Motora vītņoto savienojumu pievilkšanas griezes momenti d 240
D-240 cilindru bloks un galva
Traktora MTZ-80, MTZ-82 motora D-240 cilindra galva ir ar čugunu veidota liešana. Ieplūdes un izplūdes kolektori ir piestiprināti galvas pusē. Starp galvu un kolektoru ir blīves, kas izgatavotas no azbesta auduma.
Iekšdedzes dzinēja D-240 cilindra galvā ir ievietotas astoņas vadošās bukses, kurās ievietoti ieplūdes un izplūdes vārsti. Galvas apakšā ir vārstu plākšņu spraugas.
Lai uzlabotu sprauslu dzesēšanu, tās ievieto misiņa kausos. Zem glāžu dibena ir uzstādīti blīvēšanas paplāksnes. Brilles tiek piespiestas paplāksnēm ar galvā ieskrūvētiem uzgriežņiem.
D-240 dzinēja savienojošie stieņi ir tērauda, \u200b\u200bapzīmogoti. Galvas augšdaļā tiek iespiesta bimetāla piedurkne (tērauds ar bronzas slāni). Lai ieeļļotu virzuļa tapu savienojošā stieņa un uzmavas augšējā galvā, ir izveidots caurums.
Pēc iekšējā diametra bukses sadala divās izmēru grupās: ar lielu diametru tās tiek marķētas ar melnu krāsu, ar mazākām - dzeltenas. Savienotājstieņa apakšējā galva ir noņemama. Savienotājs ir izgatavots slīpi, lai uzstādīšanas laikā nodrošinātu apakšējās daļas cauri piedurknei. Pārsegs ir piestiprināts pie savienojošā stieņa ar divām nerūsējošā tērauda skrūvēm, kas aizslēgtas ar bloķēšanas plāksni.
Galvenie traktora MTZ-80, MTZ-82 dzinēja D-240 cilindru galvas defekti ir: savienotāja plaknes kropļošana, virzošo ieliktņu iekšējo virsmu nodilums, vārstu atloki un vārstu sēdekļi; plaisu klātbūtne viņu džemperos; sēdekļu izdegšana zem sprauslu vai tās stikla blīvējuma.
Veicot traktora MTZ-80, MTZ-82 cilindru galvas tehnisko pārbaudi, izmantojiet tabulu. Vārstu noslīkšanu galvas sēdekļos, nenoņemot to no cilindra bloka, var noteikt pēc iesūkšanas vārsta stieņu izvirzījuma attiecībā pret cilindra galvas virsmu.
Lai to izdarītu, pārmaiņus uzstādiet virzuļus iekšā. MT uz saspiešanas gājiena un izmēra attālumu no vārsta kāta gala līdz bloka galvai. Ja vārsta kāta izvirzījums pārsniedz skaitļus, tas norāda vārstu plākšņu un to sēdekļu maksimālo nodilumu.
Tajā pašā laikā var noteikt sadales vārpstas izciļņu nodiluma pakāpi. Lai to izdarītu, ritiniet dīzeļdzinēja kloķvārpstu, līdz vārsts pilnībā atveras (ar auksto dīzeļdzinēja termisko klīrensu) un izmēra attālumu no stieņa līdz cilindra galvai.
Katra vārsta kustības lielumu nosaka attālumu starpība, ko mēra ar slēgtiem un pilnībā atvērtiem vārstiem. Ja vārsta pārvietojums pārsniedz pieļaujamās vērtības, dīzeļa sadales vārpsta tiek nomainīta.
Pēc šiem mērījumiem cilindra galvu noņem no D-240 dīzeļdzinēja un pakļauj turpmākai pārbaudei. Izmēriet cilindra galvas savienotāja plakni ar zondi un taisnu malu.
Iemērcot pieņemamāku izmēru vārstu plāksnes, galva tiek nomainīta. Ja šie izmēri nepārsniedz pieļaujamo, tad tie izjauc D-240 motora cilindra galvu un veic remontu. Gaisa ieplūdes un izplūdes produktiem ir nepieciešams noteiktā kloķvārpstas griešanās leņķī savienot cilindrus ar ieplūdes un izplūdes kolektoriem. To nodrošina augšējā vārsta laika noteikšanas mehānisms.
Gāzes sadales mehānisms (GRM) ICE D-240
Traktora motora MTZ-80, MTZ-82 darbības laikā kloķvārpsta pagriež sadales vārpstu, kurai ir izciļņi 13. Izmantojot 1., 2. un 14. pārnesumu (1. att.). Pareizā laikā izciļņš nonāk pie izciļņa sekotāja 12, paceļ to, stieni 11 un īsu. šūpuļzirgs 7. Šajā gadījumā šūpuļzirgs griežas ap asi 8 un ar garu plecu nospiež uz vārsta kāta 3, papildus saspiežot atsperi 5 un atverot vārstu.
Vārsts tiek aizvērts, darbojoties ar to pašu atsperi. Katrā cilindrā ir divi vārsti - ieeja un izeja. Vārsta vienmērīgu pacelšanu un nolaišanu, kā arī tā atvēršanas ilgumu nodrošina noteikts izciļņa profils.

Att. 1. Dzinēja D-240 vārsta laika diagramma
1 - kloķvārpstas reduktors; 2 starpposma pārnesums; 3 - vārsts; 4 - virzošā uzmava; 5 - atspere: 6 - vilces plāksne; 7 rokeris; 8 - šūpuļa ass; 9 - bloķēšanas uzgrieznis; 10 - regulēšanas skrūve; 11 stienis; 12 - stūmējs: 13 - sadales vārpstas izciļnis; 14 - sadales vārpstas pārnesums
D-240 motora vārsta atvēršanas nepieciešamā secība tiek panākta ar atbilstošu izciļņu izvietojumu uz vārpstas. Tā kā četrtaktu motora darba cikls notiek divos kloķvārpstas apgriezienos un ieplūdes un izplūdes vārstiem šajā laikā vajadzētu atvērties tikai vienreiz, sadales vārpsta griežas divreiz lēnāk nekā kloķvārpsta. Tas tiek panākts, uzstādot uz sadales vārpstas piedziņas pārnesumu 14, kam ir divreiz vairāk zobu nekā kloķvārpstas pārnesumam.
D-240 vārstam vajadzētu būt atvērtam noteiktā cilindra virzuļa pozīcijā. Gāzes sadales un kloķa mehānismu konsekvence tiek nodrošināta, savienojot sadales zobratu atbilstoši speciāli uzliktām atzīmēm. Motora darbības laikā mehānisma daļas sakarst un izplešas.
Lai netiktu pārkāpta vārsta stingrā ietilpība sēdeklī, ar vārstu 10 ar vārstu 10 un vārsta sviru tiek uzstādīts termiskais klīrenss (dažādiem motoriem tas ir 0,3–0,5 mm diapazonā). Neliela atstarpe un līdz ar to vārsta vaļīgais novietojums sēdeklī noved pie karstu gāzu izlaušanās caur vārsta plaisām un pārkaršanu (tā ir iespējama vārsta plāksnes saritināšanās un tās atgriezumu sadedzināšana).
Palielinoties spraugai, ir skaļi sitieni, kas ir labi dzirdami, kad darbojas motors. Turklāt laiks tiek saīsināts un vārstu atvēršana tiek samazināta, kā rezultātā tiek pasliktināta balonu tīrīšana no sadegšanas produktiem un samazināta to piepildīšana ar svaigu lādiņu.
Lai pagarinātu vārsta atvēršanas laiku un uzlabotu cilindra piepildīšanu un tīrīšanu, vārsti tiek atvērti ar noteiktu virzienu (pirms virzulis ierodas bw) un aizveras ar kavēšanos (pēc tam, kad virzulis iet garām bm), pēc tam vārsta atvēršanas ilgums ir vairāk nekā 180 ° kloķvārpstas griešanās.
D-240 dīzeļdegvielas cilindru galvas daļu pamata izmēri un pielāgojamie parametri, kā arī laiks
Vārsta kāta izvirzījums, mm (normāls / pieļaujams) - 56,0 - 57,2
Vārsta kustība, mm (parasts / pieļaujams) - 10,2 - 9,0
Cilindra galvas savienotāja plaknes deformācija, mm - 0,15
Iegremdēšanas vārsta disks, mm (parasts / pieļaujams) - 0,4-0,7
Pieļaujamais vārsta apvalka diametrs, mm - 11,10
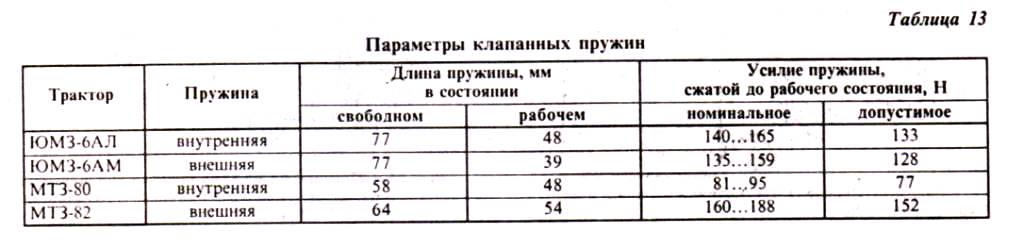
Pieļaujamā ārējā vārsta atsperu saspiešana līdz darba augstumam, N - 148
Atsperes darba augstums, mm - 54,0
Iekšējā vārsta atsperu saspiešana līdz darba augstumam, N - 74
Darba augstums, mm - 48,5
Pieļaujamais vārsta kāta diametrs, mm - 10,85
Šūpuļa rokas iekšējais diametrs, mm - 19.02–19.05
Šūpuļa ass diametrs, mm - 18,98 -19,00
D-240 dzinēja vārstu un vārstu atsperu krekeri tiek noņemti ar īpašu ierīci. Ja vārsta ligzdā ir plaisas, galva tiek atgriezta remontam. Noņemtie vārsti tiek marķēti, un pēc tam tiek izmērīts stieņa diametrs un pārbaudīts slīpuma izteka un stieņa liekums. Vārsta nobīdes un stieņa saliekuma attiecība pret vārsta asi nedrīkst pārsniegt 0,03 mm.
Ja uz vārstu čaulas ir izdegšanas pēdas, izlietnes, plāksnes slīpuma darba virsmu apstrādā ar īpašām slīpēšanas mašīnām. D-240 dīzeļdzinēju ieplūdes vārsta darba virsma ir sasmalcināta 45 ° leņķī. Pēc nodiluma pēdu noņemšanas vārsta diska cilindriskās daļas platumam jābūt vismaz 0,5 mm. D-240 iekšdedzes dzinēja vārsta virzošā vārsta uzmava tiek nomainīta, kad ir nodilis vārsta kāta iekšējais caurums vai ir novājināta piemērotība cilindra galvā.
Pavājinot uzmavas piemērotību galvai no rezerves daļām, izvēlieties uzmavu ar vislielāko ārējā diametra novirzi, eļļojiet to ar epoksīda līmi bez pildvielas un nospiediet to galvā. Pēc vadotņu ieliktņu uzstādīšanas vārsta sēdekli apstrādā ar planētas slīpēšanas ierīci.
Risku, izlietņu un apdegumu pēdu gadījumā uz darba fāzes, vārstu sēdekļi sākotnēji tiek slīpēti ar švīku, lai noņemtu jebkādas nodiluma pazīmes un izmērītu vārstu skalošanas pakāpi ar jauno vārstu. Ja tas ir pieļaujamās robežās, turpiniet vārsta ligzdas apstrādi. Vārsta sēdekļa darba cilindra apakšējā (ārējā) mala tiek apstrādāta ar slīpripu ar konusa leņķi 150, un augšējā (iekšējā) mala ir 60 °.
Iekšdedzes dzinēja D-240 ieplūdes vārstu kontaktligzdas darba šķautnei jābūt 2,0 ... 2,5 mm un izplūdes gāzēm - 1,5 ... 2,0 mm.
Pēc apstrādes vārstu plāksnes un to sēdekļi tos savstarpēji noslauka. Ja visi vārsti un to sēdekļi tiek salaboti, tad tie sasmalcina mašīnu. Remontējot vienu vai divus vārstus, tos berzē ar pneimatisko ierīci, izmantojot pastu no mikropulvera maisījuma ar rūpniecisko vai motoreļļu.
Slīpēšanas laikā, D-240 dīzeļdzinēja vārsta griešanās laikā, tas periodiski tiek pacelts. Laiku pa laikam pārbaudiet vārsta un kontaktligzdas slīpēšanas šķautņu stāvokli. Darba fāzes necaurspīdīgās sloksnes augšējai malai jāatrodas vismaz 0,5 mm attālumā no vārsta diska cilindriskās jostas.
Ja matētā sloksne ir ievērojami zemāka vai augstāka par jostu, tad vārsta sēdekli atkal apstrādā ar slīpripām ar konusa leņķi 60 vai 150 °, un vārstu un kontaktligzdu atkal berzē.
Pirms vārstu D-240 montāžas pārbaudiet ierīces vārstu atsperes elastību. Ja parametri ir ārpus pieļaujamajām robežām, atsperes tiek aizstātas.
Dažos gadījumos, lai kompensētu atsperes garumu un saspiešanas spēku, zem tām tiek uzstādītas speciālas paplāksnes, kuru biezumu var noteikt pēc ieplūdes vārsta formulas A \u003d B - 1,3 mm, izplūdes vārsta A \u003d B - 1,8 mm, kur B ir faktiskais vārsta noslīdēšanas vērtība, kas izmērīta pēc vārsta ligzdas remonta. Pēc vārstu salikšanas izvirzītajiem krekeriem virs atsperes plāksnes plaknes jābūt ne vairāk kā 0,5 mm, slīkstošam - 1,3 mm.
Lai kontrolētu motora vārstu hermētiskumu, cilindra galvas ieplūdes un izplūdes kanālus piepilda ar petroleju. Tam nevajadzētu izplūst 1,5 minūtes. Pirms šūpuļzirga montāžas ass uzstādīšanas pārbaudiet katras šūpuļa sviras tehnisko stāvokli.
Ja šūpuļzirņu padziļinājumos streikotājiem ir vairāk nekā 0,3 mm, to virsmu slīpē, līdz tiek noņemtas nodiluma pēdas. Ar šūpuļzirdzi saistītās rokas darba virsmas, kas nav paralēla, jābūt ne vairāk kā 0,05 mm. Ja nepieciešams, pārbaudiet šūpuļzirņu caurumu iekšējo diametru. Pieļaujamā atstarpe starp piedurkni un šūpuļa asi nav lielāka par 0,15 mm.
_______________________________________________________________________________________________
_______________________________________________________________________________________________
›Balona galvas d240.ch3 remontsTurpināja labot cilindra galvu.
Viņš piestiprināja galvu pie statīva, tāpēc strādāt ir ērtāk.
Es pārbaudīju lidmašīnu ar taisnstūri. Tam nav nepieciešama pulēšana.
Autopsija parādīja sekojošo. Vārstu vadotnes - milzīgs pretstats. Nav vārstu blīvējumu, un tos neparedz konstrukcija. Nolaišanās ceļvežos zem vāciņiem nav. Vārstu vietas tiek nogalinātas. Tiek nogalināti arī paši vārsti. Vārsta plāksne ir ļoti nodilusi. Stienim pašam ir liela jauda.
Vārsti ir stipri saguruši - nodilumam ir kritiska nozīme. Uz d240 vārsta sēdekļi nemainās. Uz d245 vārsta sēdekļi ir savstarpēji maināmi.
Es neuztraucos ar jaunu seglu ievietošanu, mana kvalifikācija “Bosco-maker” pagaidām nav tik augsta. Kādam dot? Ilgi un dārgi. Nesaprotu, kā viņi to darīs.
Viņš nolēma nomainīt vārstu vadotnes, pašus vārstus, vārstu atsperes, uzlikt eļļas skrāpju vāciņus un atjaunot sēdekļu ģeometriju.
Eļļas ieplūdes iemesls kļuva skaidrs, kā redzams no ieplūdes vārstu stāvokļa. Viņi visi ir eļļā.
Uz salauztajiem vārstu vadotnēm eļļa brauca kā sūknis. Interesanti, ka motors tika izgatavots salīdzinoši nesen. Remonts sastāvēja no starpliku, virzuļu starpliku nomaiņas. Un tas arī viss. Nomainot savienojošos stieņus, tie netika izlikti, kas darbības laikā radīja savvaļas vibrāciju (nelīdzsvarotība 210 grami). Nogalinātais Bosko - slikta kompresija un eļļas uzņemšana. Tik daudz par remontu. Un netika iztērēta nedaudz naudas. Kāds no ogļračiem sacīja, ka 70 procenti dzinēja darbības traucējumu ir miruši. Tas ir veselais saprāts. Remonta jēga 0.
Dodoties darbā, es nolēmu iet vismazākās pretestības ceļu. Neuztraucieties tur, kur jūs varat iztikt bez tā. Sāciet, nospiežot vadotnes. Sena, salauzta un cieši skāba. Viņš zemē vienkāršāko perforatoru.
Nevienam no viņiem tas neizdevās. Puksti uzliesmo un norauj bukses galu. Es apgrūtināju opcijas radzi par 10. Vienā priekšnieka pusē, otrā - uzgrieznī, lai radītu piepūli. Tāds mikro noņēmējs. Viņš saplēsa matadatu uz pusēm. Ne no vietas. Izgatavots pastiprināts matadata. Saplēsts pavediens. Ne no vietas. Es to nevarēju pēkšņi uztvert.
Man bija jāizgatavo novilkšanas preses rīks. Tāpat kā videoklipā no Jevgeņija Travņikova vietnē YouTube.
Es lejupielādēju viena biedra zīmējumus forumā 2. disks. Es ievietošu Niku, ja es to atradīšu. (To atrada, meklējot vietnē Yandex). Viņš zīmējumus publiskoja. Par ko liels paldies viņam. Pavadījis laika vakaru. Un ne velti. Grūti, bet nost. Pirmie klikšķi, pēc tam iet. Es sapratu, ka, izmantojot perforatoru, lai noņemtu vadotnes, ir slikti. Beigas vienalga sabojājas. Tas kļūst biezāks nekā virzošais korpuss. Un šis sabiezējums sabojā piezemēšanos. Nākamā sēdēt vairs nav tā.
Es nopirku jaunu ceļvežu komplektu.
Pārdevējs ieteica ievietot KAMAZ vārsta kāta blīves. Mīkstāka gumija un atsperes. Pārveidotas iegādātas rokasgrāmatas mašīnā. Viņš nedaudz piezemējās un izveidoja sānu pie izejas, lai vāciņi nenokristu.
Nospiests izvilcējs. Ir ļoti ērti kontrolēt attālumu. Vītnes solis 22x1,5. Katrs apgrieziens ir 1,5 mm. Jūs veicat starpposma mērījumu un griezt ātrumu līdz vajadzīgajam garumam.
Ar atsperēm nelika. Veikals atnesa tādu junk, ka nolēmu pamest vecos. Izmantojot pašdarinātu ierīci, vienkārši pārbaudiet to stingrību. Ja viņi ir uzņemšanā - es likšu.
Viņš ar mikrometru pārbaudīja jauno vārstu izmērus.
Lai pielāgotu vadotnes, nopirka regulējamu slaucīšanu.
Tas iespīlē krāna turētājā. Izmēri tiek iestatīti, pārvietojot konusa ieliktņus gar vītņoto stieni. Vienkārša konstrukcija. Simtiem nozvejas. Vispirms mēģināju izmantot zema ātruma urbjmašīnu. Lai paātrinātu procesu. Es gandrīz pārtraucu skenēšanu. Man vajadzēja pildspalvas. Es pamanīju, ka spolītes uz spuldzes ir jāpievelk stingrāk. Tātad nav iekost.
Konfigurēts vārsts uz "zemāku". Pie nominālā klīrensa ieeļļots vārsts
vajadzētu gludi krist zem sava svara. Nav ideāls, bet tas izdevās. Divi vārsti iet nedaudz ātrāk nekā pārējie. Nofotografēju video.
Es pamanīju, ka skenējot ir nepieciešams biežāk izpūst čuguna putekļus.
Lai atjaunotu nosēšanās zem vārstu plāksnēm, man bija jāiegādājas konusu komplekts. (Es būtībā negribēju to atdot kādam, kas to izdarītu.) Man izdevās uzzināt, ka tirgū ir trīs veidu konusi. Nekad dārga kvalitāte ar stacionāro pilotu. 22 tr Dārgi Ukrainas vai Baltkrievijas kolēģis. 8t.r. Man tas ir dārgi.
SAI firmas produkta (īpašu automašīnu instrumentu, piemēram, Rostovas uzņēmuma) cena 2,8t.r. Es paņēmu tādu komplektu.
Un pēc kāda laika es sapratu, ka esmu divreiz kļūdījies. Uz kastes bija rakstīts "MTZ motoru remontam, Gobijs". Pārdevējs apgalvoja, ka tas ir piemērots manam dzinējam. Es meloju. Tas ir paredzēts d245. Izrādās, ka viņiem ir dažādi vārstu sēdekļi. Dažādi leņķi. Komplekts nomainīts, zaudēts laiks. Iegādāja jaunu komplektu. Nevēlama kvalitāte.
Kūns piezemējas uz pilota.
Lējumi ir rupji. Vairāki karbīdi
pielodēts salauzts.
Atkal aizvietoja. Viņš bija dusmīgs. Pārsteigti pārdevēji. Viņi zina, ka viņi pārdeva zemas kvalitātes preces, un viņiem tas vienalga. Kāds ņem to.
Tomēr viņš sāka dislocēt. Galvenais leņķis ir 45 grādi, tad divi papildu slīpumi ir 30 un 60 grādi. Josta vārsta fāzes centrā.
Atloķēšanai, kas pielāgots. Vecs rotors, leņķa eņģe no galvu komplekta, atspere. Es vietnē YouTube noskatījos Vasilija Harčishina idejas “Avtoznakhar” ideju.
Berzē 2 posmos. Pirmo reizi pirms slīpēšanas pastas skaņas maiņas. Un otrais pilnīgi. Es sapratu, ka jums nav daudz jāpiespiež. No sasmalcināšanas zonas izspiež pastu.
Pārbaudes - petroleja notiek pirmo reizi.
Pārbaudīja atsperes. Noderīgas bija pankūkas no saliekamām hanteles.
__________________
Sīkāka informācija par MTZ-80 traktora cilindru-virzuļu grupu D-240 tiek aizstāta ar palielinātu kartera eļļas patēriņu vai palielinātu gāzes iespiešanos dīzeļa karterī, ko mēra ar diagnostikas instrumentiem. Ja diagnostikas parametri ir sasnieguši pieļaujamo vērtību, dīzeļdzinējs tiek demontēts.
Lai veiktu detaļu tehnisko pārbaudi, cilindra galvu un eļļas tvertni noņem. Ja pēc galvas noņemšanas uz bloka virsmas tiek konstatētas plaisas, tad turpmāku demontāžu pārtrauc, dīzeļdzinēju noņem no traktora un nosūta remontam.
Ja nav acīmredzamu defektu, eļļas sūknis, cauruļvadi un savienojošo stieņu gultņu vāciņi tiek demontēti, virzuļi, kas samontēti ar savienojošajiem stieņiem, no cilindru starplikām tiek noņemti.
Starp traktora MTZ-80 cilindru-virzuļu grupas D-240 detaļām visizturīgākie ir virzuļa gredzeni, virzulis, augšējā savienojošā stieņa galvas uzmava, savienojošā stieņa gultņu starplikas, cilindru starplikas (2.1.29. Attēls, 2.1.30. Attēls).
Oderējuma diametru mēra (2.1.31. Att.) Oderes augšējās jostas vislielākā nodiluma vietā vispirms plaknē, kas ir paralēla kloķvārpstas asij, un pēc tam savienojošā stieņa šūpošanas plaknē. Uzmavu aizstāj ar tās darba virsmas nodilumu, kas lielāks par 0,4 mm, ar diametru vai ar ovālu un konusveidīgu, kas pārsniedz 0,06 mm.
Virzuļa apvalka diametru mēra plaknē, kas ir perpendikulāra urbumam zem virzuļa tapas (2.1.32. Attēls). Papildus svārku diametram virzulis kontrolē augstumu starp virzuļa rievām un virzuļa gredzeniem (2.1.33. Att.). Ja sprauga starp virzuļa gropi un jauno virzuļa gredzenu pārsniedz pieļaujamo izmēru, virzuli nomaina.
Att. 2.1.29. Balonu bloka D-240 relatīvais izvietojums
1 - cilindru bloks; 2 - skrūve; 3 - acs skrūve; 4, 10, 14 - blīves; 5 - pildījuma kaste; 6 - dīzeļdzinēja aizmugures loksne; 7 - kartera balsts; 8 - vāki; 9 - galvenā gultņa pārsegs; 11 - vairogs; 12 - pārnesumu pārsegs; 13 - atbalsts; 15 - bukses; 16 - korķis; 17 - cilindru čaulas; 18 - starplikas gredzeni
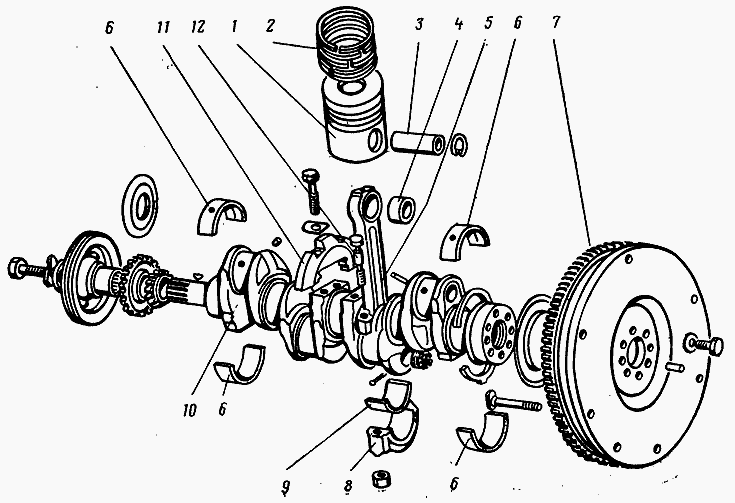
Att. 2.1.30. Kloķa grupas daļu relatīvais novietojums
1 - virzulis; 2 - virzuļa gredzeni; 3 - virzuļa pirksts; 4 - augšējā savienojošā stieņa galvas ieliktnis; 5 - savienojošais stienis; 6 - saknes ieliktnis; 7 - spararats; 8 - savienojošā stieņa pārsegs; 9 - stieņa stienis; 10 - kloķvārpsta; 11 - pretsvars; 12 - skrūve
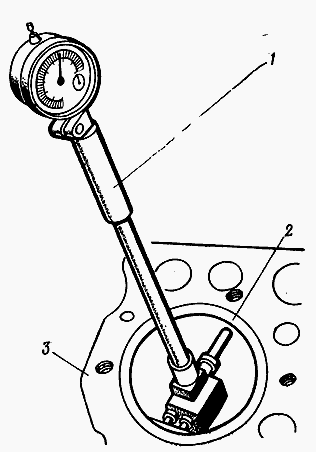
Att. 2.1.31. Mērot cilindra čaulas MTZ-80 diametru
1 - indikatora suports; 2 - cilindru čaulas; 3 - cilindru bloks
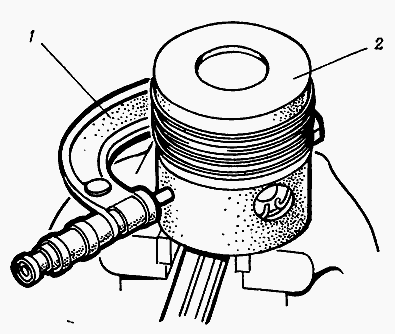
Att. 2.1.32. Virzuļa svārku diametra mērīšana
1 - mikrometrs; 2 - virzulis

Att. 2.1.33. Klīrensa mērīšana starp virzuļa gropi un virzuļa gredzenu
1 - gredzens; 2 - virzulis; 3 - plāksnes zonde
Traktora MTZ-80 dzinēja D-240 virzuļu grupas galvenie rādītāji
Plaisa starp virzuļa apvalku un cilindra starpliku, mm:
Nominālais - 0,18-0,20
- pieļaujamais - 0,26
Klīrenss virzuļa gredzena atslēgā, mm:
Nominālais - 0,40-0,80
- derīgs - 4,0
Augstums starp virzuļa gropi un virzuļa gredzenu, mm:
Kompresijas gredzeniem - 0,08-0,12
- eļļas skrāpju gredzeniem - 0,05–0,09
- pieļaujams - 0,30
Balona un virzuļa grupas komplektu aizstāj ar atstarpi (diametra starpību) starp virzuļa apvalku un uzmavu, kas pārsniedz pieļaujamo vērtību. Uzmavas no bloka tiek izspiestas ar speciālu izvilcēju (2.1.34. Att.).
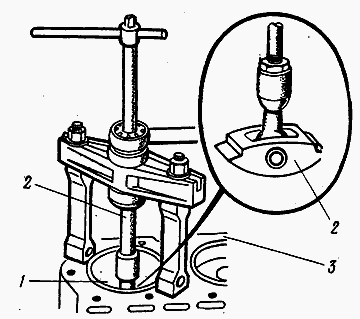
Att. 2.1.34. Balona čaulas D-240 izspiešana
1 - cilindru čaulas; 2 - savācējs; 3 - cilindru bloks
Ja starplikas un virzuļa diametrs ir normas robežās, ieteicams starpliku izstumt no bloka, pagriezt to ap asi par 90 °, jo starplika un virzulis visvairāk nolietojas savienojošā stieņa plaknē, un piespiest starpliku atpakaļ blokā.
Virzuļa gredzeni tiek nomainīti, ja klīrenss gredzena fiksatorā pārsniedz pieļaujamo vērtību, uzstādot gredzenu apvalka neapzinātajā augšējā daļā.
Pirms virzuļa grupas frizūras pārbaudiet virzuļa tapas, savienojošā stieņa parametrus un augšējā savienojošā stieņa galvas apvalka stāvokli. Bukse tiek aizstāta, palielinot urbuma diametru zem virzuļa tapas vai vājinot stiprinājumu augšējā savienojošā stieņa galviņā.
Virzuļa tapa un augšējās savienotājstieņa galvas ieliktnis tiek nomainīts, ja atstarpe starp tapu un ieliktni ir lielāka par 0,06 mm. Pirkstu aizstāj ar ovālu un konusveida vairāk nekā 0,02 mm. KI-724 ierīcē tiek pārbaudīts savienojošā stieņa saliekums un sagriešanās. Saliekot savienojošo stieni augšējā galviņā, vispirms tiek iespiesta uzmava (2.1.36. Att.).
1 piedurkne; 2 - nospiediet; 3 - savienojošais stienis
Lai pielāgotu savienojošā stieņa augšējās galvas urbumu zem virzuļa tapas, to apstrādā ar regulējamu slaucīšanu vai velmēšanu. Atstarpei starp augšējās savienotājstieņa galvas urbumu un virzuļa tapu jābūt ne vairāk kā 0,03 mm.
MTZ-80 kloķvārpstas savienojošo stieņu gultņu plānie maināmie ieliktņi ir izgatavoti ar augstu precizitāti. Nepieciešamo diametrālo klīrensu ar nemainīgu gultņu gultu nodrošina ar atbilstošajiem kloķvārpstas kakla diametriem. Tāpēc starplikas dīzeļdegvielas remontā nomaina
bez jebkādām montāžas darbībām un tikai pa pāriem.
Nav atļauts: viena ieliktņa nomaiņa no pāra; vaļēju lapu vai nesošo vāciņu salaidumu iesaiņošana vai nokasīšana; starpliku uzstādīšana starp starplikām un gultu, starp pārsegu un savienojošo stieni. Nomainot vaļēju lapu lieluma grupu, jāatbilst kloķvārpstas kakla lieluma grupai.
Pirms jaunu cilindru-virzuļu grupas uzstādīšanas tos izvēlas atbilstoši lieluma grupām. Balonu čaulas sadala lieluma grupās pēc iekšējā diametra, bet virzuļi - pēc svārku ārējā diametra apakšā. Virzuļiem un cilindru starplikām, kas uzstādītas uz viena dīzeļdzinēja, jābūt vienādas lieluma grupai.
D-240 dīzeļdegvielas cilindru un virzuļu izmēru grupas
Grupas / Cilindra čaulas diametrs, mm / Maks. virzuļa apvalka diametrs apakšā, mm
M - 110.00-110.02 / 109.88-109.90
C - 110,02-110,04 / 109,90-109,92
B - 110.04-110.06 / 109.92-109.94
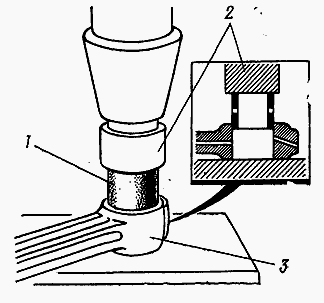
Izmēru grupas tiek apzīmētas uz nestrādājošā uzmavas augšējā gala un virzuļa dibena. Pirms uzmavas uzstādīšanas blokā tiek nomainīti gumijas blīvslēgi. Uzmavu uzstāda, izliekot vieglus sitienus ar āmuru uz pakāpiena pakāpiena (2.1.37. Att.).
Ja uzmava stingri nonāk blokā, tad tās iespiešanai izmanto īpašu skrūvju ierīci (2.1.38. Att.). Preses stiprinājuma beigās ir paredzēts, ka uzmavas apkakle ar indikatoru varētu izvirzīties virs bloka virsmas (2.1.39. Att.). Plecu izvirzījumam jābūt no 0,065 līdz 0,165 mm.

1 - ierīce; 2 - cilindru bloks; 3 - cilindru čaulas
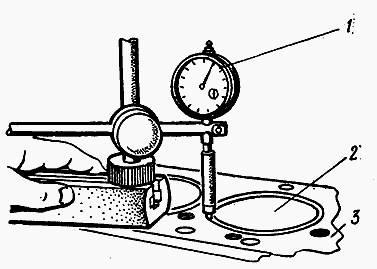
Att. 2.1.39. Pārbaudot cilindra čaulas pleca izvirzījumu
1 - indikators; 2 - cilindru čaulas; 3 - cilindru bloks
Uzmavu nogrimšanas gadījumā zem uzmavas apkakles ir atļauts uzstādīt vara blīves. Izvēloties virzuļus, pievērsiet uzmanību virzuļa pirkstu lieluma grupām; to iekšējā virsma un virzuļa pamatne ir marķēta ar krāsu. Traktora MTZ-80 virzuļi un virzuļa tapas D-240 ir izvēlēti vienā lieluma grupā, ko apstiprina ar vienādu marķējumu.
Virzuļa tapa tiek piespiesta virzuļiem, iepriekš sasildot virzuli eļļā līdz temperatūrai 70-80 ° C. Starpība starp savienojošo stieņu masām, kas samontētas ar virzuļiem, kas uzstādīti uz viena dīzeļdzinēja, nedrīkst pārsniegt 15 g.
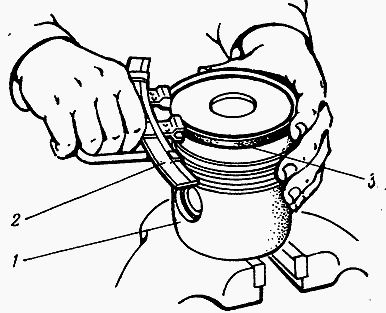
Virzuļa gredzenu elastību pārbauda ierīcē MIP-100. Ar atstarpi slēdzenēs, kas vienāda ar 0,3–6,6 mm (2.1.41. Att.), Gredzenu elastībai nevajadzētu pārsniegt: pirmais (augšējais) - 60–82 N, otrais un trešais - 58–78 N.
Virzuļa gredzeni tiek uzstādīti uz virzuļa noteiktā secībā, izmantojot ierīci, kas aizsargā gredzenus no nejaušiem sabrukumiem (2.1.42. Att.). Gredzeniem, kas uzstādīti virzuļa rievās, brīvi jāpārvietojas, kad virzuli pagriež un iegremdē rievās savas masas ietekmē.
Att. 2.1.41. Virzuļa mērīšana virzuļa gredzena bloķēšanā
1 - plāksnes zonde; 2 - virzuļa gredzens
Att. 2.1.42. Virzuļa gredzena uzstādīšana
1 - virzulis; 2 - adaptācija; 3 - virzuļa gredzens

Att. 2.1.43. Virzuļa koniskais caurums
1 - virzulis; 2 - stienis
Att. 2.1.44. Virzuļa ar savienojošo stieni uzstādīšana cilindru blokā MTZ-80
1 - cilindru bloks; 2 - virzulis; 3 - stienis
Pirmā un trešā virzuļa gredzenu slēdzenes atrodas virzuļa rievās 180 ° leņķī attiecībā pret otrā un ceturtā gredzena slēdzenēm.
Virzuļa mezgls ar gredzeniem un savienojošo stieni tiek bagātīgi ieeļļots ar dīzeļdegvielu un, izmantojot konusveida ieliktni (2.1.43. Att.), Tiek uzstādīts cilindra ieliktnī, viegli piesitot virzuļa galvu ar āmura rokturi (2.1.44. Attēls). Savienotājstieņa gultņu skrūves tiek pievilktas ar griezes momenta atslēgu divās līdz trīs pakāpēs.
Pielāgošanas dati D-240 dīzeļa montāžai
Balona galvas uzgriežņu galīgās pievilkšanas brīdis, Nm - 150-170
Savienotājstieņa gultņu pievilkšanas moments, Nm - 140-160
Starp aukstā dīzeļdzinēja spraugu starp vārsta kātu un sviru (termālo spraugu), mm - 0,25–0,30
Virzulis, ja tas atrodas TDC, nedrīkst izvirzīties virs bloka virsmas vairāk kā par 0,5 mm Pēc virzuļu grupas un savienojošā stieņa gultņu vāciņu uzstādīšanas ir uzstādīts eļļas sūknis, tā izplūdes un iesūkšanas cauruļvadi un tvertne ir aizvērta.
Kartera blīve no abām pusēm ir ieeļļota ar grafīta pastu (40% grafīta pulveris un 60% dīzeļdegviela) vai ar Elastosil 137-83 hermētiķi; Balonos ielej 30-50 g dīzeļdegvielas. Balona galvas blīve no abām pusēm ir arī ieeļļota ar grafīta pastu.
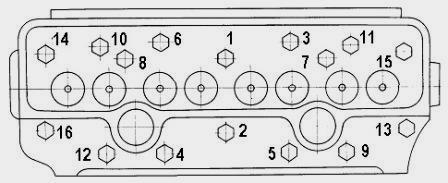
Galvas stiprināšanas skrūves tiek pievilktas ar griezes momenta atslēgu (2.1.45. Att.) Noteiktā secībā (2.1.46. Attēls) divās vai trīs pakāpēs. Pēc tam ar šarnīra pleciem iestatiet stieņus un šarnīra balsta montāžas asi.
Balona galvas stiprināšanas uzgriežņu pievilkšanas griezes momentam un vārsta mehānisma termiskajam attālumam jāatbilst MTZ-80 dīzeļa volāna pielāgošanas datiem.
Att. 2.1.45. Pievelciet cilindra galvas skrūves D-240
1 - griezes momenta atslēga; 2 - cilindra galva
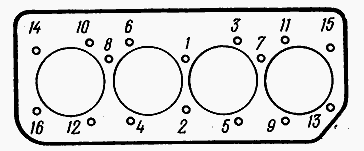
Att. 2.1.46. Cilindru galvas stiprināšanas skrūvju ieelpas secība
__________________________________________________________________________
Serviss un MTZ-82 pielāgojumi
____________________________________________________________________________________________________________________________________________________
Darbība un serviss MTZ-82.1, 80.1, 80.2, 82.2
Motora tehniskais stāvoklis tā darbības laikā mainās. Stāvoklis, kad, veicot noteiktas funkcijas, tiek pārkāptas normatīvajā un tehniskajā dokumentācijā noteiktās vērtības, tās sauc par kļūmi.
Dīzeļdzinēja normālas darbības parametri un kvalitatīvās pazīmes ir šādi faktori:
- iedarbināšanas laiks ar elektrisko starteri - ne vairāk kā 20 s, iedarbinot motoru - ne vairāk kā 2 min;
- motora darbība - vienmērīga, bez traucējumiem, stabila dažādos režīmos;
- atbrīvošana - bez dūmiem, klauvēšanas trūkums;
- jauda un īpatnējais degvielas patēriņš - noteiktajās robežās (pielaides 5%);
- eļļas patēriņš atkritumiem, kas ir mazāki par 3% no degvielas patēriņa;
- spiediens eļļas vadā pie nominālā kloķvārpstas ātruma 0,20 ... 0,35 MPa; centrifūgas rotora rotācijai pēc dīzeļdzinēja apturēšanas jābūt dzirdai vismaz 30 s;
- dzesēšanas šķidruma temperatūra normālā dīzeļdegvielas slodzē - 95 ° C robežās;
- gāzes plūsma no elpotāja ir niecīga;
- iedarbināšanas motors jāuzsāk ar elektrisko starteri ne vairāk kā trīs reizes;
- dzesēšanas šķidruma, eļļas, degvielas, dzesēšanas šķidruma noplūdes neesamība eļļā (vai otrādi).
Ja kāds no uzskaitītajiem parametriem novirzās no pieļaujamajām robežām vai rodas kāda no minētajām dīzeļdzinēja darbības traucējumu pazīmēm, ir jāidentificē kļūmes vai nepareizas darbības cēlonis un jānovērš tas.
Ja tehniskā stāvokļa uzraudzības procesā vai kļūmes cēloņa meklēšanas rezultātā tiek konstatēts, ka motors pēc kāda kritērija ir sasniedzis robežstāvokli, tas tiek nosūtīts kapitālam remontam.
Vispārīgi demontāžas un montāžas norādījumi: izjauciet mehānismu apstākļos, kas izslēdz to piesārņojumu vai bojājumus, kā arī ievēro drošības prasības; pārī esošajām daļām, kas darbojas vai līdzsvaro savienotā stāvoklī, nevajadzētu būt pārāk daudz; darbs pārī detaļās jāsavāc ar zīmēm (zīmols) un jāuzstāda tikai oriģinālajās vietās; katrā stieņu montāžā ir nepieciešams ievietot jaunus bloķēšanas paplāksnes; Pirms montāžas visi kloķvārpstas eļļas kanāli un savienojošo stieņu žurnālu dobums jānotīra, jāmazgā ar degvielu un jāizpūš ar gaisu; Izšķiroša nozīme ir pareizai kritisko vītņoto savienojumu pievilkšanai montāžas laikā.
Galvas balsta blīvumu blokam var ietekmēt nepietiekama galvas stiprināšanas uzgriezņu pievilkšana, plaisas daļās, neatbilstības cilindru starpliku izvirzītajos galos attiecībā pret bloka plakni, cilindra galvas apakšējās plaknes deformācija.
Ja nepieciešams, nomainiet blīves starp galvu un cilindru bloku šādi (ņemiet vērā D-245 piemēru):
- noņemiet rupjo gaisa filtru un trokšņa slāpētāju, novietojiet pārsegu augšējā stāvoklī;
- tīra dīzeļdegviela;
- dzesēšanas šķidruma novadīšana no dzesēšanas sistēmas;
- atvienojiet un noņemiet gaisa padeves cauruli kompresoram;
- atskrūvējiet skavas un noņemiet turbokompresora izplūdes cauruli;
- atskrūvējiet stiprinājumu un noņemiet gaisa aizsērēšanas indikatora cauruli;
- atvienojiet montāžas kronšteinu un noņemiet gaisa attīrītāju;
- ar turbokompresoru vājināt eļļas novadīšanas caurules pārejas skavas;
- atskrūvējiet stiprinājuma uzgriežņus un noņemiet izplūdes kolektoru kopā ar turbokompresoru;
- izlejiet ūdeni un atvienojiet salona sildītāja izplūdes šļūteni no kanalizācijas krāna un nobīdiet šļūteni uz sāniem;
- atvienojiet spidometra piedziņas kabeli;
- atvienojiet sildītāja kanalizācijas šļūteni no bloka krāna;
- atvienojiet radiatora šļūtenes un dzesēšanas sistēmas sūkni no termostata korpusa;
- atvienojiet notekas degvielas caurules stiprinājumu uz ceturto sprauslu;
- atslēdziet un noņemiet augsta spiediena degvielas caurules;
- atskrūvējiet stiprinājuma uzgriežņus un noņemiet vāciņu;
- atskrūvējiet stiprināšanas skrūves un noņemiet cilindra galvas vāku ar ieplūdes kolektoru;
- eļļas caurules armatūras skrūve ir pagriezta no galvas pie veltņa aizmugurējās sienas;
- atskrūvējiet stiprinājuma uzgriežņus un noņemiet šarnīra balsta montāžas siju, izņemiet stieņus;
- atskrūvējiet un noņemiet cilindra galvu blīvē;
- notīriet galvas savienotāja un cilindru bloka plakni ar skrāpi no kvēpu un pielipušajām blīves daļām;
- uzstādiet jaunu blīvi, uzstādiet galvu apgrieztā secībā.
D-65N dīzeļdzinējam, lai aizstātu blīvi starp galvu un cilindru bloku, rīkojieties šādi:
- atskrūvējiet skrūves, kas nostiprina skavas,
- noņemiet starta motora šļūtenes un kanalizācijas cauruli;
- atskrūvējiet skrūves un noņemiet iedarbināšanas motora izplūdes cauruli;
- atdaliet cilindra galvu un ūdens padeves cauruli, zema spiediena caurules un degvielas filtrus, kanalizācijas kolektoru, augstspiediena caurules un sprauslas;
- pēc skrūvju pagriešanas noņemiet cilindru galvas vāku;
- pēc pagrieziena stiprinājumu noņemšanas, noņemiet degvielas filtru un cilindra galvu;
- nomainiet blīvi ar jaunu;
- ielieciet cilindra galvu un filtru vietā un nostipriniet ar uzgriežņiem;
- savienojiet zema spiediena caurules un filtrē zema spiediena caurules un kanalizācijas kolektoru ar sprauslām;
- ielieciet cilindra galvas vāku vietā un piestipriniet to ar skrūvēm;
- savienojiet ūdens padeves cauruli ar cilindra galvu;
- ielieciet izplūdes cauruli vietā un nostipriniet to;
- ielieciet iedarbināšanas motora ūdensvadu vietā;
- pievelciet apmaļu stiprināšanas skrūves pie savienojošajām šļūtenēm.
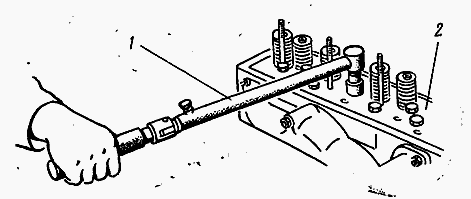
 Lai vienmērīgi piespiestu galvu pret cilindru bloku, stiprinājuma tapu uzgriežņi noteiktā secībā jāpievelk ar griezes momenta atslēgu (2.81. Att.). Pievilkšanas griezes momentam jābūt 150 ... 180 Nm.
Lai vienmērīgi piespiestu galvu pret cilindru bloku, stiprinājuma tapu uzgriežņi noteiktā secībā jāpievelk ar griezes momenta atslēgu (2.81. Att.). Pievilkšanas griezes momentam jābūt 150 ... 180 Nm.
Jaudas samazināšanās, intensīvu dūmu un gāzu izplūdes gadījumā caur elpošanas ceļu, sarežģīta iedarbināšana, eļļas spiediena pazemināšanās zem 0,15 MPa, triecienu parādīšanās (iespējams, saistīts ar kloķa mehānismu), kā arī ar lielu motoreļļas izdegšanu, dīzeļdegviela ir jāizjauc un jāpārbauda ( telpās).
Izjaucot dīzeļdzinēju remontam, ir jānotīra kloķvārpstas savienojošo stieņu savienojumu dobumi. Lai to izdarītu, noņemiet spraugas tapas un atskrūvējiet skrūvju spraudņus.
Pārbaudiet izjaukto dīzeļdegvielu, ņemot vērā, kādas pazīmes tika novērotas pirms izjaukšanas. Tātad, ja dīzeļdzinējs smēķē daudz, patērē daudz eļļas, neattīsta nepieciešamo jaudu, to ir grūti iedarbināt, vispirms jāpārbauda virzuļa gredzenu, virzuļu un cilindru stāvoklis un nodiluma pakāpe.
Virzuļa kompresijas gredzeni jāmaina, ja atstarpe slēdzenē pārsniedz 5 mm vai ja augstums starp gredzenu un rievu pārsniedz 0,5 mm.
Pirms virzuļa gredzenu nomaiņas gredzenu rievas un virzuļa eļļas iztukšošanas atveres rūpīgi notīra no kvēpiem un mazgā ar dīzeļdegvielu.
Pirms jauna virzuļa gredzena uzstādīšanas tas jāpārbauda attiecībā pret cilindru un virzuli. Lai pārbaudītu gredzenu uz cilindra, tas ir uzstādīts iekšpusē un tiek izmērīts slēdzenes sprauga. Pēc tam gredzenu ar virzuli virza līdz pašai balona apakšai, lai noteiktu tā iespējamās ražošanas raksturu. Pārbaudot gredzenu uz virzuļa, tas tiek velmēts gar tā rievu ar gredzena biezumu, kas lielāks par virzuļa rievas dziļumu, tiek uzskatīts par nepiemērotu.
Lai noregulētu spraugu slēdzenē, gredzens ir rūpīgi jānostiprina atverē (izmantojot noņemamus vara, svina vai alumīnija sūkļus, lai netraucētu tā pareizo formu), un uzmanīgi nogrieztu lieko metālu no vienas puses ar personīgo failu. Lai regulētu augstumu, gredzens jānovieto uz slīpa auduma gabala, kas izlīdzināts līdzenā vietā un maigi, ar vienmērīgu rokas spiedienu, ar apļveida kustībām, to samaļ no vienas gala puses. Pareizas gredzenu augstuma regulēšanas pazīme ir to lēnā kustība rievās, netraucējot sava svara ietekmē, ja virzuli pēc svara pagriež aksiālā virzienā ar roku.
 Labāk ir noņemt vecos un likt uz virzuļa jaunus gredzenus ar īpašu izvilcēju, ja tā tur nav, varat izmantot vairākas šauras un plānas metāla plāksnes, kuras uzmanīgi ievieto vienu zem katra noņemamā (uzvelkama) gredzena.
Labāk ir noņemt vecos un likt uz virzuļa jaunus gredzenus ar īpašu izvilcēju, ja tā tur nav, varat izmantot vairākas šauras un plānas metāla plāksnes, kuras uzmanīgi ievieto vienu zem katra noņemamā (uzvelkama) gredzena.
Uzstādot gredzenus, hromētie tiek ievietoti otrās un trešās koniskās (“minūtes”) rievas augšējā rievā ar atzīmi virzuļa dibena virzienā. Eļļas skrāpja (“dubultā”) gredzens ar paplašinātāju ir novietots tā, lai rievas augšējā daļā būtu gredzens ar drenāžas rievām (rievas uz leju), bet gredzena apakšējā daļā bez drenāžas rievām, ar taisnstūrveida padziļinājumu uz leju.
Uzstādot virzuli cilindrā, gredzenu slēdzenes ir novietotas 90 ° leņķī viena pret otru, bet tā, lai gredzenu slēdzenes nebūtu pretī pirksta caurumam. Virzuļi tiek ievietoti tajos pašos cilindros, kuros viņi strādāja, pirms virzuļa uzstādīšanas cilindra spogulis tiek ieeļļots ar motoreļļu.
Raksturīgās motora skaņas, kā arī darba spiediena pazemināšanās eļļošanas sistēmā liecina par kloķa mehānisma gultņu lielo nodilumu. Savienotājstieņa gultņu nodilums tiek noteikts ar nedzirdīgiem sitieniem virzuļa gājiena apakšējā mirušā līmeņa līmenī; Vietējam nodilumam raksturīgi skaidri zemu toņu triecieni kloķvārpstas rajonā.
Nosakot nepieciešamību nomainīt gultņu apvalkus ar eļļas spiediena pazemināšanos, jums jāpārliecinās, ka spiediena kritumam nav citu iemeslu (spiediena mērītāja darbības traucējumi, aizsērējis eļļas sūkņa filtrs, drenāžas vārsta darbības traucējumi, motora pārkaršana utt.). Klīrenss vispirms jāpārbauda ar savienojošo stieņu gultņiem, jo \u200b\u200btie nolietojas daudz agrāk nekā galvenie.
 Vērtība radiālais klīrenss starp vārpstas kaklu un starpliku var noteikt, izmantojot tam svina stiepli vai kalibrētu misiņa misiņa plāksni, viens no savienojošajiem stieņiem ir atskrūvēts un atskrūvēti savienojošā stieņa skrūvju uzgriežņi un pārsegs tiek noņemts ar apakšējo starpliku. Oderes un kaklu noslauka. Divus ieeļļota tīra svina stieples gabalus, kuru garums ir no 70 līdz 80 mm un biezums ir 1-1,5 mm, uzliek slīpi uz oderes iekšējās virsmas. Tad savienojošā stieņa pārsegs tiek rūpīgi ievietots vietā, savienojošā stieņa skrūves tiek pievilktas ar spēku 70 - 80 N, un kloķvārpsta griežas par 360 °. Pēc tam jums jāpārbauda, \u200b\u200bvai savienojošā stieņa skrūvju uzgriežņi ir vaļīgi, noņemiet gultņa vāciņu un noņemiet gofrētās stieples gabalus. Ja pēc vārpstas pagriešanas ir atskrūvēti savienojošā stieņa skrūvju uzgriežņi, tie ir jāpievelk, vēlreiz pagrieziet vārpstu par 360 ° un vēlreiz pārbaudiet skrūvju hermētiskumu. Gofrētā stieples biezumu mēra, un, ja tas pārsniedz noteiktu radiālā klīrensa vērtību, starplikas tiek aizstātas visam savienojošo stieņu komplektam (obligāti gan augšējam, gan apakšējam). Izmantojot svina vadu, klīrensu var izmērīt arī kloķvārpstas galvenajos gultņos.
Vērtība radiālais klīrenss starp vārpstas kaklu un starpliku var noteikt, izmantojot tam svina stiepli vai kalibrētu misiņa misiņa plāksni, viens no savienojošajiem stieņiem ir atskrūvēts un atskrūvēti savienojošā stieņa skrūvju uzgriežņi un pārsegs tiek noņemts ar apakšējo starpliku. Oderes un kaklu noslauka. Divus ieeļļota tīra svina stieples gabalus, kuru garums ir no 70 līdz 80 mm un biezums ir 1-1,5 mm, uzliek slīpi uz oderes iekšējās virsmas. Tad savienojošā stieņa pārsegs tiek rūpīgi ievietots vietā, savienojošā stieņa skrūves tiek pievilktas ar spēku 70 - 80 N, un kloķvārpsta griežas par 360 °. Pēc tam jums jāpārbauda, \u200b\u200bvai savienojošā stieņa skrūvju uzgriežņi ir vaļīgi, noņemiet gultņa vāciņu un noņemiet gofrētās stieples gabalus. Ja pēc vārpstas pagriešanas ir atskrūvēti savienojošā stieņa skrūvju uzgriežņi, tie ir jāpievelk, vēlreiz pagrieziet vārpstu par 360 ° un vēlreiz pārbaudiet skrūvju hermētiskumu. Gofrētā stieples biezumu mēra, un, ja tas pārsniedz noteiktu radiālā klīrensa vērtību, starplikas tiek aizstātas visam savienojošo stieņu komplektam (obligāti gan augšējam, gan apakšējam). Izmantojot svina vadu, klīrensu var izmērīt arī kloķvārpstas galvenajos gultņos.
Saliekot galvenā un savienojošā stieņa gultņus, ir stingri aizliegts:
- nokasīt starpliku darba virsmas;
- nostipriniet galvenos gultņu vāciņus, kā arī ielieciet blīves starplikas krustojumā un starp starplikām un gultām;
- demontējiet gultņu apvalkus un uzstādiet tos arī uz cita vārpstas žurnāla;
- pārkārtojiet apakšējā savienojošā stieņa galvas vāciņus vai apgrieziet tos;
- ielieciet savienojošo stieņu skrūves un tapas ar pagarinātiem vai saplēstiem vītnēm;
- noregulējiet klīrensu gultņos, nepilnīgi pievelkot savienojošā stieņa skrūvju uzgriežņus un galveno gultņu stiprinājumu skrūves;
- nostipriniet galveno gultņu tapu uzgriežņus ar plāksnēm, kuras tika izmantotas vairāk nekā divas reizes.
Pirms kloķa mehānisma montāžas visi eļļu vadošie kanāli karterī un kloķvārpstā, kā arī savienojošo stieņu kakliņu dobumi ir jānotīra, jāmazgā ar dīzeļdegvielu un jāizpūš ar saspiestu gaisu. Starplikas un starpliku ārējās virsmas jānoslauka sausā veidā, un vārpstas balstu ieeļļot ar plānu motoreļļas kārtu. Pareizi uzliktam kloķvārpstai vajadzētu brīvi griezties pievilktajos gultņos bez jebkādām pazīmēm, ka varētu rasties saķeres, un apakšējām savienojošā stieņa galvām no rokas jāpieliek gar kakliem.
Plaisu labošana blokā - karteris un cilindra galva. Plaisas sagriež 60 ° leņķī līdz 2/3 no sienas biezuma un urbj galos, blakus esošo virsmu notīra līdz metāla spīdumam. Metināšanu veic ar apgrieztas polaritātes līdzstrāvu, ko veic elektrodi 034 ... 1 bez vietējas sildīšanas. Elektrodu diametrs ir 3 mm, strāvas stiprums ir 90 ... 120 A. Lai nodrošinātu hermētiskumu, ieteicams metināt metinājumu ar mīkstu lodēšanu vai piesūcināt ar epoksīda līmi. Pēc remonta noplūdes testus veic ar spiedienu 0,4 ... 0,5 MPa 2 minūtes, izmantojot šķīdumu, kas satur 10 l ūdens 1 litrā ūdens, 15 g sodas pelnu, 2 ... 3 g nātrija nitrāta un 0,1. 0,3 g emulgatora OP-7.
Nepareizu darbību var novērst arī, uzliekot plāksterus. Šim nolūkam tiek izmantots līmējošs sastāvs, kura pamatā ir epoksīdsveķi: 15 daļas dibutilftalāta un 10 daļas polietilēna poliamīna uz 100 svara daļām ED-6 sveķu. Papildu 50 daļas grafīta (vai 150 daļas čuguna pulvera un 20 daļas maltas vizlas). Pirms uzklāšanas: līmējiet virsmu tāpat kā pirms atjaunošanas, metinot ar papildu attaukošanu ar acetonu vai benzīnu.
Labs laiks atver un aizver vārstus, stingri ievērojot pieņemto motora laika shēmu. Gāzes sadales fāzes tiek pārkāptas nepareizas zobratu uzstādīšanas dēļ vai ja mainās spraugas starp sviru un vārstu kātiem.
Sadales zobratu zobi, papildus eļļošanas sistēmas sūkņa piedziņas zobiem, jāiestata atbilstoši marķējumiem: kloķvārpstas piedziņas zobrats, uz kura tiek uzlikta atzīme “c”, jāinstalē starp diviem starppārvada zobiem ar atzīmēm “c”. Pārnesumu tehnisko stāvokli uzrauga, veicot ārēju pārbaudi un pārbaudot linuma attālumu, kam jābūt 0,2 ... 0,5 mm. Ja vismaz viens zobs sabojājas vairāk nekā par astoto daļu no tā garuma, ir jāmaina pārnesums. Plaisu pārnesuma ieslēgumā pārbauda ar mērstieni vai svina plāksnes sūknēšanu: plāksnes ar biezumu 0,5 ... 1,1 mm novieto uz zobratu zobiem trīs vienādās vietās un, velkot pārnesumus, velmē tās; krokas daļas biezums nosaka atstarpi; ja tas pārsniedz 1,1 mm, ir jāveic pārnesumu maiņa.
Samazinot termisko atstarpi vārstu mehānismā, vārsti tiek atvērti un vēlāk aizvērti. Trūkumu neesamība noved pie daļējas dīzeļdzinēja kompresijas, ko papildina vārstu pabeigšana.
Dīzeļdegvielas darbības laikā vārstu sēdekļu un vārstu virsmu darba virsmu nodiluma dēļ ir vājināta vārsta un sēdekļa savienojuma hermētiskums. Dažreiz to var novērst. klaigāšanavārsti, kas tiek izpildīts šādā veidā:
- noņemiet motora cilindra galvu, notīriet to no eļļas un oglekļa nogulsnēm. Lai montāžas laikā būtu droši uzstādīt vārstus savā vietā, viņi uz plāksnēm uzliek etiķetes;
- noņemiet vārstus no cilindra galvas. Rūpīgi notīriet vārstus un to vietas no kvēpu, noskalojiet ar petroleju un pārbaudiet. Ja plātnes un vārsta kāti nav izlocīti un vārsta slīpās un sēdekļos nav izdegumu, hermētiskumu var atjaunot ar slīpēšanu. Ja ir šie defekti, vārsti jāaizstāj ar jauniem, un sēdekļi jānoslīpē;
- notīriet cilindra galvas ieplūdes un izplūdes kanālus un noskalojiet ar dīzeļdegvielu;
- uz vārsta šķautnes uzlikt plānu GOI pastas vai slīpēšanas ziedes kārtu, ieziest serdi ar motoreļļu un ievietot vārstu vietā;
- izmantojot īpašu instrumentu vai rokas urbi ar piesūcekni, pagrieziet vārstu pulksteņrādītāja virzienā par 113 pagriezieniem un pēc tam pretējā virzienā par 114 pagriezieniem (nedaudz nospiežot vārsta plāksni). Apļveida kustībās nav iespējams berzēt.
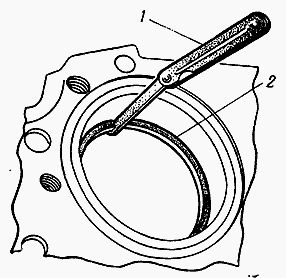
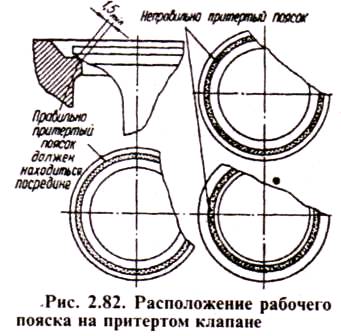
Periodiski paaugstinot vārstu un uzliekot jaunām pastas porcijām, turpiniet slīpēšanu, līdz uz vārsta un sēdekļa fāzēm parādās nepārtraukta matēta josta ar platumu vismaz 1,5 mm (2.82. Att.);
- pēc pārlapošanas noskalojiet vārstus un ligzdas ar petroleju un noslaukiet to. Uzstādiet vārstus ar atsperēm;
- pārbaudiet, vai vārsta un sēdekļa savienojumā nav noplūžu. Lai to izdarītu, ielejiet petroleju ieplūdes un izplūdes kanālos (pārmaiņus) un turiet tur divas minūtes. Noplūžu neesamība norāda uz pietiekamu saskarnes hermētiskumu.
No dīzeļdzinēja noņemtās sprauslas tiek mazgātas petrolejā vai dīzeļdegvielā, iesmidzināšanas spiedienu pārbauda, \u200b\u200bizmantojot ierīces KI-562 vai KI-333Z, kā arī izsmidzinātāju hermētiskumu un degvielas atomizācijas kvalitāti.
Izjaukšanas laikā vāciņi tiek atskrūvēti, regulēšanas skrūves bloķēšanas uzgrieznis tiek atbrīvots, regulēšanas skrūve tiek atskrūvēta, atskrūvējot atsperi, pēc tam izskrūvēšanas smidzinātāja uzgrieznis un smidzinātājs tiek noņemts. Pēc tam iegremdējiet apvalku un smidzinātāja adatu uz 10 līdz 15 minūtēm petrolejā (tās nevar būt par maz). Mazgātās daļas pārbauda un mēra: tiek mainītas tās, kurām ir plaisas, skrāpējumi, lūzumi un krāsas izmaiņas, kā arī korozijas pēdas uz korpusa un adatu precizitātes virsmām.
No uzgaļu caurumiem ar adatu vai auklu ar diametru 0,25..0,28 mm noņemiet oglekļa nogulsnes un noskalojiet tos ar urbi vai stiepli un notīriet pulverizatora degvielas padeves caurumus. Kvēpu un darvas nogulsnes tiek noņemtas ar suku (misiņu) vai skrāpi.
Smidzinātāja adatai, kas samitrināta ar dīzeļdegvielu un pagarināta par trešdaļu no ķermeņa garuma, smidzinātājam vajadzētu būt noliektai 45 ° leņķī un brīvi nolaisties zem sava svara.
Sprauslas tiek saliktas, pievelkot smidzinātāju uzgriežņus ar griezes momentu 70 ... 80 Nm, tiek regulēts iesmidzināšanas sākuma spiediens un tiek pārbaudīta smidzinātāja necaurlaidība un izsmidzināšanas kvalitāte (ja rezultāti nav apmierinoši, smidzinātājs tiek mainīts).
Uzstādiet sprauslas dīzeļdzinējam. Pēc palaišanas jums jāpārliecinās, vai augstspiediena degvielas vadu nostiprināšanas vietās nav noplūžu, jāpārbauda sprauslu hermētiskums pie cilindra galvas sēdekļiem (gāzes noplūde nav pieļaujama, to nosaka šņākšana).
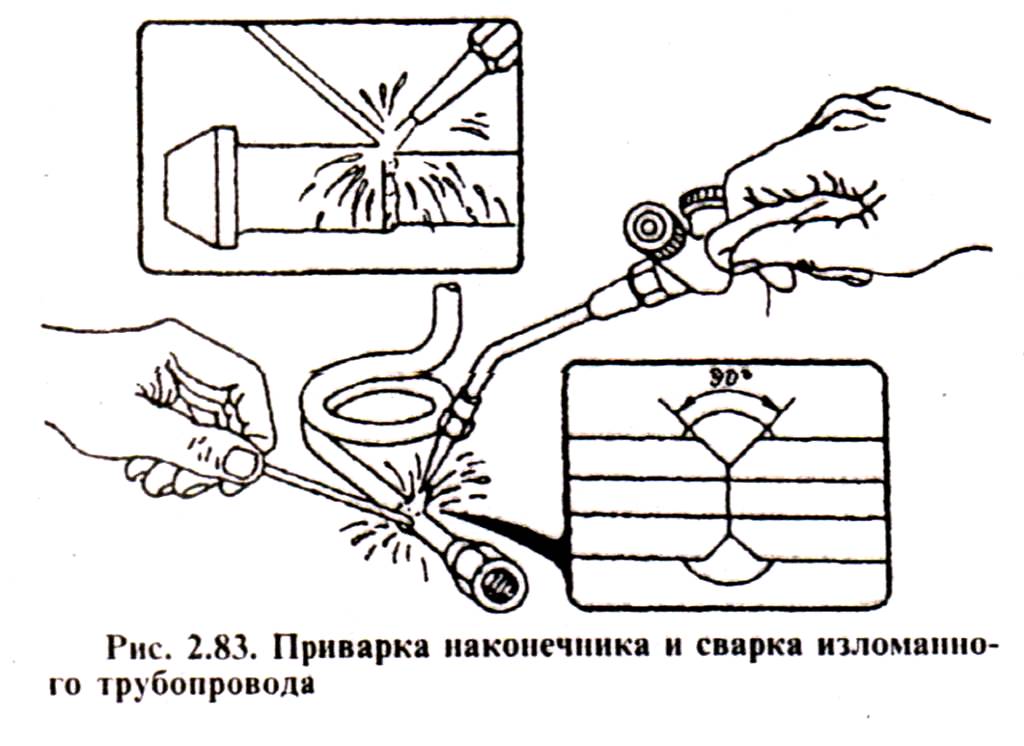
Augstspiediena degvielas vadi remonts, izkāpjot vai nomainot uzgaļus (tie ir sabojāti blīvējuma konusa nodiluma dēļ).
Lai nomainītu konusa galu, caurules gals tiek nogriezts ar bojājumiem un urbji tiek noņemti. Tad izveidojiet jaunu galu un metiniet to līdz degvielas padeves līnijas galam (2.83. Att.). Centrālais caurums tiek urbts ar urbi ar diametru 2 mm līdz 25 ... 30 mm dziļumam.
Remontētajiem cauruļvadiem vienas minūtes laikā jāiziet hidrauliskā pārbaude ar spiedienu 30 MPa.
Bieži ir savienotājelementu pavedienu pārrāvuma gadījumi, kad ieskrūvētais uzgrieznis ir šķībs. Lai to novērstu, ir nepieciešams ar roku pievilkt savienojuma uzgriežņus uz sūkņa spiediena stiprinājuma un sprauslas uzgaļa un pēc tam pievilkt tos ar uzgriežņu atslēgu. Atvienojot degvielas vadu no sprauslas, atskrūvējiet degvielas padeves līnijas uzgriezni un sūkņa spiediena stiprinājumu. Sasmalcinot atomizatora uzgriežņu virsmas, sprauslas cieši nonāk galvas caurumos. Tāpēc pirms sprauslas uzstādīšanas uz dīzeļdegvielas galvas notīriet to krustojuma vietu, ielieciet blīvi uz smidzināšanas sprauslas un piespiediet to pret uzgriezni. Pretējā gadījumā tas var mainīties attiecībā pret caurumu, kurā nonāk smidzināšanas pistole, un uzstādīšanas laikā tas var sabrukt. Savienojuma "sprausla - cilindra galva" spiedienā nebūs spiediena vai smidzināšanas pistoli uzstādīs ar šķībi, kas noved pie tā pārkaršanas un iesprūšanas.
Darbības traucējumi degvielas sūknis izraisīt tā veiktspējas samazināšanos un ietekmēt dīzeļdzinēja iedarbināšanu un darbību.
Pirmkārt, sākt ir grūti, jo ar mazu kloķvārpstas ātrumu sūknis piegādās mazāk degvielas pat zemākā spiedienā. Ja palielinās slodze un zems degvielas sūknēšanas gadījums, dīzeļdzinēja darbībā būs pārtraukumi. Palielinoties sūkņa galveno darba virsmu (virzuļa un cilindra) nodilumam, spiediens līnijā samazinās (ar spiedienu, kas mazāks par 0,1 MPa, turpmāka sūkņa izmantošana nav praktiska). Šādos sūkņos parasti tiek nēsāti vārsti, virzuļi, virzuļa urbumi, vārstu ligzdas un atstarpe starp stūres stieni un uzmavu.
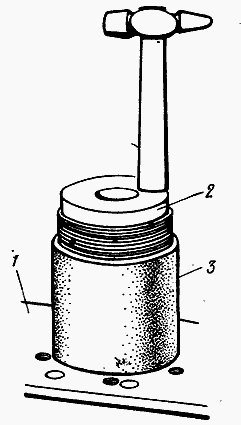
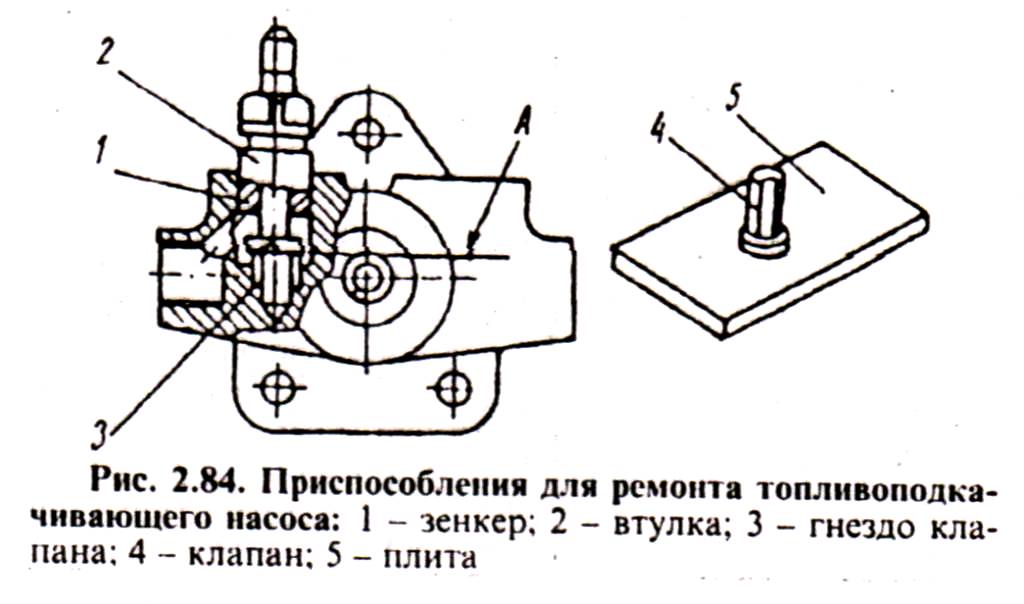
Degvielas piepildīšanas sūkņu remonts tiek veikts ar īpašām ierīcēm. Lai novērstu nevienmērīgumu un nodiluma pazīmes, blīvējuma virsma A (2.84. Att.) Tiek apstrādāta manuāli ar sejas urbi 1. Lai to izdarītu, kātu ievieto virzošās uzmavas 2 caurumā, kas kopā ar iegrimu ir ieskrūvēta vārsta spraudņa vietā. Pēc tam uz kāta ielieciet rokturi ar kvadrātveida caurumu, kas pagriežas virsū. Ja jostas augstums nav pietiekams, caurumā atkārtoti tiek iespiests jauns vārsta sēdeklis. Pirms uzstādīšanas ligzdas un korpusa pārošanās virsmas ir pārklātas ar epoksīda līmi vai BF-2 līmi.
Vārsta 4 blīvējošo gala virsmu (no polikaprolaktāma) berzē, līdz nodiluma pazīmes tiek novērstas ar pastu uz čuguna plāksnes 5 vai smalkgraudainu slīpēšanas smilti, kas uzlikta uz plāksnes.
Palielinātā atstarpe starp stumšanas stieni un uzmavu tiek atjaunota, paplašinot uzmavas caurumus zem palielinātā stūres stieņa remonta lieluma.
Virzuļa nodilušais urbums tiek apstrādāts līdz remonta izmēram ar čuguna pārklājumu. Virzuli sasmalcina uz bezcentriskas slīpmašīnas, hromē, atkal sasmalcina un sasmalcina savā vietā.
Stumšanas daļu remonts tiek samazināts līdz urbumu izvietošanai apvalkā un veltnī un palielināta diametra ass izgatavošanai.
Injekcijas sūkņa darbības traucējumus darba procesā var identificēt tikai daļēji, lielāko daļu no tiem nosaka, izmantojot īpašu aprīkojumu (darbnīcā).
Radiatora augšējās šļūtenes nomaiņa ražots šādā secībā:
- vājināt radiatora apakšējo balstu stiprinājumu (atskrūvējiet uzgriezni par 5 ... 10 apgriezieniem);
- atvienojiet strijas;
- atskrūvējiet šļūtenes skavas un noņemiet šļūteni no radiatora caurules un termostata korpusa;
- uzstādiet jaunu šļūteni, ielieciet tajā skavas, nepievelkot skavu skavu skrūves;
- pievienojiet radiatora stiprinājumus un pēc tam pievelciet šļūtenes skavas;
- pievelciet radiatora apakšējo balstu uzgriežņus (bez pievilkšanas līdz sabojāšanai), jo normālai amortizējošo atsperu darbībai starp to dakšām jābūt atstarpei.
Blīve starp palaišanas motora galvu un cilindru tiek nomainīta šādā secībā:
- dzesēšanas šķidruma novadīšana no dīzeļdegvielas dzesēšanas sistēmas;
- atvienojiet dzesēšanas sistēmas cauruli no galvas;
- atskrūvējiet galvas stiprinājuma uzgriežņus, noņemiet galvu un blīvi;
- notīriet kvēpu un vecās starplikas pielipušās daļas galvas un cilindra savienotāju plaknes; uzstādiet jaunu blīvi, galvu un pievelciet stiprināšanas uzgriežņus (vairākos posmos pievelciet pa diagonāli, vienmērīgi, uzgriežņu galīgās pievilkšanas moments ir 62 ... 72 Nm);
- savienojiet dzesēšanas sistēmas cauruli ar galvu un piepildiet sistēmu ar šķidrumu.
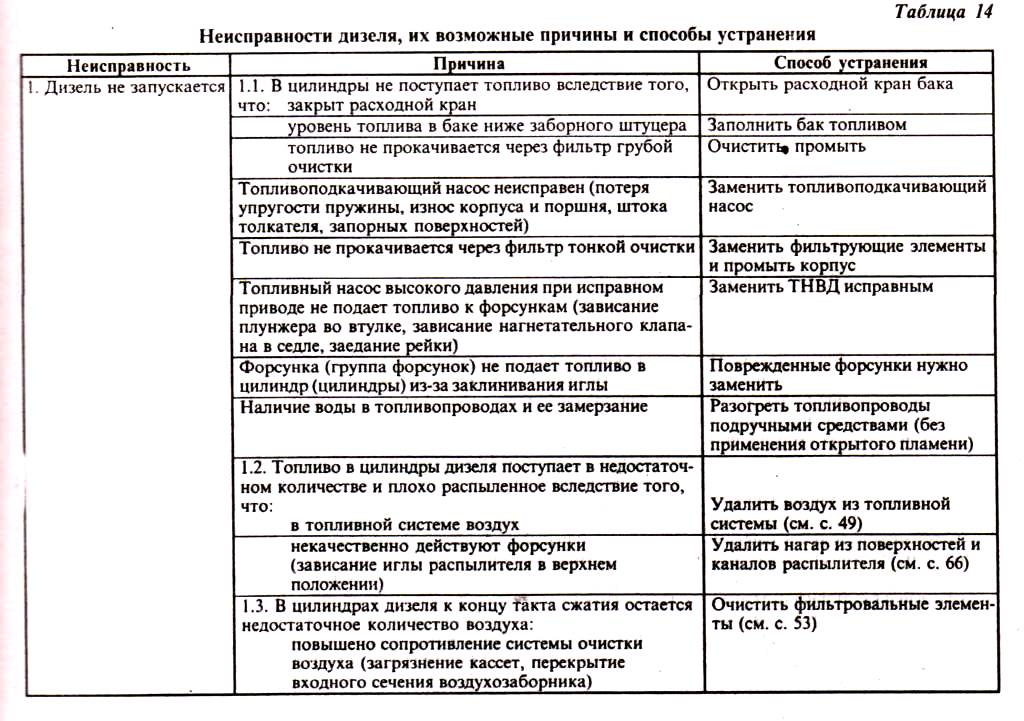
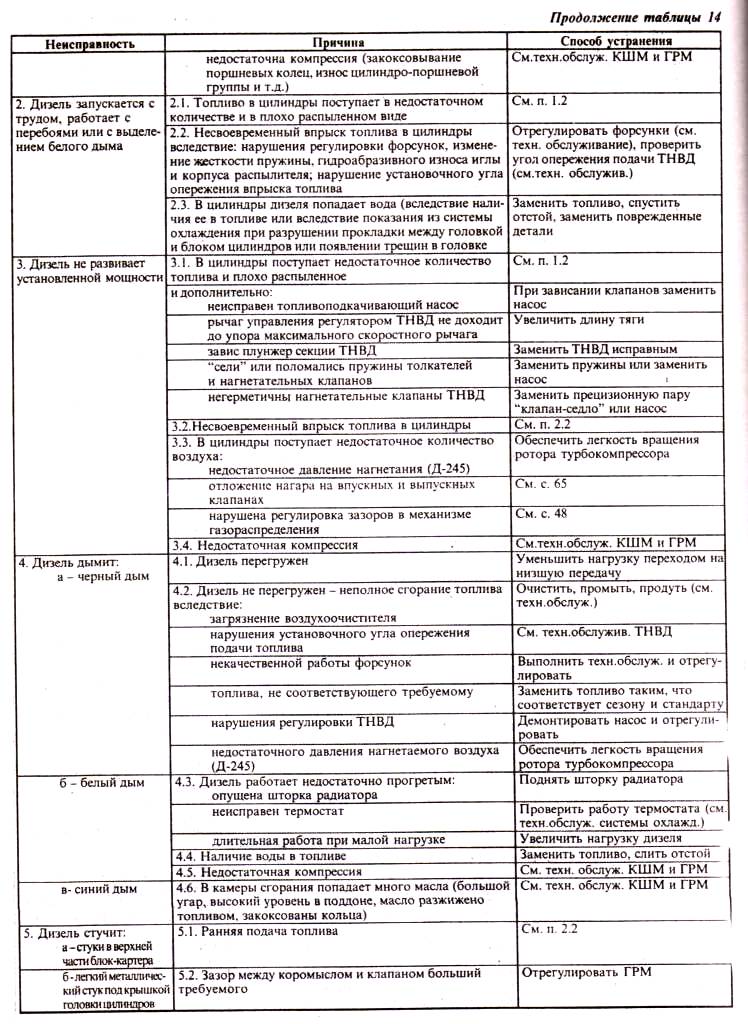
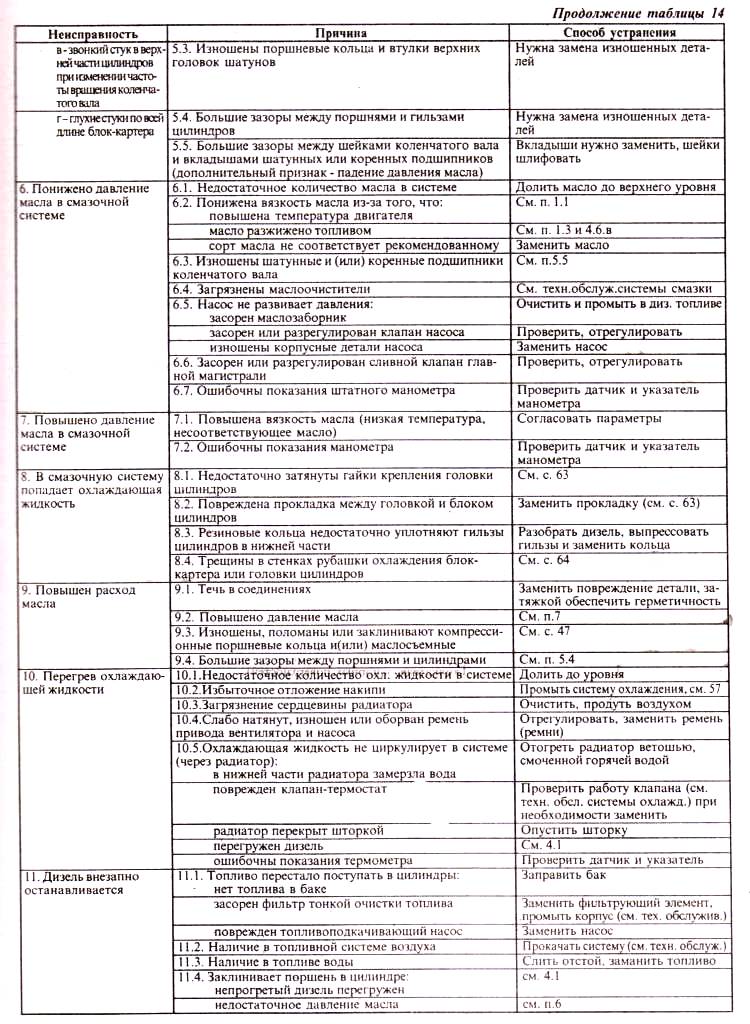
Galvenie dīzeļdegvielas darbības traucējumi, to iespējamie cēloņi un novēršanas veidi ir apkopoti tabulā. 14.
Apkalpojams šķidruma priekšsildītājs raksturīgs ar to, ka tad, kad strāva tiek pielietota elektromagnētiskā vārsta spailēm, ir dzirdama kontaktu noklikšķināšana, sakarst, vadības spirāle iegūst gaiši sarkanu krāsu, ventilators ieslēdzas tūlīt pēc ieslēgšanas. Elektrisko degļu un šķidrumu sildītāju iespējamās darbības traucējumi un to novēršanas metodes ir parādītas tabulā. 15 un 16.

D-243 dīzeļa cilindra galva
Traktora MTZ-82/80 dzinēja D-243 cilindra galva ir čuguns, kura iekšējos dobumos ir ieplūdes un izplūdes kanāli, kas noslēgti ar vārstiem.
Lai nodrošinātu siltuma izkliedi, cilindra galvai ir iekšēji dobumi, kuros cirkulē dzesēšanas šķidrums. Uz cilindra bloka galvas augšpusē ir uzstādīti statīvi, šarnīra balsta ass ar šarnīra svirām, galvas vāks, ieplūdes kolektors un vāciņa vāks, kas aptver vārsta mehānismu.
Degvielas sūkņa pusē MTZ-82/80 motora bloka galvā ir uzstādītas četras sprauslas, un ģeneratora pusē galvai ir piestiprināts izplūdes kolektors.
Lai noslēgtu savienotāju starp galvu un cilindru bloku, no starp azbesta vai bez azbesta loksnes izgatavotas blīves, kas pastiprināta ar perforētu tērauda loksni. Caurumi cilindru starplikām un eļļas kanālam ir apmalīti ar tērauda apvalkiem.
Dzinēja D-243 cilindru galvas skrūvju hermētiskuma pārbaude
Pārbaudiet traktora MTZ-82/80 iekšdedzes dzinēja D-243 cilindru galvas skrūvju pievilkšanu pēc iesākuma un pēc 1000 stundu darba ar apsildāmu dīzeļdzinēju šādā secībā:
Noņemiet vāciņu un cilindra galvas vāku;
Noņemiet šūpuļzirga asi ar šarnīra svirām un statņiem;
Izmantojot griezes momenta atslēgu, pārbaudiet visu cilindra galvas stiprināšanas skrūvju hermētiskumu secībā, kas parādīta 19. attēlā, un, ja nepieciešams, pievelciet. Pievilkšanas moments -200 ± 10 Nm.
Pēc tam, kad ir pārbaudīts skrūvju hermētiskums, kas piestiprina cilindra galvu pie motora, no jauna uzstādiet šūpuļzirga asi un noregulējiet atstarpi starp vārstiem un vārsta svirām.
Dīzeļdzinēja D-243 cilindra galvas pievilkšanas skrūvju secības diagramma
Dīzeļdzinēja D-243 cilindru bloks
Cilindru bloks ir galvenā dīzeļdzinēja korpusa daļa un ir cieta čuguna liešana. Bloka vertikālajās urbumos ir uzstādītas četras noņemamas uzmavas, kas izgatavotas no īpaša čuguna.
Oderējums ir uzstādīts MTZ-82/80 motora cilindru blokā divās centrēšanas siksnās: augšējā un apakšējā. Augšējā zonā oderējums ir nostiprināts ar apkakli, apakšējā - tas ir noslēgts ar diviem gumijas gredzeniem, kas atrodas cilindru bloka rievās.
Oderējumus sadala trīs lieluma grupās pēc to iekšējā diametra: lieli (B), vidēji (C) un mazi (M). Grupas marķējumu uzliek uzmavas ieejas konusam.
Ir nepieciešams uzstādīt vienas dimensijas grupas D-243 motora bloka piedurknes. Dzesēšanas šķidrums cirkulē starp cilindru bloka sienām un starplikām.cilindru bloka gala sienās un šķērseniskajās starpsienās ir plūdmaiņas, kas veidotas kloķvārpstas gultņiem.
Šiem bēgumiem ir uzstādīti vāki. Plūdmaiņas kopā ar pārsegiem veido galveno gultņu gultas. Galveno gultņu čaulu gultas ir urbtas no viena bloka komplekta ar galvenajiem gultņu vāciņiem. Vāku apmaiņa nav atļauta.
Balonu blokam D-243 ir gareniskais kanāls, no kura caur šķērskanāliem eļļa plūst uz kloķvārpstas galvenajiem gultņiem un sadales vārpstas gultņiem.
Uz cilindru bloka ārējām virsmām ir mehāniski savienotas plaknes centrbēdzes eļļas filtra piestiprināšanai, ūdens sūknis, rupji un smalki degvielas filtri un eļļas iepildīšanas kakls.
D-243 dīzeļdegvielas laika iestatīšanas mehānisms
Traktora MTZ-82/80 dzinēja D-243 gāzes sadales mehānisms sastāv no sadales vārpstas, ieplūdes un izplūdes vārstiem, kā arī no to uzstādīšanas un piedziņas detaļām: stūmējiem, stieņiem, šarnīra svirām, regulēšanas skrūvēm ar uzgriežņiem, plāksnēm ar krekeri, atsperēm, statņiem un asīm. rokera roka.
Sadales vārpsta ir trīspunktu, ko no kloķvārpstas virza caur sadales mehānismu. Sadales vārpstas gultņi ir trīs ieliktņi, iespiesti bloka urbumos. Alumīnija sakausējuma priekšējā rumbā (ventilatora pusē) ir vilces apkakle, kas notur sadales vārpstu no aksiālās kustības, pārējās bukses ir čuguna.
D-243 dzinēja stūmēji ir no tērauda. Stumšanas plāksnes darba virsma ir sakausēta ar balinātu čugunu, un tai ir sfēriska virsma ar lielu rādiusu (750 mm). Tā kā sadales vārpstas izgriezumi ir izgatavoti ar nelielu konusu, stūmēji darbības laikā rotē.
Stūmējstieņi ir izgatavoti no tērauda stieņa. Sfēriskā daļa, kas nonāk stumšanas stienī, un stieņa kauss ir sacietējusi. MTZ-82/80 motora šūpuļzirgi ir no tērauda, \u200b\u200bšūpoles uz asi, kas piestiprināta četriem statīviem.
Extreme bagāžnieki - paaugstināta stingrība. Šūpuļzirga ass ir doba, tajā ir astoņi radiālie caurumi šūpuļzirga eļļošanai. Šūpuļa rokas kustību pa asi ierobežo starplikas atsperes.
Iekšdedzes dzinēja D-243 ieplūdes un izplūdes vārsti ir izgatavoti no karstumizturīga tērauda. Viņi pārvietojas virzošajās buksēs, kas iespiestas cilindra galvā. Katrs D-243 vārsts tiek aizvērts divu atsperu iedarbībā: ārējā un iekšējā, kas iedarbojas uz vārstu caur plāksni un krekeriem.
Blīvējuma aproces, kas uzstādītas uz vārsta vadotnes buksēm, neļauj eļļai iekļūt dīzeļdegvielas cilindros un izplūdes kolektorā caur spraugām starp vārsta kātiem un virzošajām buksēm.
Pārbaudiet klīrensu starp D-243 dīzeļdzinēja vārstiem un sviru
Pārbaudiet spraugas starp vārstu un motora sviru un, ja nepieciešams, noregulējiet ik pēc 500 darba stundām, kā arī pēc cilindra galvas noņemšanas, pievelkot cilindra galvas stiprinājuma skrūves un kad vārsts klauvē.
Pārbaudot uz neapsildītu dīzeļdzinēju (ūdens un eļļas temperatūrai jābūt ne augstākai par 60 ºС), jābūt atstarpei starp šūpuļzirni un vārsta kāta galu:
D-243 dzinējam un tā modifikācijām:
Ieplūdes un izplūdes vārsti - 0,25 mm (+0,10 -0,05)
Pielāgojot atstarpi starp vārsta kāta galu un vārsta sviru uz neapsildīta dīzeļdzinēja, uzstādiet: ieplūdes un izplūdes vārstus - 0,25 mm (-0,05)
Noregulējiet D-243 motora vārstus šādā secībā:
Noņemiet cilindra galvas vāka vāciņu un pārbaudiet šarnīra balsta ass stiprinājumus;
- Pagrieziet MTZ-82/80 motora kloķvārpstu, līdz vārsti pārklājas pirmajā cilindrā (pirmā cilindra ieplūdes vārsts sāk atvērties un izplūdes vārsts aizveras) un noregulējiet atstarpes ceturtajā, sestajā, septītajā un astotajā vārstā (skaitot no ventilatora), pēc tam pagrieziet kloķvārpstas vienu apgriezienu, iestatot pārklāšanos ceturtajā cilindrā, un noregulējiet atstarpes pirmajā, otrajā, trešajā un piektajā vārstā.
Lai noregulētu klīrensu, atskrūvējiet regulējamā vārsta šarnīra skrūvi un, pagriežot skrūvi, iestatiet nepieciešamo klīrensu mērstienam starp šūpuļa sviru un vārsta kāta galu. Pēc klīrensa iestatīšanas pievelciet bloķēšanas uzgriezni.
Pēc klīrensa noregulēšanas vārstos uzlieciet cilindra galvas vāka vāciņu.
_______________________________________________________________________________________________
_______________________________________________________________________________________________
- Bojājumi hidrauliskās sistēmas MTZ-82 aprīkojumā
_______________________________________________________________________________________________



