which the rings are made, there are also factors that determine how well the ring will work in different operating modes: the location of the ring on the piston and its design. As an example, we can give a ring, which has a slight twisting, which in turn allows you to accelerate the running-in of rings with the walls of the cylinders. An important type of compression ring is an L-shaped ring. Such rings are capable of developing additional force, which is applied to the cylinder walls at high pressure.
The second compression and oil scraper rings.
The second compression ring serves for additional sealing after the upper oil scraper ring. This ring monitors the gases that go past the upper ring. The second compression ring acts as a scraper, helping the oil scraper ring to prevent excess oil from entering the combustion chamber and causing detonation.
 Since the 60s, the second “no clearance” compression rings have become widespread. Rings without a visible gap for gases began to be made. When using such rings, the break-in time was reduced. Also, oil scraper rings, in particular when using low-octane fuel, are important for the successful operation of boosted engines.
Since the 60s, the second “no clearance” compression rings have become widespread. Rings without a visible gap for gases began to be made. When using such rings, the break-in time was reduced. Also, oil scraper rings, in particular when using low-octane fuel, are important for the successful operation of boosted engines.
There is everything on the auto parts market today - from the smallest detail to
engine and body. It would seem a problem that is ten to fifteen years old
back stood very sharply, finally resolved. But it was not there. Pick up
high-quality replacement parts are not easy, especially for the liners
connecting rod and main bearings, elements of the cylinder-piston group -
pistons, rings. It is the quality and reliability of these parts cardinally
affect the life of the engine after "treatment".
A bit of history
The very first piston rings for VAZ were made on a specialized
factory in Michurinsk, but obsolete technology of the 50s is not
Meets VAZ requirements for product quality. Culling
Michurinsky rings sometimes reached 75-80%, so the leadership of VAZ took
the decision to organize this production in its own "house". With this
the goal was an agreement between VAZ and the Japanese company "Ricken", which
supplied to Togliatti equipment for the production of piston rings, which
allowed to reduce the amount of marriage to 25%. It would seem that this figure is large,
however, compared with other imported equipment, the advantage
Japanese quality was undeniable.
At present, VAZ produces three nominal piston rings
sizes (76, 79, 82 mm), each of which has two repair
(0.4 and 0.8 mm). The material for making rings is special
high-strength or gray cast iron brands RIK-40 and RIK-20, which has high
anti-wear properties, superior to other ring materials
factories (in Michurinsk, Stavropol). Quality control is carried out after
each technological transition during the entire production process.
Features of oil scraper rings
The bulk of the oil scraper rings are available in two types - chrome
and non-chrome, however, steel rings with
spring element, designed so far only for installation during repair
engine. Steel scraper rings are made only nominal
size.
Chrome rings have a cross section with two symmetrical protrusions and
Designed for installation in engines VAZ-2106, 2108, 21083, 2121, 1111.
And they appeared after the birth of VAZ engines for the "eights" and
"nine". These engines have a higher compression ratio and more
loaded operating modes, so during normal operation
oil scraper rings wore out much faster than the top
chrome plated compression. To equalize their mileage, began to cover
chrome and oil scraper rings of the above engines, which allowed
extend the life of the rings almost twice.
As for non-chromed rings, their protrusions are asymmetrical, and
they are installed on VAZ-2101, 21011, 2103, 2105 and 2106 engines for
AZLK 2141. This is perhaps the only detail that allows to distinguish
chrome ring from the usual, as they are almost the same in color.
Be careful not to be sold the “Michurin” rings by mistake
having "sloping" protrusions.
Expansion springs also have their own distinctive features:
variable pitch of winding coils, ground surface on the outside
diameter and ends. Fake opportunities are unlikely. So distinctive
features can be obtained only with special expensive equipment,
which is so far only on the VAZ.
But there are times when they try to sell already completed their "life
way "rings that are thoroughly cleaned and washed before. Discover
it’s easy, you just have to look at the profile and height of the protrusions. how
as a rule, they are either absent or barely noticeable. Yes and
the snap ring is almost impossible to completely clean from oil and
mud.
Steel scraper rings abroad are widespread.
Their long service life, lower weight and cost, reliability and quality
the work being done speaks of the need for their implementation at all VAZ
models. However, due to the lack of the required amount of material for their
mass production (stainless steel for the spring element and
carbon tape for rings) their use is still limited and
applies only to repair kits. Engine life of steel rings - 150-200
thousand km, which, undoubtedly, confirms their advantage over cast iron.
The most important distinguishing feature of VAZ steel oil scraper rings is
chrome coating of the rings themselves and expansion springs, in Michurinsky and
others it is absent. On the surface of the rings, chrome creates a specific
matte shade, noticeable, if only a good look.
Compression rings
Compression rings, like oil scraper rings, have their own profile. Top
the compression ring is the most loaded, it is made from
ductile gray cast iron and the outer diameter of the surface
chrome plated. The lower compression ring is less loaded, so it is not
chrome, and in order for it to partially fulfill the oil scrapping function,
the lower part is made in the form of a wedge to remove residual oil.
Like oil scraper, VAZ compression rings also have their own
distinctive features. These rings on one side (and sometimes two) on
they have a chamfer on the outside diameter, rings of a different origin
not. At first glance, it is difficult to notice, but you can touch it
determine (control similar to checking the dollar).
Another distinctive feature is the ends, which during
the technological process at the WHA are cleaned with sandpaper, and even phosphating
cannot hide traces of this processing. After sanding the ends
obtained are clarified and rounded, while others have this feature
is absent.
Chrome coating creates a matte color, so it is easy to distinguish from
steel shine of non-chrome rings. As already noted, at present
time at VAZ rings of three nominal sizes are produced - 76, 79, 82 mm and
only two repair sizes - 0.4 and 0.8 mm. If upon purchase you
offer 0.7 or 0.6 mm - this is the first sign of a fake.
Company tags and packaging
Each ring is necessarily marked. To the right of the castle
the word "VAZ", and if it is the repair size, then a number is put to the left of the lock
40 or 80, which corresponds to repair sizes of 0.4 and 0.8 mm. Detect
fake is sometimes very difficult, as in modern conditions
A brand tag is not so difficult. However, here, if you try,
you can identify the "falsity". The machine puts the factory mark, which means its place
Installation is always strictly fixed. In the case when it deals with
"craftsman", there are always deviations from the factory "place". it
it is easy to notice with a thorough inspection of even one set of rings.
Packaging also has its own trade secrets. All the rings that go on
spare parts are packed in bags of 3 pieces (two compression and one
oil scraper - cylinder kit). On bags sets code
kit number, engine model and ring size. In the future, such
sets are packaged by size and packaged in branded
boxes of four cylinder sets. On packages and boxes labels always
have one font, and remember it is not difficult, moreover, on the box
there must be an OTC stamp, and all the gluing points of the box are also located in
strictly defined places.
To make it easier to navigate the nomenclature of piston rings,
manufactured at VAZ, we offer the list presented in tables 1 and 2.
Controversy over ring selection
Any motorist dreams that every detail of the engine of his car
served as long as possible. However, in the case of piston rings, this opinion
split up. Some argue that it is better to install rings that have
low durability (30-40 thousand km - in the case of the Michurin rings). By this
you can protect the cylinder walls from wear and thus extend your life
to the engine. Others insist that it is better to install VAZ
rings are more durable (mileage before replacement is 150-200 thousand km), since all
Equally, after such a run, you will have to deal with grinding the crankshaft and
replacing its liners, but at the same time you can do minor repairs
cylinder piston group. The presence of two repair sizes will allow
twice to avoid boring the cylinders, which in total will give a mileage of 450-600 thousand
km Now calculate how much it costs you to disassemble and assemble
engine every 30-40 thousand for 600 thousand kilometers.
Table 1. Cast Iron Piston Rings
Engine model Ring size on package Kit designation
VAZ-2101 76 mm normal 2101-1000100-10
VAZ-2103 76.4 mm repair 2101-1000100-31
- 76.8 mm repair 2101-1000100-32
VAZ-2108 76 mm normal 2108-1000100-10
VAZ-21081 76.4 mm repair 2108-1000100-31
- 76.8 mm repair 2108-1000100-32
VAZ-21011 79 mm normal 21011-1000100-10
VAZ-2105 79.4 mm repair 21011-1000100-31
- 79.8 mm repair 21011-1000100-32
VAZ-2106 79 mm normal 2106-1000100-10
VAZ-2121 79.4 mm repair 2106-1000100-31
- 79.8 mm repair 2106-1000100-32
VAZ-21083 82 mm normal 21083-1000100-10
VAZ-21213 82.4 mm repair 1083-10001200-31
VAZ-2110 82.8 mm repair 21083-1000100-32
VAZ-1111 76 mm normal 1111-1004029
- 76.4 mm repair 1111-1004031
- 76.8 mm repair 1111-1004032
VAZ-11113 82 mm normal 11113-1004029
- 82.4 mm repair 11113-1004031
- 82.8 mm repair 11113-1004032
Table 2. Repair kits with steel oil scraper rings
Engine Ring Size Car Kit Designation
VAZ-2101 76 mm normal 2108-10040029
VAZ-2103 - -
VAZ-2108 - -
VAZ-21081 - -
VAZ-21011 79 mm normal 2106-1004029
VAZ-2106 - -
VAZ-2121 - -
VAZ-21083 82 mm normal 21083-1004029
VAZ-21213 - -
VAZ-21073 - -
VAZ-1111 76 mm normal 1111-1004029-01



