A motor menetes csatlakozásának meghúzási nyomatékai d 240
A hengerblokk és a D-240 dízelblokk feje
Az MTZ-80, MTZ-82 traktor D-240 motorjának hengerfeje öntöttvas megmunkálású öntvény. A szívó- és kipufogócsonkok a fej oldalához vannak rögzítve. A fej és a kollektor között azbesztszövetből készült tömítések vannak.
Nyolc vezetőperselyet helyeznek be a D-240 belső égésű motor hengerfejébe, amelybe a szívó- és kipufogószelepeket helyezik be. A fej alján rések vannak a szeleplemezekhez.
A fúvókák hűtésének javítása érdekében rézpoharakba helyezik őket. A poharak alja alá tömítőalátétek vannak felszerelve. Az üvegeket a fejbe csavarozott anyákkal nyomják az alátétekhez.
A D-240 motor hajtórudak acélból vannak lepecsételve. A felső fejbe egy bimetál hüvelyt (acél bronzréteggel) nyomnak be. A dugattyú csapjának kenésére a hajtórúd és a hüvely felső feje van egy lyuk.
A belső átmérő szerint a perselyeket két méretcsoportba sorolják: nagy átmérővel fekete festékkel, kisebbekkel pedig sárga. A hajtókar rúdjának alsó feje leszerelhető. A csatlakozó ferde lesz, hogy az alsó rész áthaladjon a hüvelyen a telepítés során. A fedelet az összekötő rúdhoz két, rozsdamentes acél csavarral rögzítik, amelyek reteszelő lemezmel vannak rögzítve.
Az MTZ-80, MTZ-82 traktor D-240 motorjának hengerfejének fő hibái a következők: a csatlakozó síkjainak romlása, a vezetőperselyek belső felületeinek kopása, szelephézagok és szelepülések; repedések jelenléte a jumperben; ülések kiégése a fúvókák pecséte vagy üvegének alatt.
Az MTZ-80, MTZ-82 traktor hengerfejének műszaki vizsgálatánál használja a táblázatot. A szelepek elsüllyedése a fejülésekben anélkül, hogy azt a hengerblokkból eltávolítanák, a szívószelep rudaknak a hengerfej felületéhez viszonyított kiemelkedésével határozható meg.
Ehhez váltakozva szerelje be a dugattyúkat. MT végezzen a kompressziós löketnél és mérje meg a távolságot a szelepszár vége és a tömb feje között. Ha a szelepszár kiemelkedése meghaladja az ábrákat, akkor ez jelzi a szeleplemezek és üléseik maximális kopását.
Ugyanakkor meg lehet határozni a vezérműtengely-bütykök kopásának mértékét. Ehhez görgesse fel a dízelmotor forgattyútengelyét mindaddig, amíg a szelep teljesen kinyílik (a hideg dízelmotorhoz beállított hőmérsékleti távolsággal), és mérje meg a rúd és a hengerfej közötti távolságot.
A zárt és teljesen nyitott szelepekkel mért távolságkülönbség határozza meg az egyes szelepek mozgásának mértékét. Ha a szelep elmozdulása meghaladja a megengedett értékeket, a dízel vezérműtengelyt cseréljük.
Ezen mérések után a hengerfejet eltávolítják a D-240 dízelmotorból és további vizsgálatnak vetik alá. Mérjük meg a hengerfej-csatlakozó síkjának hullámait egy szondával és egy egyenes éltel.
Kedvezőbb méretű szeleplemezek merítésekor a fejet cseréljük. Ha ezek a méretek nem haladják meg a megengedett méretet, akkor szétszerelik a D-240 motor hengerfejét és javítják meg. A levegőbemeneti és kipufogógáz-termékekhez a főtengely bizonyos forgásszögénél össze kell kapcsolni a hengereket a szívó- és kipufogócsonkokkal. Ezt a felső szelep időzítő mechanizmusa biztosítja.
A gázeloszlás mechanizmusa (GRM) ICE D-240
Az MTZ-80, MTZ-82 vontatómotor működése közben a főtengely egy 13 vezérműtengelyt forgat az 1, 2 és 14 fogaskerekeken keresztül (1. ábra). A megfelelő időben a bütyök a 12 bütykös követőhöz érkezik, felemeli, a 11 rudat és rövid Ebben az esetben a billenő a 8. tengely körül forog, és egy hosszú vállon nyomja meg a 3 szelepszálat, emellett összenyomja az 5 rugót és kinyitja a szelepet.
A szelep ugyanazon rugó hatására bezárul. Mindegyik hengernek két szelepe van - bemeneti és kimeneti. A szelep zökkenőmentes emelését és leengedését, valamint kinyitásának időtartamát egy bizonyos bütykös profil biztosítja.

Ábra. 1. A D-240 motor szelepvezérlésének vázlata
1 - egy fogazott tengely fogaskereke; 2- közbenső sebességváltó; 3 - szelep; 4 - vezetőpersely; 5 - rugó: 6 - nyomólap; 7 rocker; 8 - a rocker tengelye; 9 - ellenanyával; 10 - beállító csavar; 11 súlyzó; 12 - tolóerő: 13 - vezérműtengely-bütyök; 14 - vezérműtengely-fogaskerék
A D-240 motor szelepének kinyitásához szükséges sorrendet úgy érik el, hogy a bütyköket a tengelyre helyezik. Mivel a négyütemű motor teljes működési ciklusa a főtengely két fordulatán megy végbe, és a szívó- és kipufogószelepeknek csak egyszer kell kinyílniuk, a vezérműtengely kétszer olyan lassan forog, mint a főtengely. Ez úgy érhető el, hogy a vezérműtengelyre olyan 14 hajtóművet szerel be, amelynek kétszer annyi foga van, mint a főtengely fogaskerekének.
A D-240 szelepnek kinyílnia kell a henger dugattyújának bizonyos helyzetében. A gázelosztó és a forgattyús mechanizmusok konzisztenciáját az elosztó fogaskerekeknek a speciálisan alkalmazott jelölésekkel történő összekapcsolásával biztosítják. A motor működése közben a mechanizmus alkatrészei felmelegednek és kiszélesednek.
Annak érdekében, hogy a szelep szoros illeszkedése az ülésbe ne sérüljön, a szelep és a billenőkar között a 10 beállító csavarral termikus távolságot kell beállítani (különféle motorokhoz ez 0,3-0,5 mm tartományban van). Egy kis rés, és ennek következtében a szelep laza illesztése az üléshez a forró gázok áttöréséhez vezet a repedések és a szelep túlmelegedéséhez (ez lehetséges a szeleplemez összecsapódása és annak letörése).
A rés növekedése esetén hangos ütések vannak, amelyek jól hallhatók, amikor a motor jár. Ezenkívül az idő lerövidül, és a szelepek nyitása csökken, ennek eredményeként romlik a hengerek tisztítása az égéstermékektől, és csökken az új töltésű töltés.
A szelep nyitási idejének meghosszabbítása, valamint a henger feltöltésének és tisztításának javítása érdekében a szelepek egy bizonyos előrehaladással (a dugattyú megérkezése előtt) kinyílnak, és késleltetéssel záródnak (miután a dugattyú áthalad a bm-nél), majd a szelep nyitási időtartama meghaladja a 180 ° forgattyústengely forgását.
A hengerfej-alkatrészek alapvető méretei és beállító paraméterei, valamint a D-240 dízelüzem időzítése
A szelepszár kiemelkedése, mm (normál / megengedett) - 56,0 - 57,2
A szelep mozgása, mm (normál / megengedett) - 10,2 - 9,0
A hengerfej-csatlakozó síkjának elhajlása, mm - 0,15
Merülőszelep tárcsa, mm (normál / megengedett) - 0,4-0,7
A szeleppersely megengedett belső átmérője, mm - 11,10
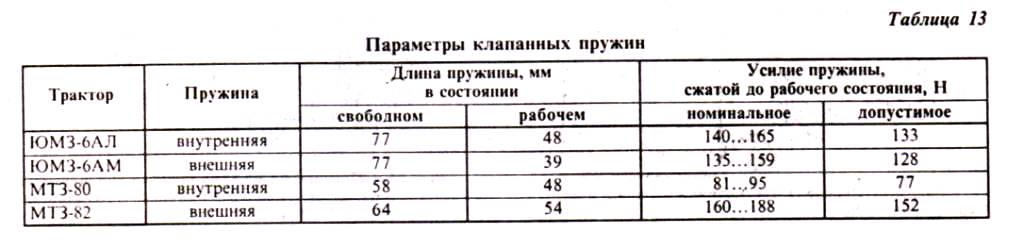
A külső szeleprugók megengedett összenyomása N - 148 üzemi magasságra
A rugó üzemi magassága, mm - 54,0
A belső szeleprugók összenyomása üzemi magasságra, N - 74
Munkamagasság, mm - 48,5
A szelepszár megengedett átmérője, mm - 10,85
A lengőkar belső átmérője, mm - 19.02-19.05
A billenőkar tengelyének átmérője, mm - 18,98 -19,00
A D-240 motor szelepeinek és szeleprugóinak a repedéseit speciális eszközzel távolítják el. Ha a szelepülésen repedések vannak, akkor a fejet javítás céljából visszaküldik. Az eltávolított szelepeket megjelöljük, majd megmérjük a rúd átmérőjét, és megvizsgáljuk a letörés kifutását és a rúd hajlítását. A szelep kúpjának ütése és a rúd hajlítása a szelep tengelyéhez viszonyítva nem haladhatja meg a 0,03 mm-t.
Ha nyomokban van kiégés, süllyedés a szelepek letörésén, akkor a lemez letörésének munkafelületét speciális csiszológépekkel dolgozzák fel. A D-240 dízelmotorok bemeneti szelepének munkalapja 45 ° -os szögben van megföldelve. A kopásnyomok eltávolítása után a szeleptárcsa hengeres részének legalább 0,5 mm szélességűnek kell lennie. A D-240 belső égésű motor szelepének irányítószelep-hüvelyét cseréljük ki, amikor a szelepszár belső lyukja kopott vagy a hengerfejben lévő illeszkedés gyengült.
Ha gyengíti a hüvelynek a fejében való illeszkedését a pótalkatrészek közül, válassza ki a hüvelyt a külső átmérőnél legnagyobb eltéréssel, kenje meg töltőanyaggal epoxi ragasztóval és nyomja be a fejébe. A vezetőperselyek beszerelése után a szelepülést bolygócsiszolóval kell feldolgozni.
Kockázatok, süllyedések és égési nyomak esetén a munkadarabon a szelepülések először őrlik a letörést, hogy eltávolítsák a kopás jeleit, és megmérjék a szelepek öblítésének mértékét az új szeleppel. Ha az elfogadható határokon belül van, akkor folytassa a szelepülés feldolgozását. A hengerfejben lévő szelepülék munkadarabjának alsó (külső) széle egy 150-es kúpszögű csiszolókoronggal van ellátva, a felső (belső) széle pedig 60 °.
A D-240 belső égésű motor szívószelepeinek foglalatának szélessége 2,0 ... 2,5 mm, a kipufogógáz esetében - 1,5 ... 2,0 mm.
A feldolgozás után a szelepelemeket és az üléseket kölcsönösen törölje meg. Ha az összes szelepet és az üléseket megjavítják, akkor őrlik a gépet. Egy vagy két szelep javításakor pneumatikus berendezéssel dörzsölik őket, miközben a mikropor és ipari vagy motorolaj keverékéből származó pasztát használnak.
Csiszolás közben, a D-240 dízelmotor szelepének forgatásakor, rendszeresen megemelik. Időről időre ellenőrizze a szelep és a hüvely csiszolólapjainak állapotát. A munkadarab átlátszatlan szalagjának felső széle legalább 0,5 mm-re legyen a szeleptárcsa hengeres hevederétől.
Ha a matt csík lényegesen alacsonyabb vagy magasabb, mint a heveder, akkor a szelepüléket ismét csiszolókorongokkal kezelik, amelynek kúpszöge 60 vagy 150 °, és a szelepet és a csatlakozót ismét megdörzsölik.
A D-240 szelepek összeszerelése előtt ellenőrizze a szeleprugó rugalmasságát a készüléken. Ha a paraméterek kívül esnek a megengedett határokon, a rugókat cserélik.
Bizonyos esetekben a rugó hosszának és nyomóerejének kompenzálására speciális alátéteket telepítenek alattuk, amelyek vastagságát az A \u003d B szívószelep és az A \u003d B kipufogógáz szelepének képletével lehet meghatározni - 1,8 mm, ahol B a tényleges a szelep fulladási értéke a szelepülés javítása után mérve. A szelepek összeszerelése után a rugólemez síkja felett a kiálló crackereknek legfeljebb 0,5 mm-nek kell lenniük, elsüllyedni - 1,3 mm-nek.
A motorszelepek tömítettségének ellenőrzése érdekében a hengerfej bemeneti és kimeneti csatornáit petróleummal töltik meg. Nem szabad szivárogni 1,5 percig. A billenőkar-szerelvény tengelyének felszerelése előtt ellenőrizze az egyes billenőkarok műszaki állapotát.
Ha a billenőkarok mélyedései meghaladják a 0,3 mm-t a sztrájkolóknak, felületüket őrlik, amíg a kopásnyomok megszűnnek. A billenőkar munkafelületének nem lehet párhuzamossága legfeljebb 0,05 mm. Ha szükséges, ellenőrizze a lengőkarok lyukainak belső átmérőjét. A hüvely és a billenőkar tengelye közötti megengedett távolság nem haladhatja meg a 0,15 mm-t.
_______________________________________________________________________________________________
_______________________________________________________________________________________________
›A hengerfej javítása d240.ch3Folytassa a hengerfej javítását.
A fejét az állványhoz rögzítette, így kényelmesebb a munka.
Egyenes vonallal ellenőriztem a repülőgépet. Polírozást nem igényel.
A boncolás a következőket mutatta. Szelepvezetők - hatalmas ellenállás. Nincsenek szelep tömítések, és ezeket építés sem biztosítja. A sapkák alatt történő leszállási útmutatókban nincsenek. A szelepülések meghalnak. Maguk a szelepek is meghalnak. A szeleplap nagyon kopott. Maga a rúd nagy teljesítményű.
A szelepek erősen megereszkednek - a kopás kritikus. A d240-nél a szelepülések nem változnak, a d245-nél a szelepülések cserélhetők.
Nem zavarta az új nyeregek beillesztését, a „Bosco-gyártó” képesítésem még nem olyan magas. Adni valakinek? Hosszú és drága. Nem értem, hogyan fogják csinálni.
Úgy döntött, hogy kicseréli a szelepvezetőket, magukat a szelepeket, a szeleprugókat, felteszi az olajkaparó kupakokat és helyreállítja az ülések geometriáját.
Az olajbevitel oka világossá vált, amint az a szívószelepek állapotából is kitűnik. Mindannyian olajban vannak.
A törött szelepvezetőkön az olaj szivattyúként haladt. Érdekes, hogy a motort viszonylag nemrégiben gyártották. A javítás a bélések és a dugattyús bélések cseréjéből állt. És ennyi. Cseréléskor a hajtórudakat nem lógtak ki, ami vad rezgést okozott működés közben (egyensúlyhiány 210 gramm). Megölt Bosko - rossz tömörítés és olajbevitel. Annyira a javításért. És nem kevés pénzt költöttek el. A gondolkodók valaki szerint a motor hibás működésének 70% -a halott fej. Ez a józan ész. A javítás értelme 0.
Mivel dolgoztam, úgy döntöttem, hogy a legkevesebb ellenállás útját választom. Ne aggódjon, ahol nélkülözheti. A vezetők megnyomásával kezdjük. Ősi, törött és szorosan savanyú. A legegyszerűbb ütést földelte.
Egyikük sem sikerült. A verés felgyullad, és levágja a perselyek végét. 10-rel megnehezítette az opciót a csap számára. A főnök egyik oldalán, a másik oldalon egy anya, hogy erőfeszítéseket hozzon. Egy ilyen mikro-sztriptíz. Felére szakította a hajtűt. Nem egy helyről. Készített megerősített hajtű. Szorítsa meg a szálat. Nem egy helyről. Nem tudtam gyorsan elvenni.
Készítettem egy húzóprés eszközt. Mint a Jevgenyij Travnikov videóján a YouTube-on.
Letöltöttem a rajzokat az egyik elvtárstól a Drive 2 fórumra, és elküldöm Nick-t, ha találom. (A keresés során megtalálta a Yandexben). A rajzokat nyilvánosan közzétette. Ezért sok köszönet neki. Egy esti időt töltött. És nem hiába. Kemény, de nem. Először kattint, majd megy. Arra gondoltam, hogy egy lyukasztó használata a vezetõk eltávolításához rossz. A vég mindenképpen eltörik. Vastagabb lesz, mint a vezetőtest. És ez a megvastagodás megtöri a leszállást. A következő ülés már nem így van.
Vettem egy sor új útmutatót.
Az eladó azt javasolta, hogy tegye a KAMAZ szelepszár tömítéseket. Lágyabb gumi és rugók. Módosított vásárolt útmutatók a gépen. Kicsit leszállt és oldalra állt a kijáratnál, hogy a sapkák ne kerüljenek le.
Préselt húzó. Nagyon kényelmes a távolság irányítása. Menetmagasság 22x1,5. Minden fordulat 1,5 mm. Közben mérést végez, és forgassa a sebességet a kívánt hosszúságig.
A rugók nem álltak. A bolt olyan szemetet hozott, hogy úgy döntöttem, hogy elhagyom a régit. Csak házi készítésű eszközzel ellenőrizze a merevséget. Ha ők vannak a befogadásban - megteszem.
Mikrométerrel ellenőrizte az új szelepek méretét.
A vezetők beállításához egy állítható söprőt vásárolt.
Bekapcsol a csaptartóba. A méreteket úgy állíthatjuk be, hogy a kúpos perselyeket a menetes rúd mentén mozgatjuk. Egyszerű felépítés. Több száz fogás. Először próbáltam alacsony sebességű fúrót használni. A folyamat felgyorsítása. Majdnem eltörtem a letapogatást. Tollakat kellett tennem. Észrevettem, hogy a kagyló hüvelyeit erősebb meg kell húzni. Tehát nem harap.
A szelepet "alacsonyabbra" állította be. Névleges hézagnál olajozott szelep
simán alá kell esnie súlyának. Nem tökéletes, de sikerült. Két szelep kicsit gyorsabban halad, mint a többi. Készítettem egy videót.
Észrevettem, hogy a szkennelés során gyakrabban kell kiöntni az öntöttvas port.
A szelepelemek alatti leszállások helyreállításához egy kúpkészletet kellett vásárolnom. (Alapvetően nem akartam adni valakinek, aki megtenné.) Megtudtam, hogy háromféle kúp van a piacon. Soha nem drága minőség, álló pilóta mellett. 22 tr Túl sok. Ukrán vagy belorusz társa. 8t.r. Ez számomra drága.
A SAI cég terméke (speciális autószerszámok, mint például a Rostov cég) ára 2,8t.r. Vettem egy ilyen készletet.
És egy idő után rájöttem, hogy kétszer tévedek. A dobozon a következő volt: "MTZ motorok javításához, Goby". Az eladó azt állította, hogy megfelelő a motoromhoz. Hazudtam. Ez a d245-re vonatkozik. Kiderült, hogy különféle szelepülések vannak. Különböző szögek A készlet cserélve, elveszített idő. Új szettet hozott. A szemét minősége.
A kúp leszállása a pilótán gyengén teljesült.
Az öntvények durvaak. Több keményfém
forrasztott törött.
Újra cserélték. Mérges volt. Meglepett eladók. Tudják, hogy alacsony minőségű termékeket adtak el, és nem érdekli őket. Valaki elviszi.
De elkezdte telepíteni. A főszög 45 fok, akkor két további ferde 30 és 60 fok. Öv a szelep kúpjának közepén.
A lapoláshoz adaptált. Régi forgórész, szögletes csuklópánt fejlécből, rugó. Kémültem Vaszilij Kharcsishin "Avtoznakhar" ötletére a YouTube-on.
2 fokozatban dörzsölve. Első alkalommal, mielőtt megváltoztatná a köszörűpaszta hangját. És a második teljesen. Rájöttem, hogy nem kell sokat nyomnia. A pasztát az őrlőzónából préseli.
Tesztek - a kerozin tartja először.
Ellenőriztem a rugókat. Az összecsukható súlyzókból származó palacsinta hasznos volt.
__________________
Az MTZ-80 traktor D-240 henger-dugattyú-csoportjának részleteit a diagnosztikai eszközökkel megnövelt forgattyúház-olajfogyasztás vagy fokozott gázbehatolás a dízel-forgattyúházba cseréli le. Ha a diagnosztikai paraméterek elérték az engedélyezett értéket meghaladó értékeket, akkor a dízelmotort szétszerelik.
Az alkatrészek műszaki vizsgálatának elvégzéséhez a hengerfejet és az olajteknőt eltávolítják. Ha a fej eltávolítása után repedések találhatók a tömb felületén, akkor a további szétszerelést megállítják, a dízelmotorot eltávolítják a traktorból és javításra küldik.
Nyilvánvaló hibák hiányában az olajszivattyút, a csővezetékeket és az összekötő rúdcsapágy-kupakokat lebontják, a hengerbetétekből az összekötő rudakkal összeszerelt dugattyúkat eltávolítják.
Az MTZ-80 traktor D-240 henger-dugattyú-csoportja között a leginkább hajlamosak a dugattyúgyűrűk, egy dugattyú, a felső hajtókar rúdjának hüvelye, az összekötő rúdcsapágyak bélései, hengerbetétek (2.1.29. Ábra, 2.1.30. Ábra).
A bélés átmérőjét (2.1.31. Ábra) a bélés felső hevederének legnagyobb kopása helyén kell megmérni, először a főtengely tengelyével párhuzamos síkban, majd az összekötő rúd rácsos síkjában. A hüvelyt munkafelületének 0,4 mm-nél nagyobb kopása cseréli átmérővel, vagy oválissága és kúpossága meghaladja a 0,06 mm-t.
A dugattyúhüvely átmérőjét a dugattyúcsap alatt a furatra merőleges síkban kell mérni (2.1.32. Ábra). A szoknya átmérőjén kívül a dugattyú a dugattyúhornyok és a dugattyúgyűrűk közötti magasságot is szabályozza (2.1.33. Ábra). Ha a dugattyúhorony és az új dugattyúgyűrű közötti rés meghaladja a megengedett méretet, a dugattyút cseréljük.
Ábra. 2.1.29. A D-240 hengerblokk alkatrészeinek relatív elrendezése
1 - hengerblokk; 2 - egy csavar; 3 - szemcsavar; 4, 10, 14 - tömítések; 5 - tömítő doboz; 6 - a dízelmotor hátlapja; 7 - forgattyúház tartó; 8 - burkolatok; 9 - a főcsapágy burkolata; 11 - pajzs; 12 - fogaskerék fedele; 13 - támogatás; 15 - perselyek; 16 - parafa; 17 - hengeres bélés; 18 - bélésgyűrűk
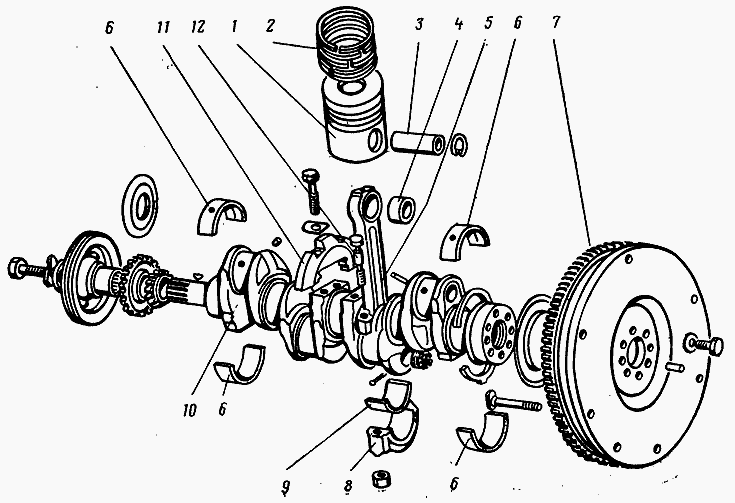
Ábra. 2.1.30. A forgattyúcsoport részeinek relatív helyzete
1 - dugattyú; 2 - dugattyúgyűrűk; 3 - dugattyúujj; 4 - a felső hajtókar rúdjának perselye; 5 - hajtókar; 6 - gyökérbetét; 7 - lendkerék; 8 - összekötő rúd burkolat; 9 - rúdrudak; 10 - forgattyús tengely; 11 - ellensúly; 12 - egy csavar
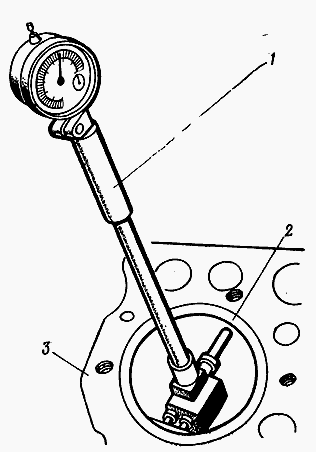
Ábra. 2.1.31. Az MTZ-80 hengerbélés átmérőjének mérése
1 - jelző féknyereg; 2 - hengeres bélés; 3 - hengerblokk
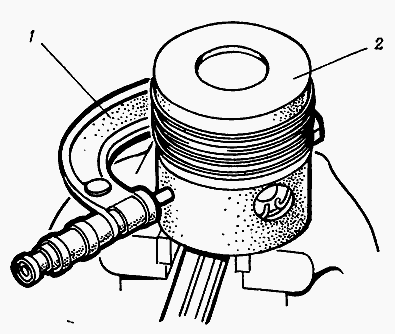
Ábra. 2.1.32. Dugattyú szoknya átmérő mérése
1 - mikrométer; 2 - dugattyú

Ábra. 2.1.33. A dugattyúhorony és a dugattyúgyűrű közötti távolság mérése
1 - gyűrű; 2 - dugattyú; 3 - lemezes szonda
Az MTZ-80 traktor D-240 motorjának dugattyúcsoportjának fő mutatói
A dugattyúhüvely és a hengerbélés közötti rés, mm:
Névleges - 0,18-0,20
- megengedett - 0,26
A hézag a dugattyúgyűrű-zárban, mm:
Névleges - 0,40–0,80
- érvényes - 4,0
Magasság a dugattyúhorony és a dugattyúgyűrű között, mm:
Kompressziós gyűrűk esetén - 0,08-0,12
- olajkaparó gyűrűk esetén - 0,05–0,09
- megengedett - 0,30
A henger-dugattyú-csoport szerelvényt egy helyettesítéssel (átmérőbeli különbség) cseréljük ki a dugattyú szoknya és a hüvely között, amely meghaladja az engedélyezett értéket. A tömb ujjait speciális húzóval kihúzzák (2.1.34 ábra).
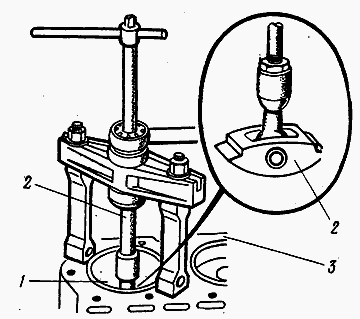
Ábra. 2.1.34. A D-240 hengerbélés kihúzása
1 - hengeres bélés; 2 - húzó; 3 - hengerblokk
Ha a bélés és a dugattyú átmérője a normál tartományon belül van, akkor ajánlott a bélést extrudálni a blokkból, forgatni azt a tengely körül 90 ° -kal, mivel a bélés és a dugattyú a kopórúd síkjában elhasználódik legjobban, és nyomja a bélést vissza a tömbbe.
A dugattyúgyűrűk kicserélésre kerülnek, ha a gyűrűzárban a hézag meghaladja a megengedett értéket, amikor a gyűrűt a hüvely nem működő felső részébe telepítik.
A dugattyúcsoport meghajlása előtt ellenőrizze a dugattyúcsap, az összekötő rúd paramétereit és a felső összekötő rúdfej hüvelyének állapotát. A perselyet a dugattyúcsap alatt lévő furat átmérőjének megnövelésével vagy a felső összekötő rúdfej illesztésének gyengítésével cseréljük ki.
A dugattyúcsapot és a felső összekötő rúdfej perselyét cseréljük, ha a csap és a persely közötti távolság nagyobb, mint 0,06 mm. Az ujját ovális és 0,02 mm-nél nagyobb kúposság váltja fel. A hajtókar meghajlását és elfordítását a KI-724 készüléken ellenőrzik. A hajtórúdnak a felső fejbe történő összeszerelésekor először egy hüvelyt nyomnak be (2.1.36 ábra).
1 -vtulka; 2 - nyomja meg; 3 - összekötő rúd
Annak érdekében, hogy a dugattyúcsap alatt a hajtórúd felső fejét fúrják, ezt egy állítható söpöréssel vagy gördítéssel kell megmunkálni. A felső összekötő rúd fej furata és a dugattyúcsap közötti hézagnak legfeljebb 0,03 mm lehet.
Az MTZ-80 főtengely összekötő rúdcsapágyának vékony falú, cserélhető betétei nagy pontossággal készülnek. A szükséges átmérőjű hézagot állandó csapágyágy mellett a főtengely nyakának megfelelő átmérője biztosítja. Ezért a dízeljavítás javításának bélései helyettesítik
illesztési műveletek nélkül és csak párban.
Nem megengedett: egy betét cseréje egy párból; laza levelek vagy csapágysapkák illesztése vagy lekaparása; tömítések beszerelése a betétek és az ágy között, a fedél és az összekötő rúd között. A laza levelek méretcsoportjának cseréjekor meg kell egyeznie a forgatott tengely nyakainak méretcsoportjával.
A henger-dugattyú csoport új alkatrészeinek felszerelése előtt azokat méretcsoportok szerint kell kiválasztani. A hengerbetéteket méret átmérőjű csoportokba sorolják a belső átmérő szerint, a dugattyúkat az alsó szoknya külső átmérője szerint. Az egyik dízelmotorra felszerelt dugattyúknak és hengerbetéteknek azonos méretűnek kell lenniük.
A D-240 dízelmotor hengerek és dugattyúinak méretezett csoportjai
Csoportok / Hengerbélés átmérője, mm / Max. a dugattyú szoknya átmérője alján, mm
M: 110,00-110,02 / 109,88-109,90
C - 110,02-110,04 / 109,90-109,92
B - 110,04-110,06 / 109,92-109,94
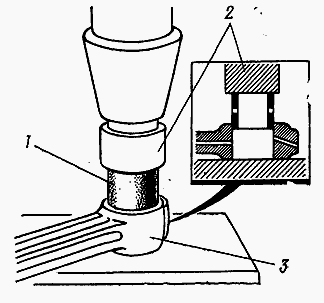
A méretcsoportok megjelölése a hüvely nem működő felső végén és a dugattyú alján található. Mielőtt beillesztné a hüvelyt a blokkba, cseréljük ki a gumi tömítéseket. A hüvelyt úgy állítják be, hogy kalapáccsal könnyű csapást végezzenek egy lépcsős tüskére (2.1.37 ábra).
Ha a hüvely szorosan belép a blokkba, akkor egy speciális csavarral kell benyomni (2.1.38 ábra). A présillesztés végén az ujjgallérnak indikátorral ki kell emelkednie a tömb felülete fölött (2.1.39 ábra). A váll kiemelkedésének 0,065 és 0,165 mm között kell lennie.

1 - eszköz; 2 - hengerblokk; 3 - hengeres bélés
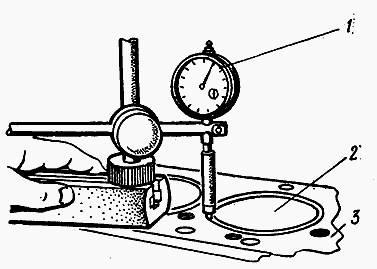
Ábra. 2.1.39. A hengerbetét vállának kiemelkedésének ellenőrzése
1 - jelző; 2 - hengeres bélés; 3 - hengerblokk
A hüvelyek süllyedése esetén megengedett réz tömítések behelyezése a hüvely gallérja alá. A dugattyú kiválasztásakor ügyeljen a dugattyú ujjainak méretcsoportjaira; belső felületüket és dugattyúrugóikat festékkel megjelölve. Az MTZ-80 traktor dugattyúit és D-240 dugattyúit egy méretcsoportban választják ki, amelyet ugyanaz a jelölés erősít meg.
A dugattyú csapját benyomják a dugattyúba, és előzetesen melegítik a dugattyút olajban 70-80 ° C hőmérsékletre. A csatlakozórudak tömegének különbsége az egyik dízelmotorra felszerelt dugattyúval nem haladhatja meg a 15 g-ot.
A dugattyúgyűrűk rugalmasságát az MIP-100 készüléken ellenőrzik. A reteszek 0,3–6,6 mm-es résével (2.1.41 ábra) a gyűrűk rugalmassága nem haladhatja meg: az első (felső) - 60–82 N, a második és a harmadik – 58–78 N.
A dugattyúgyűrűket egy sorrendben szereljük fel a dugattyúra egy olyan eszköz használatával, amely megvédi a gyűrűket a véletlenszerű meghibásodásoktól (2.1.42 ábra). A dugattyúhornyokba beépített gyűrűknek szabadon kell mozogniuk, ha a dugattyút elforgatják és bemerítik a hornyokba saját tömegük hatására.
Ábra. 2.1.41. A dugattyúgyűrű reteszének ellenértékének mérése
1 - lemezszonda; 2 - dugattyúgyűrű
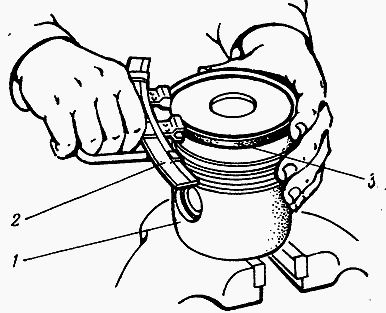
Ábra. 2.1.42. Dugattyúgyűrű telepítése
1 - dugattyú; 2 - adaptáció; 3 - dugattyúgyűrű

Ábra. 2.1.43. Dugattyús kúpos tüske
1 - dugattyú; 2 - tüske
Ábra. 2.1.44. Dugattyú felszerelése összekötő rúddal az MTZ-80 hengerblokkba
1 - hengerblokk; 2 - dugattyú; 3 - tüske
Az első és a harmadik dugattyúgyűrű reteszei a dugattyúhornyokban a második és negyedik gyűrű reteszeihez képest 180 ° -os szögben vannak elhelyezve.
A gyűrűkkel és az összekötő rúddal ellátott dugattyúegységet bőségesen dízelolajjal kenjük, és kúpos tüskével (2.1.43 ábra) beépítjük a hengerbélésbe, óvatosan megcsavarva a dugattyúfejet a kalapácsfogantyúval (2.1.44 ábra). Az összekötő rúd csapágycsavarjait két-három lépésben húzzák meg nyomatékkulccsal.
Beállítási adatok a D-240 dízelmotor összeszereléséhez
A hengerfej anyáinak végső meghúzásának pillanata, Nm - 150-170
A hajtókar-csapágyak meghúzási nyomatéka, Nm - 140-160
A szelepszár és a billenőkar közötti hézag (termikus rés) hideg dízelmotor esetén, mm - 0,25-0,30
A dugattyú, ha a TDC-ben helyezkedik el, ne emelkedjen ki a tömb felülete felett 0,5 mm-nél nagyobb mértékben. A dugattyúcsoport és az összekötő rúd csapágyfedéljeinek beszerelése után olajszivattyút telepítenek, ürítő- és szívóvezetékeit lezárják.
A forgattyúház tömítését mindkét oldalán grafitpaszta (40% grafit por és 60% dízelolaj) vagy Elastosil 137-83 tömítőanyaggal kenjük; 30-50 g dízelolajat öntünk a hengerekbe. A hengerfej-tömítést mindkét oldalán grafitpasztával kenjük.
A fejrögzítő csavarokat nyomatékkulccsal (2.1.45 ábra) húzzuk meg egy bizonyos sorrendben (2.1.46 ábra) két vagy három lépésben. Ezután állítsa be a rudakat és a lengőkar-szerelvény tengelyét a lengőkarokkal.
A hengerfej-rögzítő anyák meghúzási nyomatékának és a szelepmechanizmus hőmérsékleti távolságának meg kell felelnie az MTZ-80 dízelkorong beállítási adatainak.
Ábra. 2.1.45. Húzza meg a hengerfej D-240 csavarjait
1 - nyomatékkulcs; 2 - hengerfej
Ábra. 2.1.46. A hengerek fejének rögzítésére szolgáló csavarok belégzésének sorrendje
__________________________________________________________________________
Szerviz és MTZ-82 beállítások
____________________________________________________________________________________________________________________________________________________
Működtetés és szerviz MTZ-82.1, 80.1, 80.2, 82.2
A motor műszaki állapota működése közben megváltozik. Abban az állapotban, amikor a meghatározott funkciók végrehajtásakor megsérülnek a normatív és műszaki dokumentációban meghatározott paraméterek értékei, hibának nevezzük.
A következő tényezők a dízelmotor normál működésének paraméterei és minőségi jelei:
- indítási idő elektromos indítómotorral - legfeljebb 20 s, motor indításával - legfeljebb 2 perc;
- motor működése - egyenletes, megszakítások nélkül, stabil különféle üzemmódokban;
- elengedés - füstmentes, kopogás hiánya;
- teljesítmény és fajlagos üzemanyag-fogyasztás - a megállapított határokon belül (tűréshatárok 5%);
- olajfogyasztás az üzemanyag-fogyasztás 3% -ánál kevesebb hulladék esetében;
- nyomás az olajvezetékben 0,20 ... 0,35 MPa névleges forgattyútengely-sebesség mellett; a centrifuga rotorának a dízelmotor leállítása utáni forgásának legalább 30 másodpercig hallhatónak kell lennie;
- a hűtőfolyadék hőmérséklete normál dízelterhelés mellett - 95 ° C-on;
- a gázáramlás elhanyagolható;
- az indító motort elektromos indítóval kell indítani, legfeljebb három alkalommal;
- a hűtőfolyadék, olaj, üzemanyag, hűtőfolyadék szivárgásának hiánya az olajban (vagy fordítva).
Amennyiben a felsorolt \u200b\u200bparaméterek bármelyike \u200b\u200beltér a megengedett határértékektől, vagy a dízelmotor meghibásodásának említett jeleit észleli, meg kell határozni a meghibásodás vagy a hibás okát és azt meg kell szüntetni.
Ha a műszaki állapot ellenőrzése során vagy a hiba okának kutatása eredményeként megállapítást nyer, hogy a motor valamilyen kritérium alapján elérte a határértéket, akkor azt nagyjavítás céljából küldik el.
A szétszerelés és összeszerelés általános útmutatása: szerelje szét a mechanizmust olyan körülmények között, amelyek kizárják a szennyeződést vagy a károkat, valamint megfelelnek a biztonsági követelményeknek; a párosított alkatrészek, amelyek összekapcsolt helyzetben működnek vagy egyensúlyba kerülnek, nem szabad alulképpeltek; az alkatrészek egy részében történő munkát jelölésekkel kell összegyűjteni (márkanév) és csak az eredeti helyükre kell felszerelni; a rudak összeszerelésekor új rögzítő alátéteket kell felszerelni; Összeszerelés előtt a főtengely összes olajcsatornáját és az összekötő rúdkarok üregeit meg kell tisztítani, üzemanyaggal mossuk és levegővel fújjuk; A kritikus menetes illesztések helyes meghúzása az összeszerelés során döntő jelentőségű.
A fej ütközési sűrűségét befolyásolhatja a fej rögzítéséhez szükséges anyák elégtelen meghúzása, részekben repedések, a hengerbetétek kiálló részeinek a blokk síkjához viszonyított egyenetlenségei, a hengerfej alsó síkjának elhajlása.
Ha szükséges, cserélje ki a tömítéseket a fej és a hengerblokk között az alábbiak szerint (vegye figyelembe a D-245 példáját):
- távolítsa el a durva levegőszűrőt és a hangtompítót, állítsa a burkolatot felső helyzetbe;
- tiszta dízel;
- a hűtőfolyadék kiürítése a hűtőrendszerből;
- válassza le és távolítsa el a kompresszor levegőellátó vezetékét;
- lazítsa meg a bilincseket és távolítsa el a turbófeltöltő kipufogócsövét;
- oldja le a szerelvényt, és vegye le a légszorító-jelző csövét;
- húzza le a tartókeretet és távolítsa el a légtisztítót;
- gyengítse meg az olajleeresztő cső átmeneti cső bilincseit turbófeltöltővel;
- csavarja le a rögzítőanyákat és vegye le a kipufogócsonkot a turbófeltöltővel együtt;
- engedje le a vizet, és válassza le a fülkefűtés ürítőtömlőjét a lefolyócsapról, és tolja a tömlőt oldalra;
- húzza ki a sebességmérő meghajtó kábelét;
- válassza le a fűtőtest leeresztő tömlőjét a blokk csapjáról;
- válassza le a hűtőtömlőket és a hűtőrendszer szivattyút a termosztát házáról;
- válassza le a lefolyó üzemanyag-cső szerelését a negyedik fúvókáról;
- engedje le és távolítsa el a magas nyomású üzemanyag-csöveket;
- csavarja le a rögzítőanyákat és távolítsa el a sapkát;
- csavarja le a rögzítőcsavarokat és vegye le a hengerfej fedelét a szívócsonkkal;
- az olajcső-szerelvény csavarja a fejből ki van fordítva a henger hátsó falán;
- csavarja le a rögzítőanyákat és távolítsa el a lengőkar-szerelvény gerendáját, vegye ki a rudakat;
- csavarja le és vegye ki a hengerfejet a tömítésbe;
- tisztítsa meg a fej és a hengerblokk csatlakozójának síkját kaparóval a koromtól és a tömítés tapadó részeitől;
- szereljen be egy új tömítést, szerelje be a fejet a sorozat fordított szétszerelésével.
D-65N dízelmotor esetén a fej és a hengerblokk közötti tömítés cseréjéhez tegye a következőket:
- lazítsa meg a bilincseket rögzítő csavarokat,
- távolítsa el az indítómotor tömlőit és leeresztőcsövét;
- csavarja le a csavarokat, és távolítsa el az indító motor kipufogócsövét;
- válassza le a hengerfejet és a vízellátó csövet, az alacsony nyomású csövet és az üzemanyagszűrőket, a lefolyócsonkot, a nagynyomású csöveket és a fúvókákat;
- ha elfordította a csavarokat, vegye le a hengerfedelet;
- miután elfordította a rögzítőanyákat, távolítsa el az üzemanyagszűrőt és a hengerfejet;
- cserélje ki a tömítést egy újra;
- tegye a hengerfejet és a szűrőt a helyére, és rögzítse anyákkal;
- csatlakoztassa az alacsony nyomású csöveket és szűrje le az alacsony nyomású csöveket és a lefolyócsonkot a fúvókákhoz;
- tegye a helyére a hengerfej fedelét és rögzítse csavarokkal;
- csatlakoztassa a vízellátó csövet a hengerfejhez;
- tegye a helyére a kipufogócsövet és rögzítse;
- tegye a helyére az indítómotor vízvezetékét;
- húzza meg a gallér rögzítésének csavarjait az összekötő tömlőken.
 A fej egyenletes nyomása érdekében a hengerblokkhoz a rögzítőcsavarok anyáit egy bizonyos sorrendben kell meghúzni nyomatékkulccsal (2.81. Ábra). A meghúzási nyomatéknak 150 ... 180 Nm-nek kell lennie.
A fej egyenletes nyomása érdekében a hengerblokkhoz a rögzítőcsavarok anyáit egy bizonyos sorrendben kell meghúzni nyomatékkulccsal (2.81. Ábra). A meghúzási nyomatéknak 150 ... 180 Nm-nek kell lennie.
Teljesítményesés, intenzív füst és gázok eljutása a légtelenítőn, nehéz indítás, az olajnyomás 0,15 MPa alá esése, kopogások megjelenése (feltehetően egy forgattyúmechanizmushoz társítva), valamint a motorolaj nagy kiégése esetén a dízelolajat szétszerelni és ellenőrizni kell ( beltérben).
A dízelmotor javítás céljából történő szétszerelésekor meg kell tisztítani a forgattyústengely összekötő rúdjának üregeit. Ehhez távolítsa el a horonycsapokat és csavarja le a csavardugókat.
Vizsgálja meg a szétszerelt dízelolajat, figyelembe véve, hogy milyen jeleket figyeltek meg a szétszerelés előtt. Tehát, ha egy dízelmotor sokat dohányzik, sok olajat fogyaszt, nem fejleszti ki a szükséges energiát, nehéz elindítani, mindenekelőtt ellenőriznie kell a dugattyúgyűrűk, dugattyúk és hengerek állapotát és kopásának mértékét.
A dugattyús kompressziós gyűrűket ki kell cserélni, ha a retesz a reteszben meghaladja az 5 mm-t, vagy ha a gyűrű és a horony közötti magasság meghaladja a 0,5 mm-t.
A dugattyúgyűrűk cseréje előtt a gyűrűk hornyait és a dugattyú olajleeresztő nyílásait alaposan megtisztítják a koromtól és dízelüzemanyaggal mossák.
Az új dugattyúgyűrű beszerelése előtt ellenőrizni kell a henger és a dugattyú helyzetét. A hengeren lévő gyűrű ellenőrzéséhez a belső részbe kell helyezni, és meg kell mérni a reteszben lévő rést. Ezután a gyűrűt egy dugattyú hajtja a henger aljára, hogy megbizonyosodjon a lehetséges gyártásának jellegéről. A dugattyú gyűrűjének ellenőrzésekor a horony mentén hengerelik, amelynek gyűrű vastagsága nagyobb, mint a dugattyúhorony mélysége. Ez alkalmatlannak tekinthető.
A retesz beállításához a gyűrűt óvatosan be kell csavarni egy csavarba (eltávolítható réz, ólom vagy alumínium szivacs segítségével, hogy ne zavarja meg annak helyes alakját), és óvatosan vágja le a felesleges fémet az egyik oldaláról egy személyes irattartóval. A magasság beállításához a gyűrűt egy egyenletes helyre szétszórt csiszolt törlőkendőre kell helyezni, és körkörös mozdulattal óvatosan, egyenletes kézzel nyomással, és az egyik oldaláról csiszolja. A gyűrűk megfelelő magasságbeállításának jele a lassú mozgás a barázdákban anélkül, hogy elakadnának saját súlyuk hatására, ha a dugattyút a súly tengelyirányban kézzel forgatja.
 Jobb, ha eltávolítja a régi és új dugattyúkat helyez egy speciális húzóval, ha nincs ilyen, akkor használjon több keskeny és vékony fémlemezt, amelyeket óvatosan helyezze be az egyes leszerelhető (feltehető) gyűrűk alá.
Jobb, ha eltávolítja a régi és új dugattyúkat helyez egy speciális húzóval, ha nincs ilyen, akkor használjon több keskeny és vékony fémlemezt, amelyeket óvatosan helyezze be az egyes leszerelhető (feltehető) gyűrűk alá.
A gyűrűk beszerelésekor a krómozott a második és harmadik kúpos („perc”) horony felső hornyába helyezkedik el a barázdákban egy jelöléssel a dugattyú alja felé. Az olajkaparó („kettős”) gyűrűt a dugattyúval úgy helyezzük el, hogy a horony felső részében egy gyűrű legyen leeresztő hornyokkal (hornyok lefelé), az alsó részben pedig a gyűrű leeresztő hornyok nélkül, egy téglalap alakú mélyedéssel lefelé.
A dugattyú hengerbe történő felszerelésekor a gyűrűzárakat egymáshoz képest 90 ° szögben kell elhelyezni, de úgy, hogy a gyűrűzárak ne legyenek az ujjnyílással szemben. A dugattyúkat ugyanabba a hengerbe helyezik, amelyben dolgoztak. A henger tükörét a dugattyú felszerelése előtt motorolajjal megkenjük.
A jellegzetes motorhangok, valamint a kenési rendszer üzemi nyomásának csökkenése tanúsítják a hajtókar-mechanizmus csapágyainak nagy kopását. A hajtórúd-csapágyak kopását a sütő ütések észlelik a dugattyú löketének alsó holtpontja szintjén; Az őshonos kopást a forgattyústengely körzetének alacsony hanghatású tiszta kopogtatások jellemzik.
Annak meghatározásakor, hogy szükség van-e a csapágyhéjak cseréjére az olajnyomás csökkenésével, ügyeljen arra, hogy a nyomásesésnek ne legyen más oka (nyomásmérő meghibásodás, eltömődött olajszivattyú-szűrő, leeresztő szelep hibás működése, motor túlmelegedése stb.). A hézagot először a hajtókar-csapágyakkal kell ellenőrizni, mivel ezek sokkal korábban elhasználódnak, mint a fő.
 érték sugárirányú hézag A tengely nyakának és a bélésnek a meghatározására ólomhuzal vagy kalibrált sárgaréz lemez segítségével lehet meghatározni, az egyik összekötő rúd ki van csavarva és az összekötő rúd csavarjainak csavarja meg van csavarva, és a fedelet az alsó béléssel távolítják el. A betéteket és a nyakot törölje szárazra. Két darab 70–80 mm hosszú és 1–1,5 mm vastag olajozott tiszta ólomhuzalt ferdén fektetnek a bélés belső felületére. Ezután az összekötő rúd fedelét óvatosan visszahelyezzük, az összekötő rúd csavarjait 70 - 80 N erővel meghúzzuk és a főtengely 360 ° -kal elforog. Ezt követően ellenőriznie kell, hogy a összekötő rúd csavarjai nem lazultak-e meg, távolítsa el a csapágyfedelet és távolítsa el a ráncolt huzal darabjait. Ha a tengely elfordítása után meglazulnak az összekötő rúd csavarjainak anyái, azokat meg kell húzni, forgassuk újra a tengelyt 360 ° -kal, és ellenőrizzék újra a csavarok szorosságát. A gyűrött huzal vastagságát megmérik, és ha ez meghaladja a sugárirányú bizonyos értéket, akkor az összekötő rudak teljes készletére (szükségszerűen mind a felső, mind az alsó részre) cserélni kell a betéteket.
érték sugárirányú hézag A tengely nyakának és a bélésnek a meghatározására ólomhuzal vagy kalibrált sárgaréz lemez segítségével lehet meghatározni, az egyik összekötő rúd ki van csavarva és az összekötő rúd csavarjainak csavarja meg van csavarva, és a fedelet az alsó béléssel távolítják el. A betéteket és a nyakot törölje szárazra. Két darab 70–80 mm hosszú és 1–1,5 mm vastag olajozott tiszta ólomhuzalt ferdén fektetnek a bélés belső felületére. Ezután az összekötő rúd fedelét óvatosan visszahelyezzük, az összekötő rúd csavarjait 70 - 80 N erővel meghúzzuk és a főtengely 360 ° -kal elforog. Ezt követően ellenőriznie kell, hogy a összekötő rúd csavarjai nem lazultak-e meg, távolítsa el a csapágyfedelet és távolítsa el a ráncolt huzal darabjait. Ha a tengely elfordítása után meglazulnak az összekötő rúd csavarjainak anyái, azokat meg kell húzni, forgassuk újra a tengelyt 360 ° -kal, és ellenőrizzék újra a csavarok szorosságát. A gyűrött huzal vastagságát megmérik, és ha ez meghaladja a sugárirányú bizonyos értéket, akkor az összekötő rudak teljes készletére (szükségszerűen mind a felső, mind az alsó részre) cserélni kell a betéteket.
A fő- és hajtókar-csapágyak összeszerelésekor szigorúan tilos:
- kaparja meg a betétek munkafelületét;
- rögzítse a fő csapágyfedőket, és tegyen tömítéseket a betétek kereszteződésébe, valamint a betétek és az ágyak között;
- szerelje le a csapágyhéjakat, és telepítse azokat egy másik tengelycsapra;
- helyezze át az alsó hajtórúd fejének kupakját vagy fordítsa meg;
- helyezze el az összekötő rudakat és csapokat meghosszabbított vagy szakadt menettel;
- állítsa be a csapágyak hézagját az összekötő rúdcsavarok és a főcsapágy csapok anyáinak hiányos meghúzásával;
- rögzítse a fő csapágycsavarok anyáit olyan lemezekkel, amelyek több mint kétszer voltak használatban.
A forgattyús mechanizmus összeszerelése előtt a forgattyúházban és a főtengelyben lévő összes olajvezető csatornát, valamint a hajtókar rúdjainak üregeit meg kell tisztítani, dízel üzemanyaggal mossuk és sűrített levegővel fújjuk. Az ágyakat és a betétek külső felületeit szárazra kell törölni, és a tengelycsonkot vékony motorolajjal meg kell zsírozni. A helyesen elhelyezett forgattyútengelynek szabadon forognia kell a meghúzott csapágyakban, anélkül, hogy a beragadás jele lenne, és az alsó összekötő rúdfejeknek a kéz erőfeszítésével a nyak mentén kell mozogniuk.
Repedések javítása a tömbben - forgattyúház és a hengerfej. A repedéseket a falvastagság 60 ° -ának és 2/3-os szögének mentén vágják le és végüket fúrják, a szomszédos felületet fémes csillogásig megtisztítják. A hegesztést fordított polaritású egyenárammal végzik a 034 ... 1 elektródok, helyi fűtés nélkül. Az elektróda átmérője 3 mm, az áramerősség 90 ... 120 A. A tömörség biztosítása érdekében ajánlott a hegesztést lágy forrasztással forrasztani vagy epoxi ragasztóval impregnálni. A javítás után a szivárgásvizsgálatokat 0,4 ... 0,5 MPa nyomáson végezzük 2 percig, 10 liter vizet, 1 liter vízben tartalmazó oldat felhasználásával, 15 g szóda hamu, 2 ... 3 g nátrium-nitrát és 0,1 ml oldattal. 0,3 g OP-7 emulgeálószert.
A hibát javításokkal is kiküszöbölheti. Ehhez epoxi-gyantán alapuló ragasztókészítményt használunk: 15 tömegrész dibutil-ftalát és 10 rész polietilén-poliamin 100 tömegrész ED-6 gyantára. További 50 rész grafit (vagy 150 rész öntöttvas por és 20 rész darált csillám). Felhordás előtt: a felületet ragasztjuk ugyanúgy, mint a helyreállítás előtt, újabb zsírtalanítással acetonnal vagy benzinnel hegesztve.
A megfelelő időzítés nyitja és bezárja a szelepeket, szigorúan a motor elfogadott időzítési diagramjának megfelelően. A gázelosztási fázisokat megsérti a fogaskerekek nem megfelelő beszerelése, vagy a billenőkarok és a szelepszárak közötti rések megváltozása esetén.
Az elosztó fogaskerekek fogait, a kenőrendszer szivattyúhajtásának fogaskerekein kívül, a jelöléseknek megfelelően kell beállítani: a főtengely hajtómű fogaskerekeinek a fogait, amelyeken a „c” jel van feltüntetve, a közbenső fogaskerék két fogja közé kell felszerelni, „c” jelöléssel. A fogaskerekek műszaki állapotát külső ellenőrzéssel és a hézag ellenőrzésével ellenőrzik, amelynek 0,2 ... 0,5 mm-nek kell lennie. Ha legalább egy fog hosszának több mint nyolcadával lebomlik, akkor váltásra van szükség. A fogaskerék bekapcsolódásának rését mérőpálcával vagy ólomlemez pumpálásával ellenőrzik: 0,5 ... 1,1 mm vastagságú lemezeket helyeznek a fogaskerék fogaira három azonos távolságban elhelyezkedő helyre, és - a fogaskerekek gördítésekor - gördítik őket; a gyűrött szakasz vastagsága határozza meg a rést; ha meghaladja az 1,1 mm-t, váltásra van szükség.
A szelepmechanizmus hőmérsékleti távolságának csökkentése a szelepek korábbi kinyitásához és későbbi bezárásához vezet. A rések hiánya a dízelmotor részleges dekompressziójához vezet, amelyet a szelepek kitöltése kísér.
A dízelüzem során a szelepülések és a szeleplapok munkafelületeinek kopása miatt a szelep és az ülés csatlakozójának tömítettsége romlik, néha ez kiküszöbölhető. fonaifektetésseiszelepek, amely így kerül végrehajtásra:
- távolítsa el a motor hengerfejét, tisztítsa meg az olaj- és szénlerakódásoktól. Annak érdekében, hogy az összeszerelés során biztosan telepítse a szelepeket a helyükre, címkéket helyeznek a tányérokra;
- távolítsa el a szelepeket a hengerfejről. Alaposan tisztítsa meg a szelepeket és az üléseiket a koromtól, öblítse le petrózollal és ellenőrizze. Ha a lemezeket és a szelepszárakat nem behajlik, és a szelephézagokon és üléseknél nincs kiégés, akkor a tömítettség csiszolással helyreállítható. Ezen hibák esetén a szelepeket cserélje ki újokra, és az üléseket meg kell földelni;
- tisztítsa meg a hengerfej bemeneti és kimeneti csatornáit, és öblítse ki dízelüzemanyaggal;
- vigyen fel egy vékony réteg GOI pasztát vagy köszörű kenőcsöt a szelephézagra, kenje meg a tengelyt motorolajjal és tegye vissza a szelepet a helyére;
- speciális szerszámmal vagy kézi fúróval és tapadókorongdal forgassa el a szelepet az óramutató járásával megegyező irányban 113 fordulattal, majd ellenkező irányba 114 fordulattal (enyhén nyomja meg a szeleplapot). Körkörös mozgással lehetetlen dörzsölni.
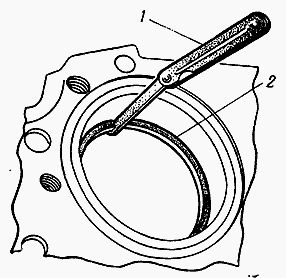
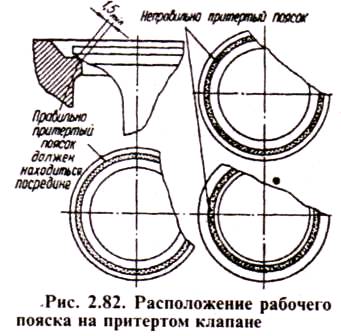
Rendszeresen emelje meg a szelepet, és új pasztarészeket vigyen be a letörésbe, és folytassa a lapolást, amíg a szelep és az ülés letörésein folyamatos, legalább 1,5 mm vastag matt öv jelenik meg (2.82. Ábra);
- fedés után öblítse át a szelepeket és az üléseket petróleummal, és törölje szárazra. Szereljen be a szelepeket rugókkal a helyén;
- ellenőrizze a szelep-ülés illesztését szivárgás szempontjából. Ehhez öntsön petróleumot a bemeneti és kimeneti csatornákba (felváltva), és tartsa ott két percig. A szivárgások hiánya az interfész megfelelő szűk ségét jelzi.
A dízelmotorból eltávolított fúvókákat petróleumban vagy dízelüzemanyagban mossuk, a befecskendezés nyomását KI-562 vagy KI-333Z eszközökkel ellenőrizzük, valamint az porlasztók tömítettségét és az üzemanyag porlasztásának minőségét.
A szétszerelés során a kupakokat lecsavarják, az állítócsavar rögzítőanyáját elengedik, az állítócsavart kicsavarják, meglazítják a rugót, ezután a permetező anyát megcsavarják és a permetezőt eltávolítják. Ezután merítse a dobozt és a permetezőgép tűjét 10 ... 15 percre petróleumba (nem szabad alulképpelni). A mosott alkatrészeket megvizsgálják és megmérik: megváltoznak azok a részek, amelyek repedésekkel, karcolásokkal, törésekkel és elszíneződési színekkel rendelkeznek, valamint a test és a tű precíziós felületén korrózió nyomai vannak.
A kokszolt fúvókafuratból, amelynek tűje vagy húrja átmérője 0,25..0,28 mm, távolítsa el a szénlerakódásokat, és fúróval vagy huzallal öblítse le, és tisztítsa meg a porlasztó üzemanyag-ellátó nyílásait. A korom- és kátránymaradványok maradékát kefével (sárgaréz) vagy kaparóval távolítják el.
A dízelolajjal nedvesített és a testétől a test egyharmadával meghosszabbított permetezőtűnek 45 ° -ra kell döntenie, és saját súlya alatt szabadon le kell engednie.
A fúvókákat úgy szereljük össze, hogy a permetezőgépek anyáit 70 ... 80 Nm nyomatékkal meghúzzuk, a befecskendezés kezdőnyomását szabályozzuk, a permetezőgép szorosságát és a permetezés minőségét ellenőrizzük (ha az eredmények nem kielégítőek, a permetezőt kicseréljük).
Telepítse a fúvókákat a dízelmotorra. Az indítás után meg kell győződnie arról, hogy nincs-e szivárgás a nagynyomású üzemanyagvezetékek rögzítési pontjain, ellenőrizze a fúvókák szorosságát a hengerfej ülésein (a gázszivárgás nem megengedett, sziszegéssel meghatározva).
Nagynyomású üzemanyagvezetékek javítás a leszállással vagy a csúcsok cseréjével (a tömítő kúp kopása miatt megsérülnek).
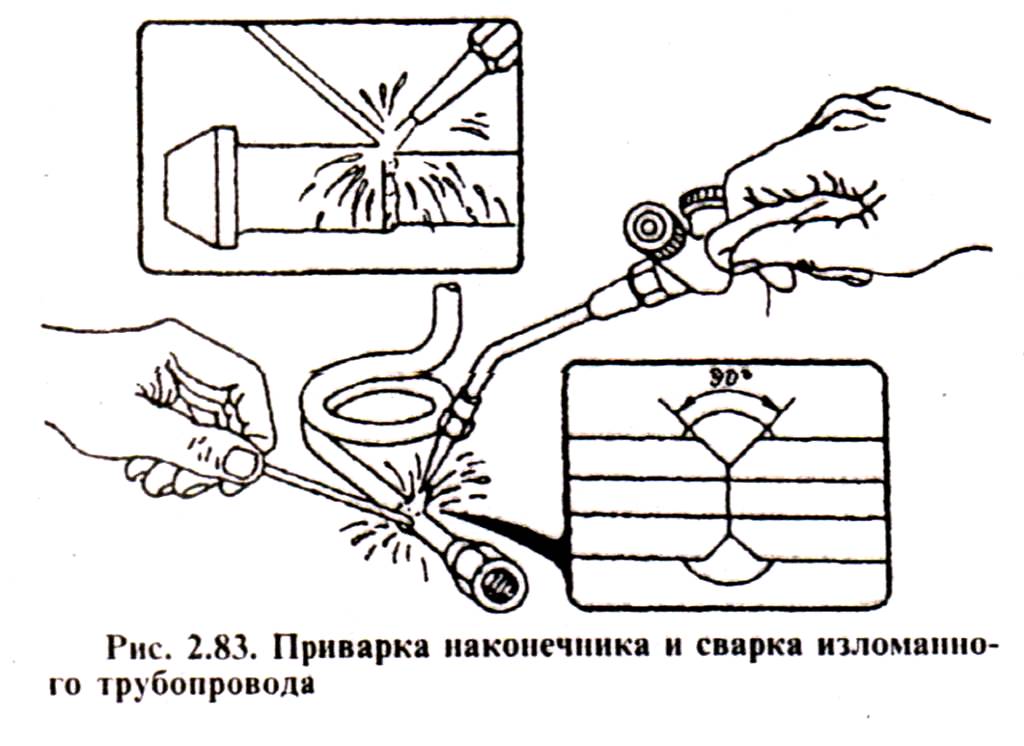
A kúphegy cseréjéhez a cső végét sérülésekkel vágják le, és a fúrókat eltávolítják. Ezután készítsen egy új csúcsot és hegessze az üzemanyagvezeték végére (2.83 ábra). A központi lyukat 2 mm átmérőjű fúróval fúrják ki 25 ... 30 mm mélységig.
A javított csővezetékeknek egy percig 30 MPa nyomáson kell elvégezniük a hidraulikus tesztet.
Gyakran előfordul, hogy a rögzítőcsavar menete megszakad, amikor a csavarozott anya ferdén van. Ennek elkerülése érdekében kézzel kell meghúzni az összekötő anyákat a szivattyú nyomáscsatlakozójára és a fúvóka fúvókájára, majd csavarkulccsal meghúzni. Amikor lecsatlakoztatja az üzemanyag vezetéket a fúvókáról, lazítsa meg az üzemanyag vezeték hollandi anyáját és a szivattyú nyomáscsatlakozóját. Az porlasztó anyák felületének zúzásakor a fúvókák szorosan bejutnak a fej lyukain. Ezért, mielőtt a fúvókát a dízelfejre szereli, tisztítsa meg a csatlakozás helyét, tegye a tömítést a permetező fúvókára, és nyomja rá az anyára. Ellenkező esetben a lyukhoz képest eltolódhat, amelybe a szórópisztoly belép, és összecsukódhat a felszerelés során. A csatlakozó "fúvóka-hengerfej" nyomásmentes lesz, vagy a szórópisztolyt ferdén telepítik, ami a túlmelegedéshez és elakadáshoz vezet.
üzemzavarok üzemanyag-szivattyú csökkentheti teljesítményét, és befolyásolhatja a dízelmotor indítását és működését.
Először is, az indulás nehéz, mert alacsony forgattyútengely-sebességnél a szivattyú kevesebb üzemanyagot szállít alacsonyabb nyomáson is. Fokozott terhelés és alacsony üzemanyagszivattyú esetén a dízelmotor működése megszakad. A szivattyú fő munkafelületeinek (dugattyú és henger) fokozott kopása esetén a vezetékben a nyomás csökken (0,1 MPa alatti nyomáson, a szivattyú további használata nem praktikus). Ilyen szivattyúkban szelepek, dugattyúk, dugattyús furatok, szelepülések és a nyomórúd és a hüvely közötti rés általában kopott.
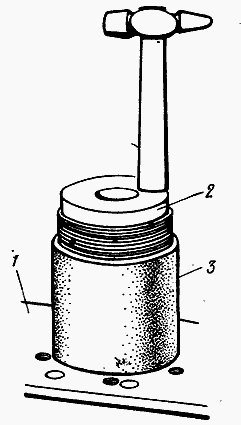
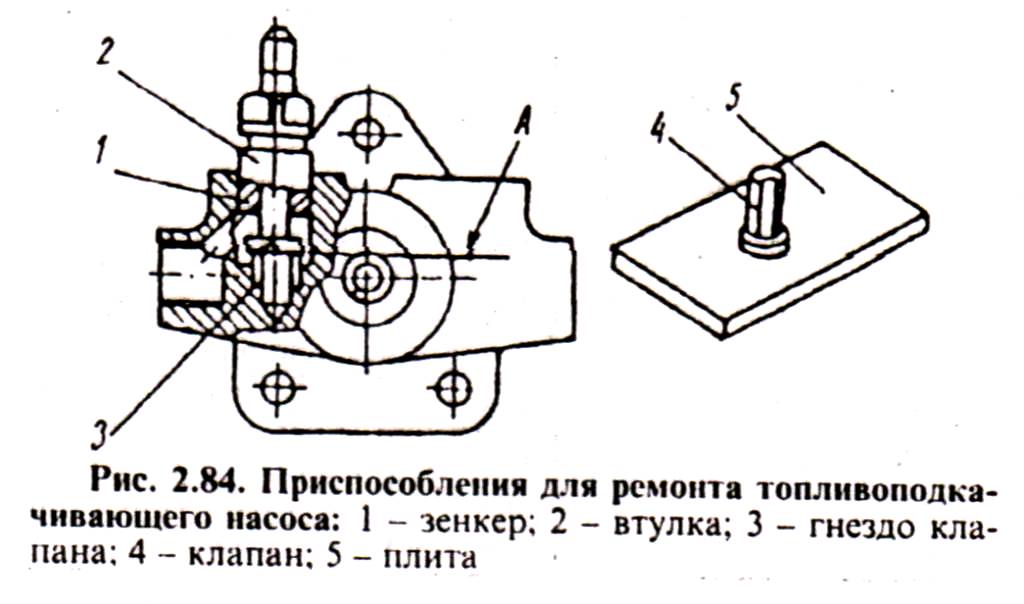
Az üzemanyag-feltöltő szivattyúk javítását speciális eszközökön végezzük. Az egyenetlenségek és a kopás jeleinek kiküszöbölése érdekében az A tömítőfelületet (2.84. Ábra) manuálisan kell megmunkálni 1 fúróval. Ehhez a szárot behelyezik a 2 vezetőpersely furatába, amelyet a süllyesztéssel együtt a szelepdugó helyére csavarnak. Ezután helyezze a fogantyúra egy négyzet alakú furatot, amely elforgatja a süllyesztőt. Ha az öv nem elég magas, új szelepülést préselnek a lyukba. A felszerelés előtt a fészek és a test párosító felületét epoxi ragasztóval vagy BF-2 ragasztóval bevonják.
A 4 szelep tömítő végének felületét (poliproprolaktámból) addig dörzsöljük, amíg a kopás jeleit az öntöttvas 5 lemezen levő paszta vagy a lemezen lévő finomszemcsés csiszolóhomok kiküszöböli.
A tolórudak és a hüvely közötti megnövelt rést helyreállítják, ha a hüvelyben lévő lyukakat meghosszabbítják a tolórudak megnövelt javítási mérete alatt.
A dugattyú kopott furatát javító méretig kezelik öntöttvas lepattintással. A dugattyút egy középső csiszológépen megőröljük, krómozzuk, újra megőröljük és a helyére őröljük.
A tolóelemek javítása a házban és a hengerben lévő lyukak kihelyezéséig, valamint megnövelt átmérőjű tengely előállításáig csökken.
A befecskendező szivattyú meghibásodásai a munkafolyamatban csak részben azonosíthatók, ezek többségét speciális eszközökkel (a műhelyben) lehet meghatározni.
A felső hűtőtömlő cseréje a következő sorrendben állítják elő:
- gyengítse az alsó hűtőtartók rögzítését (csavarja le az anyát 5 ... 10 fordulattal);
- húzza ki a striákat;
- lazítsa meg a tömlőbilincseket, és vegye le a tömlőt a hűtőcsőből és a termosztát házából;
- szereljen be egy új tömlőt, tegye rá a bilincseket anélkül, hogy meghúzta volna a szorítókat.
- csatlakoztassa a radiátor tartóit, majd húzza meg a tömlőbilincseket;
- húzza meg az alsó hűtőtámasz anyáit (meghibásodás nélkül), mert a lengéscsillapító rugók normál működéséhez a villák között résnek kell lennie.
Az indítómotor feje és a henger közötti tömítést a következő sorrendben cseréljük ki:
- a hűtőfolyadék ürítése a dízel hűtőrendszerből;
- válassza le a hűtőrendszer csövét a fejről;
- csavarja le a fejrögzítés anyáit, vegye le a fejet és a tömítést;
- tisztítsa meg a fej és a henger csatlakozó síkja a korom és a régi tömítés tapadó részeit; helyezzen be egy új tömítést, fejjel és húzza meg a rögzítőanyákat (átlósan, egyenletesen, több lépésben húzza meg, az anyák végső meghúzási ideje 62 ... 72 Nm);
- csatlakoztassa a hűtőrendszer csövét a fejhez, és töltse fel a rendszert folyadékkal.
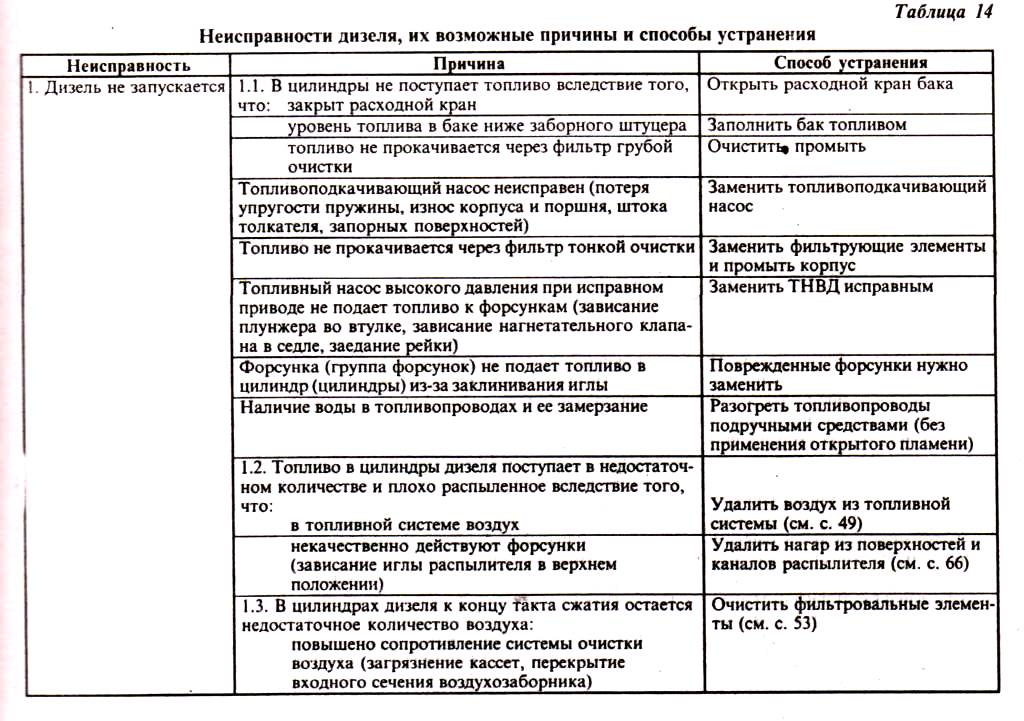
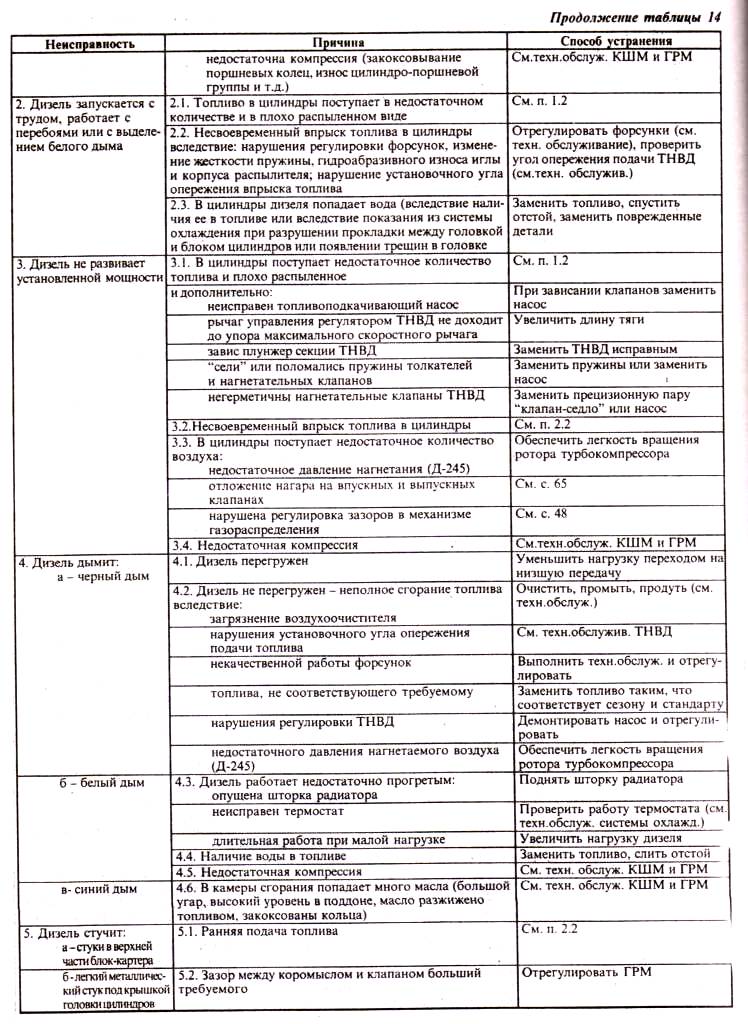
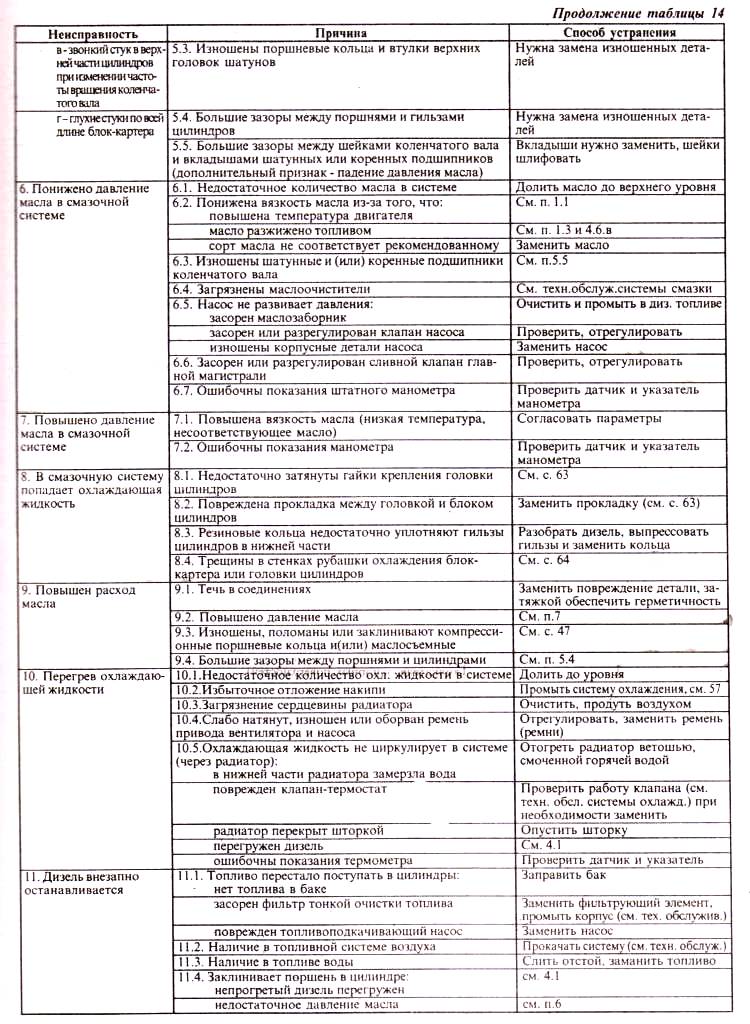
A fő dízelüzemzavarokat, azok lehetséges okait és megoldásait a táblázat foglalja össze. 14.
használható folyékony előmelegítő azzal jellemezve, hogy amikor áramot vezetnek a mágnesszelep kapcsaira, az érintkezők kattanása hallatszik, felmelegszik, a vezérlő spirál halványpiros színűvé válik, a ventilátor bekapcsolás után azonnal bekapcsol. Az elektromos zseblámpa és a folyékony melegítők lehetséges működési hibái és azok kiküszöbölésének módszerei a táblázatban találhatók. 15. és 16.

D-243 dízel hengerfej
Az MTZ-82/80 traktor D-243 motorjának hengerfeje öntöttvas, amelynek belső üregében szeleppel bezárt bemeneti és kimeneti csatornák vannak.
A hőelvezetés biztosítása érdekében a hengerfejnek belső üregei vannak, amelyekben a hűtőfolyadék kering. A hengerfej tetején vannak támaszok, egy billenőkar billenőkarokkal, egy fejfedél, egy szívócsatorna és egy kupak fedél, amely a szelepmechanizmust fedezi.
Az MTZ-82/80 motorblokk fejében, az üzemanyag-szivattyú oldalán négy fúvóka van felszerelve, és a generátor oldalán egy kipufogócsonk van rögzítve a fejhez.
A fej és a hengerblokk közötti csatlakozó tömítéséhez azbesztből vagy azbesztmentes ruhából készült tömítést kell felszerelni, perforált acéllemezrel megerősítve. A hengerbetétek és az olajcsatorna furatai acélhéjakkal vannak szegélyezve.
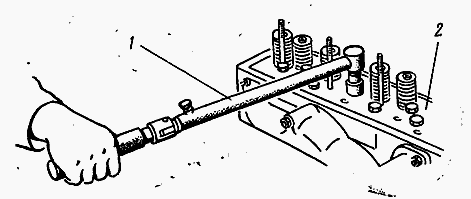
A D-243 motor hengerfejének csavarjainak szoros ellenőrzése
Ellenőrizze az MTZ-82/80 traktor D-243 belső égésű motorjának hengerfejének csavarjainak behúzását a bejáratás végén és 1000 órás fűtött dízelmotorral történő üzemeltetés után a következő sorrendben:
Távolítsa el a kupakot és a hengerfej fedelét;
Távolítsa el a billenőkar tengelyét a lengőkarokkal és rugókkal;
Nyomatékkulccsal ellenőrizze a hengerfej összes rögzítőcsavarjának meghúzását a 19. ábrán látható sorrendben, és húzza meg, ha szükséges. Meghúzási nyomaték -200 ± 10 Nm.
Miután ellenőrizte a hengerfejet a motorhoz rögzítő csavarok szorosságát, telepítse újra a lengőkar tengelyét és állítsa be a hézagot a szelepek és a lengőkarok között.
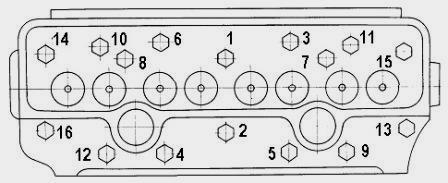
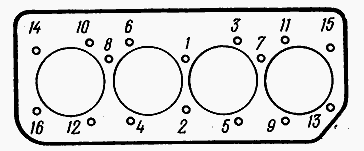
A D-243 dízelmotor hengerfejének meghúzási csavarjainak sorrendje
A D-243 dízelmotor hengerblokkja
A hengerblokk a dízelmotor fő karosszériája és kemény öntöttvas öntvény. A blokk függőleges furatainak négy speciális öntöttvasból készült eltávolítható hüvelye van felszerelve.
A bélést az MTZ-82/80 motor hengerblokkjába két központosító övvel szerelik be: a felső és az alsó. A felső zónában a bélést gallérral rögzítjük, alsó - két gumi gyűrűvel lezárjuk, amelyek a hengerblokk hornyaiban vannak elhelyezve.
A betéteket belső átmérőjük szerint három méretcsoportba soroljuk: nagy (B), közepes (C) és kicsi (M). A csoport megjelölését a hüvely bemeneti kúpjára helyezzük.
Be kell szerelni a D-243 motorblokk hüvelyeit egy dimenziós csoportba. A hűtőfolyadék kering a hengerblokk falai és a betétek között.A hengerblokk végfalának és keresztirányú válaszfalainak daganata van, amelyek a főtengely csapágyait képezik.
Ezen az árapályon fedők vannak felszerelve. Az árapályok és a takarók együtt ágyakat képeznek a fő csapágyakhoz. A főcsapágyhéjú ágyak egy egységet tartalmaznak, a főcsapágyfedelekkel. Borítók cseréje nem engedélyezett.
A D-243 hengerblokknak hosszanti csatornája van, ahonnan az olaj a keresztirányú csatornákon keresztül áramlik a főtengely fő csapágyaihoz és a vezérműtengely csapágyaihoz.
A hengerblokk külső felületein vannak megmunkált párosító felületek centrifugális olajszűrő, vízszivattyú, szűrők az üzemanyag durva és finom tisztításához, valamint egy olaj töltőnyak.
A D-243 dízelmotor időzítési időzítési mechanizmusa
Az MTZ-82/80 traktor D-243 motorjának gázelosztó mechanizmusa vezérműtengely, szívó- és kipufogószelepek, valamint felszerelésük és meghajtásuk részei: tolórudak, rudak, billenőkarok, anyákkal beállító csavarok, krakkolólapok, rugók, rugók és tengelyek rocker kar.
A vezérműtengely egy hárompontos, a főtengelyről az elosztóberendezésen keresztül hajtott. A vezérműtengely-csapágyak három persely, amelyek a tömb furataiba vannak nyomva. Az alumíniumötvözet elülső agyának (a ventilátor oldalán) van egy tolókar-gallérja, amely megakadályozza a vezérműtengely tengelyirányú mozgását, a többi perselyek öntöttvasból vannak.
A D-243 motor tolószerei acélból készülnek. A tolólemez munkafelületét fehérített öntöttvassal olvasztják el, és gömbfelületének nagy sugara (750 mm) van. Annak a ténynek köszönhetően, hogy a vezérműtengely bütykéi egy kis kúpmal vannak elkészítve, a tolók működés közben forognak.
A tolórudak acélrúdból készülnek. A gömb alakú rész, amely belép a nyomórúdba, és a rúd csésze megkeményedett. Az MTZ-82/80 motor billenőkarjai acélból állnak, négy tengelyre lengve.
Extrém állványok - fokozott merevség. A billenőkar tengelye üreges, nyolc sugárirányú nyílással rendelkezik a billenőkar kenéséhez. A billenőkar tengely mentén történő mozgását távtartó rugók korlátozzák.
A D-243 belső égésű motor bemeneti és kimeneti szelepei hőálló acélból készülnek. A hengerfejbe benyomott vezetőperselyekben mozognak. Mindegyik D-243 szelep két rugó hatására bezáródik: külső és belső, amelyek a szelepen egy tányéron és krakkolókon keresztül hatnak.
A szelepvezető perselyekre felszerelt tömítőbilincsek megakadályozzák az olaj bejutását a dízel hengerekbe és a kipufogócsonkba a szelepszárak és a vezetőperselyek közötti résekben.
A D-243 dízelmotor szelepei és billenőkarjai közötti hézag ellenőrzése
Ellenőrizze a hézagokat a motor szelepei és billenőkarjai között, és ha szükséges, állítsa be 500 üzemóránként, valamint a hengerfej eltávolítása után, a hengerfejet rögzítő csavarok meghúzása után, és amikor egy szelep kopog.
A fűtött dízelmotor ellenőrzésekor a szelepkar és a szelepszár vége közötti távolságnak (a víz és az olaj hőmérséklete nem haladhatja meg a 60 ° C-ot) legyen:
A D-243 motorhoz és annak módosításaihoz:
Bemeneti és kimeneti szelepek - 0,25 mm (+0,10 -0,05)
A fűtött dízelmotor szelepszárja vége és a billenőkar közötti rés beállításánál telepítse: bemeneti és kimeneti szelepeket - 0,25 mm (-0,05)
Állítsa be a D-243 motor szelepeit a következő sorrendben:
Távolítsa el a hengerfej fedelének kupakját és ellenőrizze a lengőkar tengelyének rugóstagjait;
- Forgassa el az MTZ-82/80 motor főtengelyét mindaddig, amíg a szelepek nem fedik át az első hengert (az első henger bemeneti szelepe nyitni kezd, és a kipufogószelep bezáródik), és állítsa be a hézagokat a negyedik, hatodik, hetedik és nyolcadik szelepben (a ventilátortól számítva), majd fordítsa el forgassa a főtengelyt egy fordulattal az átfedés beállításával a negyedik hengerben, és állítsa be az első, a második, a harmadik és az ötödik szelep távolságát.
A hézag beállításához lazítsa meg a csavar ellenanyát az állítható szelep gerendáján, és a csavart elforgatva állítsa be a szükséges távolságot a szonda a billenőkar és a szelepszár vége között. A hézag beállítása után húzza meg a rögzítőanyát.
A szelepek hézagjának beállítása után helyezze a helyére a hengerfej fedelét.
_______________________________________________________________________________________________
_______________________________________________________________________________________________
- Hiba az MTZ-82 hidraulikus rendszer felszerelésében
_______________________________________________________________________________________________



