Coppie di serraggio del motore KAMAZ 740 euro 2. Trasporto: storia e modernità
K ATEGORIA:
Manutenzione auto
Condizioni tecniche per l'assemblaggio del motore KamAZ-740
Installazione di canne cilindro e pulsanti guida.
Gli O-ring superiori devono essere installati sulle canne dei cilindri senza torsioni e stiramenti eccessivi.
Prima di installare le bussole nel blocco, è necessario applicare grasso di tipo TsIATIM sugli smussi di entrata del blocco e delle maniche. I manicotti devono essere inseriti con cura nell'unità a mano, evitando che gli o-ring sporgenti dalle scanalature vengano tagliati.
Sull'estremità superiore non funzionante di ciascun manicotto sul lato rivolto verso la ventola, è necessario inserire il numero del cilindro.
Le guide dei pulsanti devono arrivare al gruppo completo di pulsanti. Tutte le guide e i pulsanti installati su un motore devono avere le dimensioni secondo il disegno o la riparazione di lavoro. Le guide devono essere installate sui perni del blocco cilindri e imbullonate. La coppia di serraggio dei bulloni deve essere di 7,5-9,5 kgf-m.
Montaggio e installazione di un albero a camme. L'albero a camme deve essere assemblato con l'alloggiamento del cuscinetto e gli ingranaggi. Prima di eseguire il montaggio con l'alloggiamento del cuscinetto, il perno di supporto posteriore dell'albero e il manicotto dell'alloggiamento devono essere puliti con un tovagliolo e ingrassati con olio motore pulito.
Premere l'ingranaggio, preriscaldato a una temperatura di (100 ± 10) ° С, sul perno dell'albero fino in fondo. Il gioco tra l'ingranaggio e l'alloggiamento del cuscinetto deve essere 0,25-0,30 mm.
Quando si installa l'albero a camme nel blocco cilindri, lubrificare le boccole dei cuscinetti e i perni del giornale con olio motore pulito. L'albero a camme deve essere installato con cura; non sono ammessi danni alle superfici di lavoro delle boccole.
Montaggio e installazione dell'albero motore. Prima del montaggio, è necessario soffiare con cura l'albero motore con aria compressa. Nella cavità dell'albero, premere ed espandere i tappi e inserire un cacciavite nel canale dell'olio dell'estremità anteriore, come mostrato nella Fig. 2. La profondità della faccia terminale del cacciavite dall'estremità dell'albero deve essere di almeno 56,5 mm. La coppia di serraggio del cacciavite deve essere di 5-6 kgf-m. Controllare la tenuta dei tappi testando le cavità con gasolio a una pressione di 2 kgf / cm2. La perdita di carburante è consentita non più di 20 g / min per un tappo. Dopo aver controllato, per rimuovere il carburante, è necessario far saltare i canali e le cavità dell'albero. È consentito controllare la tenuta dei tappi con olio ad una temperatura di 40-50 ° C a una pressione di 10 kgf / cm2; la perdita d'olio per un tappo non deve essere superiore a 20 g / min. La reinstallazione di spine usate non è consentita.

Fig. 1. Giunti della testata e del rivestimento, testata e blocco cilindri del motore KamAZ: 1 - anello di supporto; 2 - guarnizione testata; Testata a 3 cilindri; 4 - guarnizione della testa di gomma; Blocco a 5 cilindri; 6 - anello di tenuta del manicotto; 7 maniche

Fig. 2. Installazione dei tappi per i canali dell'albero motore: 1 - contrappeso anteriore; Azionamento della pompa dell'olio a 2 marce; 3-cap; 4 maniche; Cacciavite a 5 tappi
I perni di montaggio devono essere premuti nell'albero motore in modo che il perno sull'estremità anteriore dell'albero sporga di 7 mm e la parte posteriore di 10 mm.
Riscaldare gli ingranaggi e le bilance prima di premere a una temperatura di 105 ° C. Premendo fino all'arresto. I contrappesi sono realizzati con uno squilibrio di 13.500 g-cm rispetto all'asse del foro con la direzione di azione lungo l'asse di simmetria del contrappeso. La deviazione da un determinato squilibrio non deve superare i 15 gf-cm in nessuna direzione.
Le dimensioni dei gusci dei cuscinetti principali devono corrispondere alle dimensioni dei colli dell'albero motore e alle sedi nel blocco cilindri. Prima di installare l'albero a gomiti nel blocco, la superficie di lavoro dei gusci dei cuscinetti principali e le guide principali deve essere lubrificata con olio motore pulito. Installare i semianelli assiali dell'albero motore negli incavi del cuscinetto principale posteriore in modo che i lati con le scanalature siano adiacenti alle estremità assiali dell'albero. Stringere i bulloni del cappuccio del cuscinetto principale secondo le istruzioni fornite nelle specifiche tecniche per la riparazione del postcombustore.
Installazione di ingranaggi di distribuzione. Gli ingranaggi devono essere installati sulle etichette, come mostrato in fig. 78. Serrare i bulloni dell'asse dell'ingranaggio conduttore della trasmissione dell'albero a camme al blocco in due fasi (preliminare e finale) con una coppia di 5,0-6,2 kgf-m. Serrare il bullone di montaggio del cuscinetto del rullo del pignone dell'albero a camme a 9-10 kgf-m.
Il gioco circonferenziale nell'innesto degli ingranaggi di distribuzione quando il motore è in condizioni di lavoro dovrebbe essere 0,1-0,3 mm. Misurare il gioco circonferenziale con una sonda in tre punti (almeno).
Montaggio e installazione dell'alloggiamento del volano. Il basamento è assemblato con un alloggiamento del cuscinetto anteriore e un manicotto per l'estremità posteriore dell'albero motore. Prima di installare il basamento, il blocco cilindri lungo il perimetro della guarnizione del basamento del volano può essere lubrificato con uno strato sottile di constalin UT-2 o con lubrificanti 1-13, TsIATIM -201. Stringere i bulloni dell'alloggiamento del volano con una coppia di 9-11 kgf-m.
L'eccentricità radiale del diametro di atterraggio e l'estremità assiale dell'alloggiamento del volano sotto l'alloggiamento della frizione rispetto all'asse dell'albero motore non devono superare 0,4 mm.
Montaggio e installazione del pistone con un dito e una biella. Un pistone con un dito e una biella viene assemblato dopo aver riscaldato il pistone a 80 -) (10 ° C.Il foro nella biella sotto il dito e il dito stesso devono essere liberamente lubrificati con olio motore. Il dito viene installato a mano (non è consentito premere).
Gli incavi per le valvole sul pistone e le scanalature per i baffi delle camicie sulla biella devono essere posizionati in una direzione. Gli anelli di sicurezza del perno del pistone devono bloccarlo saldamente nel pistone contro il movimento assiale.
Sul cappuccio della biella, è necessario eliminare il numero di serie del cilindro, avendo precedentemente verificato l'accoppiamento del cappuccio con la biella.
Installare gli anelli di compressione e raschiaolio sul pistone usando uno strumento speciale. Installare l'anello raschiaolio in serie: inserire innanzitutto l'espansore a molla nella scanalatura, quindi inserire l'anello in modo che il giunto di espansione sia ad un angolo di 180 ° rispetto al blocco dell'anello.

Fig. 3. Installazione degli ingranaggi di distribuzione: 1 - trasmissione; 2,3 - ingranaggi intermedi; 4 - un ingranaggio dell'albero a camme; Pompa del carburante a 5 marce
Quindi installare l'anello di compressione rivestito con Mplia ^ e, l'ultimo, l'anello di compressione rivestito con cromo. Blocca gli anelli adiacenti per separarli in direzioni opposte.
Installare i kit con pistone e gruppo anelli sul motore in base ai numeri di cilindro stampati sul coperchio della biella. La numerazione dei cilindri è mostrata in fig. 4. Quando si installa il pistone nel manicotto, le rientranze sotto le valvole sul pistone devono essere sfalsate più vicine all'asse dell'albero motore.
Lo spazio totale tra le estremità delle teste inferiori delle bielle e le guance dell'albero motore (gioco assiale) dovrebbe essere di almeno 0,15 mm. La sporgenza del fondo del pistone sopra la spalla del rivestimento deve essere compresa tra 0,5 e 0,7 mm.
I bulloni che fissano i cappelli delle bielle devono essere serrati con un'estensione di 0,25-0,27 mm.
Montaggio e installazione di un volano. Il volano deve essere assemblato con una corona dentata e un manicotto di installazione. Durante l'installazione sul volano, il cerchione dentato deve essere riscaldato a una temperatura di 230 ° C. Il manicotto di montaggio deve essere assemblato con il collare dell'albero di entrata e premuto nel volano fino a quando si ferma.
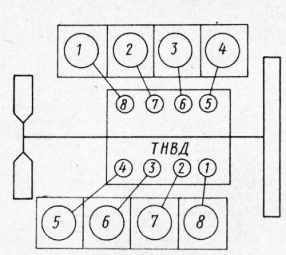
Fig. 4. Lo schema della numerazione dei cilindri del motore KamAZ e la posizione delle sezioni della pompa di iniezione
Fig. 5. Gruppo volano motore KamAZ: 1 - corona dentata; 2 - volano; 3 - un anello persistente; 4 - manicotto di installazione; 5 - un epiploon di un albero primario di una trasmissione
Prima di installare il volano sul motore, premere il cuscinetto dell'albero di ingresso del cambio nel foro all'estremità posteriore dell'albero motore e inserire 15 g di grasso n. 153. Stringere i bulloni di montaggio del volano in sequenza in due fasi (preliminare e finale) con una coppia di 15-17 kgf-m. L'eccentricità della superficie di lavoro del volano e della superficie del rullo vicino sotto il coperchio della frizione, misurata ai diametri massimi rispetto all'asse dell'albero motore, non deve superare 0,25 mm.
Montaggio e installazione di testate. La testa del cilindro deve essere accuratamente soffiata con aria compressa prima del montaggio. L'anello di supporto del giunto del gas dopo l'installazione nella testa deve essere piegato con una forza di 4500 kgf. La sporgenza del piano dell'anello dalla testa dopo la crimpatura dovrebbe essere 0,122-0,230 mm. La differenza di misurazione per una testa non deve superare 0,08 mm. La sporgenza dell'anello del giunto del gas non deve presentare sbavature o intaccature.
La sede della valvola deve essere ermetica. Prova di tenuta con aria secca ad una pressione di 1,5 kg / cm2. La perdita d'aria consentita non deve superare 3,6 cm / min. Le valvole devono essere fissate saldamente con i cracker.
Prima di installare la testata, il piano di interfaccia del blocco e la testata, nonché la guarnizione, devono essere puliti e soffiati con aria compressa. Gli o-ring di gomma della testata devono essere installati con il lato piatto rivolto verso il blocco cilindri. La testata deve adattarsi liberamente ai perni di riferimento senza impatto. Le filettature dei bulloni della testata devono essere lubrificate con uno strato sottile di grasso di grafite. I bulloni sono serrati nella sequenza mostrata in fig. 81. I bulloni devono essere serrati in almeno tre fasi: 1 ° - 4 kgf-m; 2 ° - 124-15; 3 ° - 19-Н21 kgf-m (valori limite).

Fig. 6. L'ordine di inalazione di bulloni di fissaggio di una testa del cilindro del motore KamAZ
K Categoria: - Manutenzione auto
Ogni testa del blocco Kamaz-740 è montata su due perni di posizionamento, premuta nel blocco cilindri e fissata con quattro bulloni in acciaio legato.
Uno dei perni di posizionamento funge contemporaneamente da mozzo per l'alimentazione dell'olio per lubrificare i bilancieri. La manica è sigillata con anelli di gomma.
Rispetto alla testa del motore 740.10, la testa del cilindro KamAZ-740 ha un foro più grande per scaricare l'olio motore da sotto il coperchio della valvola nella cavità dell'asta. Le finestre dei canali di ingresso e uscita si trovano sui lati opposti della testata.
Il canale di ingresso ha un profilo tangenziale per garantire un movimento di rotazione ottimale della carica d'aria, che determina i parametri del processo di lavoro e le prestazioni ambientali del motore, quindi non è consentita la sostituzione con le testate del motore 740.10.
Le sedi delle valvole in ghisa e le guide delle valvole in metallo ceramico vengono pressate nella testata del Kamaz-740. Le sedi delle valvole hanno una maggiore interferenza rispetto alle sedi del motore 740.10 e sono fissate con un bordo tagliente.
La sede di uscita e la valvola sono profilate per offrire una minore resistenza alle emissioni di scarico. L'uso di una valvola di scarico 740.10 non è raccomandato.
Il giunto "testata - camicia" Kamaz-740 (giunto a gas) è sfoderato. Un anello di tenuta in acciaio viene premuto nella scanalatura alesata sul piano inferiore della testa.
Attraverso questo anello, la testata Kamaz-740 è montata sul colletto della manica. La tenuta della guarnizione è garantita da una lavorazione ad alta precisione delle superfici di accoppiamento dell'anello di tenuta e del rivestimento del cilindro.
L'anello di tenuta ha inoltre un rivestimento di piombo per compensare le microstrutture delle superfici di tenuta.
1 - testata, guarnizione 2 testata, bullone testata 3, coperchio testata 4, bullone testata 5, guarnizione 6 ugelli, guarnizione tenuta gas 7, valvola di aspirazione 8, sede 9 valvola, 10 - boccola guida valvola, 11 - rondella delle molle delle valvole, 12 - molle delle valvole esterne ed interne, 13 - piastra delle molle delle valvole, 14 - piastra della bobina della valvola, 15 - cracker della valvola, manicotto a 16 guarnizioni, 17 - valvola di aspirazione
Il meccanismo della valvola e l'ugello si trovano nelle testate. Il meccanismo della valvola della testa è chiuso da un coperchio in alluminio sigillato da una guarnizione. Le sedi delle valvole in ghisa e le guide delle valvole in metallo-ceramica si annoiano dopo essere state premute nella testa.
Ogni testa è fissata al blocco cilindri con quattro bulloni. Per evitare una violazione della tenuta del giunto del gas, i bulloni vengono serrati a croce in tre passaggi.
I canali di ingresso e uscita si trovano sui lati opposti della testa. Quando si guarda il motore da un lato, le valvole di aspirazione delle teste sono a destra e le valvole di scarico sono a sinistra.
Il canale di ingresso ha un profilo tangenziale, fornendo movimento di aria vortice nel cilindro, migliorando la formazione della miscela e accelerando il processo di combustione del carburante iniettato. La presa dell'ugello si trova sul lato della valvola di scarico ad un angolo rispetto all'asse del cilindro.
Smontaggio della testa del blocco motore
Per rimuovere la testata è necessario abbastanza spesso. Almeno ogni 40-50 mila chilometri. Quindi il motore KamAZ è progettato strutturalmente. La causa sta perdendo liquido refrigerante o olio. Lo smontaggio della testata sarà necessario anche per riparare il gruppo pistone o il meccanismo di distribuzione del gas.
Diamo uno sguardo dettagliato e dettagliato al processo di smantellamento della testa del blocco motore KamAZ 740.
1. Scaricare almeno la metà del volume del liquido di raffreddamento dal sistema di raffreddamento.
2. Per smontare le testate di alcuni cilindri, sarà necessario smontare il serbatoio di espansione del refrigerante e il compressore.
3. Rimuovere i collettori di aspirazione e di scarico e svitare tutti i tubi di alimentazione del carburante che interferiscono.
4. Spegniamo un bullone di fissaggio di una copertura di una testa del blocco con una chiave su 13.

5. Rimuovere il coperchio e la guarnizione.
 6. Se è necessario rimuovere solo una testa, sarà necessario rimuovere il coperchio dalla testa del blocco adiacente in modo che la sua sporgenza non interferisca con lo smantellamento.
6. Se è necessario rimuovere solo una testa, sarà necessario rimuovere il coperchio dalla testa del blocco adiacente in modo che la sua sporgenza non interferisca con lo smantellamento.
 7. Per smontare la testata del quarto e ottavo cilindro, è necessario svitare i dadi che fissano le molle della cabina con una chiave 17 e portarli lateralmente insieme agli ammortizzatori.
7. Per smontare la testata del quarto e ottavo cilindro, è necessario svitare i dadi che fissano le molle della cabina con una chiave 17 e portarli lateralmente insieme agli ammortizzatori.
 8. È preferibile fissare le aste del meccanismo di distribuzione del gas, ad esempio, collegandole per evitare di cadere nel pallet quando si rimuove la testata.
8. È preferibile fissare le aste del meccanismo di distribuzione del gas, ad esempio, collegandole per evitare di cadere nel pallet quando si rimuove la testata.

9. Svitare i quattro bulloni che fissano la testa al blocco con una chiave a bussola o chiave a bussola a 19.
 10. Rimuovere la testa del blocco facendo leva con una spatola di montaggio e contemporaneamente oscillandola inserendo i bulloni di fissaggio dell'argano nel foro.
10. Rimuovere la testa del blocco facendo leva con una spatola di montaggio e contemporaneamente oscillandola inserendo i bulloni di fissaggio dell'argano nel foro.
11. La testa deve essere pulita da sporco e depositi di carbonio. Successivamente, sostituire i tre o-ring ("botti") dei fori dell'acqua.
 Gli O-ring sono inclusi nel kit di riparazione per articoli meccanici in gomma della testa del blocco motore KamAZ 740. Nel vocabolario del vocabolario degli automobilisti c'è il loro nome: un barilotto.
Gli O-ring sono inclusi nel kit di riparazione per articoli meccanici in gomma della testa del blocco motore KamAZ 740. Nel vocabolario del vocabolario degli automobilisti c'è il loro nome: un barilotto.

12. Mettere un nuovo anello di tenuta sul manicotto del canale dell'olio.
 13. Installare una nuova guarnizione della testata sul blocco motore e posizionare le aste in posizione.
13. Installare una nuova guarnizione della testata sul blocco motore e posizionare le aste in posizione.
 14. Sostituire la testa del blocco. I bulloni della testata devono essere serrati trasversalmente in tre fasi.
14. Sostituire la testa del blocco. I bulloni della testata devono essere serrati trasversalmente in tre fasi.
La coppia di serraggio finale dei bulloni della testa del blocco motore KamAZ 740 è di 16-18 kgf * m.

Kit di riparazione guarnizioni testate motore RTI
Il kit è composto da:
1.740.1003 040 O-ring, canale dell'olio - 16 pz.
2. 740.1003 214-04 O-ring (testata) "barrel", installato nei fori dei canali del refrigerante - 24 pz.
3. 740.1003 213-26 Testata guarnizione guarnizione cilindro - 8 pz.
4. 740.1003270 Guarnizione, guarnizione del coperchio della testata - 8 pz.

Le guarnizioni della testata possono essere vecchie e nuove.

Vecchia guarnizione della testata

Riparare la testata del motore
Data l'intercambiabilità delle testate del blocco motore KamAZ 740, è preferibile effettuare una riparazione per sostituire la testata con una nuova.
Se necessario, le riparazioni vengono spesso eseguite:
- Sostituzione delle sedi delle valvole.
- Elaborazione sede - valvole di lappatura.
- Sella noiosa .
- Recupero dell'aereo
Meccanismo di avviamento dei motori KamAZ 740.11-240, 740.13-260, 740.14-300
Albero motore dei motori KamAZ 740.11-240, 740.13-260, 740.14-300
albero a gomiti (vedi fig.) è realizzato in acciaio inossidabile e ha cinque colli principali e quattro di biella, temprati dall'HDTV, che sono collegati da guance e si accoppiano con essi da filetti di transizione. Per un'alternanza uniforme delle corse di lavoro, i perni della biella dell'albero motore sono disposti ad un angolo di 90 °.
albero a gomiti : 1 - contrappeso dell'albero motore anteriore; 2 - contrappeso dell'albero motore posteriore; Pompa olio per trasmissione a 3 marce; 4 - una trasmissione ad ingranaggi di un meccanismo di distribuzione del gas; 5.6 - chiave; 7 pin; 8 - ugello; 9 - fori di alleggerimento; 10 - fori per la fornitura di olio nei colli principali; 11 - fori per fornire olio ai perni della biella .
Due bielle sono fissate a ciascun perno di manovella. biella: uno per la destra e uno per la fila di cilindri a sinistra ( Biella ).
L'alimentazione di olio ai perni delle bielle è effettuata dai fori dei perni principali 10 mediante fori diritti 11.
Per bilanciare le forze di inerzia e ridurre le vibrazioni, l'albero a gomiti ha sei contrappesi, stampati contemporaneamente con le guance dell'albero a gomiti. Oltre ai contrappesi principali, vi sono altri due contrappesi rimovibili 1 e 2, premuti sull'albero, mentre la loro posizione angolare rispetto all'albero motore è determinata dai tasti 5 e 6 ( fig. albero a gomiti ).
Il cuscinetto a sfere 5 viene premuto nel foro del gambo dell'albero motore ).

Un ugello 8 è avvitato nella cavità della punta anteriore dell'albero a gomiti, attraverso il foro del manometro di cui il rullo di presa di forza scanalato è lubrificato sull'azionamento della frizione idraulica.
Da spostamenti assiali, l'albero motore è fissato da due semianelli superiori e due semianelli inferiori 2 ( Fig. Installazione di semianelli persistenti e gusci di cuscinetti dell'albero motore ) installato nelle scanalature del supporto principale posteriore del blocco cilindri, in modo che il lato con scanalature sia adiacente alle estremità di spinta dell'albero. Sulle calze anteriori e posteriori dell'albero motore ( fig. albero a gomiti ) Sono installati l'ingranaggio 3 della trasmissione dell'olio della pompa e l'ingranaggio di trasmissione 4 della trasmissione dell'albero a camme. L'estremità posteriore dell'albero a gomiti ha otto fori filettati per i bulloni del volano, la punta anteriore dell'albero a gomiti ha otto fori per il fissaggio dell'ammortizzatore di vibrazioni.
La tenuta dell'albero motore viene eseguita con un manicotto di gomma 8 ( Fig. Installazione del volano e della tenuta dell'albero motore ), con un ulteriore elemento di tenuta - antera 9. Il bracciale è posizionato nell'alloggiamento del volano 4. Il bracciale è realizzato in fluoruro di gomma secondo la tecnologia di formazione del bordo di tenuta di lavoro direttamente nello stampo.
I diametri dei colli dell'albero motore: radicale 95 ± 0,011 mm. biella 80 ± 0,0095 mm.
Per il recupero motore KamAZ Sono fornite otto dimensioni del rivestimento di riparazione. La designazione dei gusci dei cuscinetti dell'albero motore, il diametro del collo principale dell'albero motore, il diametro del foro nel blocco cilindri per questi gusci sono indicati nell'Appendice 1.
La designazione delle camicie della testa della biella inferiore, il diametro del collo della biella dell'albero motore, il diametro dei fori nella testa della biella inferiore per queste camicie sono mostrati nell'Appendice 2.
Le boccole 7405.1005170 P0, 7405.1005171 P0, 7405.1005058 P0 vengono utilizzate per ripristinare il motore senza rettificare l'albero motore. Se necessario, i perni dell'albero motore sono lucidati. Le tolleranze sui diametri dei colli dell'albero motore, i fori nel blocco cilindri e i fori nella testa inferiore della biella durante la riparazione del motore devono essere uguali alle dimensioni nominali del nuovo motori.
Cuscinetti principali e bielle dei motori KamAZ 740.11-240, 740.13-260, 740.14-300
indigeno e biella cuscinettirealizzato con nastro d'acciaio rivestito con uno strato di bronzo al piombo spesso 0,3 mm, uno strato di lega di piombo-stagno da 0,022 mm di spessore e uno strato di stagno di 0,003 mm di spessore. Top 3 ( Fig. Installazione di semianelli persistenti e gusci di cuscinetti dell'albero motore ) e inferiore 4 fodere indigene cuscinettonon intercambiabile. Nel rivestimento superiore è presente un foro per la fornitura di olio e una scanalatura per la sua distribuzione. Entrambe le camicie 4 della testa inferiore della biella sono intercambiabili.
Da tornitura e spostamento laterale, le fodere sono fissate dalle sporgenze (baffi) incluse nelle scanalature fornite nei letti dell'unità, coperture cuscinetto e nei letti delle bielle. I liner presentano differenze strutturali volte ad aumentare le loro prestazioni durante la forzatura motore turbocompressore, cambiando la marcatura delle camicie su 7405.1004058 (biella), 7405.1005170 e 7405.1005171 (indigeni).
Pertanto, quando si eseguono riparazioni, non è consigliabile sostituire le guaine con quelle seriali con la marcatura 740.100 .., poiché ciò ridurrà significativamente la risorsa motore.
Installazione di semianelli persistenti e camicie di cuscinetti dell'albero motore: 1 - semianello dei cuscinetti reggispinta dell'albero motore; 2 - anello inferiore del cuscinetto reggispinta dell'albero motore; 3 - guscio del cuscinetto superiore dell'albero motore; 4 - guscio inferiore dell'albero motore; Blocco a 5 cilindri; 6 - il coperchio posteriore del cuscinetto dell'albero motore; 7 - un albero a gomito.
Coperture dei cuscinetti principali dei motori KAMAZ 740.11-240, 740.13-260, 740.14-300
Copertine cuscinetti principali (Fig. Installazione dei cappelli dei cuscinetti dell'albero motore ) sono realizzati in ferro duttile del marchio VCh50. I coperchi sono fissati con l'aiuto di bulloni di accoppiamento verticali e orizzontali 3, 4, 5, che vengono serrati secondo un determinato schema con una coppia regolata.

Installazione dei cappelli dei cuscinetti dell'albero motore: 1. Cappuccio del cuscinetto dell'albero motore; 2. Albero a gomito; 3. Bullone di fissaggio; 4. Bullone di fissaggio del giunto di una copertura del cuscinetto sinistra; 5. Un bullone di fissaggio del giunto di una copertura del cuscinetto destro; 6. Rondella 7. Blocco.
La biella dei motori KamAZ 740.11-240, 740.13-260, 740.14-300
Biella (vedi foto.)acciaio, forgiato, asta 1 ha sezione a I. La testa superiore della biella è monopezzo, quella inferiore è realizzata con un connettore diritto e piatto. Biellainfine processato completo di coperchio 2, quindi i coperchi delle bielle non sono intercambiabili.
Una boccola in acciaio-bronzo 3 viene premuta nella testa superiore della biella, mentre nella parte inferiore sono installate le camicie sostituibili 4. Il coperchio della testa della biella inferiore è fissato con i dadi 6, avvitati sui bulloni 5, precedentemente premuti nell'albero della biella. I bulloni della biella sono serrati secondo lo schema definito nell'Appendice 8. I segni di accoppiamento sono applicati sul coperchio e sulla biella della biella - numeri di serie a tre cifre. Inoltre, il numero di serie del cilindro viene eliminato sul coperchio della biella.
Biella
Volano dei motori KAMAZ 740.11-240, 740.13-260, 740.14-300
volano 1 (vedi foto . volano ) fissato con otto bulloni 7 ( ), realizzato in acciaio legato con una testa a dodici teste, all'estremità posteriore dell'albero a gomiti e fissato con precisione con due perni 10 e un manicotto di installazione 3 ( vedi foto . volano ).

volano
Installazione del volano e della tenuta dell'albero motore: 1 - volano; 2 - blocco cilindri; 3 - un albero a gomito; 4 - alloggiamento del volano; 5 - un cuscinetto di un albero primario di una trasmissione; 6 - rondella; 7 - bullone di montaggio del volano; 8 - una cuffia di consolidamento di un albero a gomito; 9 - polsino di stivale; 10 - un perno che regola un volano.
Al fine di evitare danni alla superficie volano una rondella 6 è installata sotto le teste dei bulloni ( Fig. Installazione dei manicotti del volano e della tenuta dell'albero motore ). L'ampiezza delle coppie di serraggio dei bulloni di montaggio del volano è illustrata nell'appendice 8. Un anello dentato 2 viene premuto sulla superficie cilindrica lavorata del volano, con cui l'ingranaggio di avviamento si innesta all'avvio del motore ( vedi foto . volano ).
Quando si eseguono lavori di regolazione per impostare l'angolo di attacco dell'iniezione di carburante e i valori delle distanze termiche nelle valvole volano riparato con un fermo ( Fig. Posizioni della manopola di blocco del volantino ).

Posizioni dell'impugnatura del fermo del volano: a) - durante il funzionamento; b) - durante la regolazione, in impegno con il volano.
Inoltre, il design presenta le seguenti principali differenze rispetto al seriale:
- l'angolo della scanalatura sotto il fermo sulla superficie esterna del volano è stato modificato;
- il diametro del foro viene aumentato per accogliere la rondella sotto i bulloni del volano.
considerato motori KamAZpuò essere equipaggiato con vari tipi di frizioni. su fig. volano viene mostrato il volantino per frizione a diaframma.
Smorzatore di vibrazioni torsionale dei motori KamAZ 740.11-240, 740.13-260, 740.14-300
Ammortizzatore di torsione fissato con otto bulloni 2 ( fig. Installazione di uno smorzatore di vibrazioni torsionale ) sulla punta anteriore albero a gomiti . Al fine di evitare danni alla superficie del corpo della serranda, una rondella 5 è installata sotto i bulloni. estintoreè costituito da un alloggiamento (vedi figura) in cui è installato un volano con gioco. All'esterno, il corpo della serranda è coperto da un coperchio. La tenuta è assicurata dal rotolamento (saldatura) alla giunzione del corpo della serranda e del coperchio. Tra il corpo della serranda e il volano è presente un fluido siliconico altamente viscoso dosato prima di riempire il coperchio.
L'ammortizzatore è centrato da una rondella saldata al corpo ( fig. Smorzatore di vibrazioni torsionale ). Lo smorzamento delle vibrazioni torsionali dell'albero motore si verifica frenando il corpo della serranda, montato sulla punta dell'albero motore, rispetto al volano in un ambiente di fluido siliconico. In questo caso, l'energia di frenata viene rilasciata sotto forma di calore. Durante i lavori di riparazione, è severamente vietato deformare la custodia e il coperchio della serranda. La serranda con corpo o coperchio deformati non è adatta per un ulteriore utilizzo.

Installazione di uno smorzatore di vibrazioni torsionale dell'albero motore: 1 - smorzatore; 2 - bullone della serranda; 3 - giunto per presa di forza; 4 - un bullone di accoppiamento; 5 - rondella; 6 - un albero a gomito; 7 - blocco cilindri

Smorzatore di vibrazioni torsionale
Il pistone dei motori KAMAZ 740.11-240, 740.13-260, 740.14-300
pistone 1 ( ) fuso in lega di alluminio con un inserto di ghisa resistente all'usura sotto l'anello di compressione superiore.

Nella testa pistone realizzato con camera di combustione toroidale con un dislocatore nella parte centrale, è sfalsato rispetto all'asse pistone5 mm di distanza dalle scanalature sotto le valvole.
La superficie laterale è una complessa forma a botte ovale con un eufemismo nell'area dei fori sotto il perno del pistone. La gonna è rivestita di grafite.
Nella parte inferiore è presente una scanalatura che elimina il contatto tra il pistone e l'ugello di raffreddamento quando si trova nella posizione corretta.
pistone Si completa con tre anelli, due compressori e uno raschiaolio. La sua caratteristica distintiva è la distanza ridotta dal fondo all'estremità inferiore della scanalatura superiore, che è di 17 mm. su motori KamAZ Al fine di garantire il risparmio di carburante e le prestazioni ambientali, viene applicata la selezione selettiva dei pistoni per ciascun cilindro in base alla distanza dall'asse del perno del pistone al fondo. Secondo il parametro specificato, i pistoni sono divisi in quattro gruppi 10, 20, 30 e 40. Ogni gruppo successivo differisce dal precedente per 0,11 mm.
il pezzi di ricambio vengono forniti pistoni della massima altezza, pertanto, al fine di evitare possibili contatti tra loro e le testate in caso di sostituzione, è necessario controllare il gioco del pistone. Se lo spazio tra il pistone e la testata dopo aver stretto i bulloni del suo fissaggio è inferiore a 0,87 mm, è necessario tagliare il fondo del pistone di una quantità mancante a questo valore. pistoni 740 motori.11, 740.13 e 740.14 differiscono l'uno dall'altro sotto forma di scanalature per la compressione superiore e gli anelli raschiaolio. (vedi sezioni anelli di compressione e raschiaolio). Installazione di pistoni da motori KAMAZ 740.10 e 7403.10 non sono ammessi. È consentita l'installazione di pistoni con fasce elastiche 740 motori.13 e 740.14 sul motore 740.11. io
Pistone biella
Pistone con biella ( fig. Gruppo pistone con anelli con biella ) sono collegati da un dito 3 di tipo flottante, il suo movimento assiale è limitato da anelli di sicurezza 6. Il dito è realizzato in acciaio al cromo-nichel, il diametro del foro è di 22 mm. L'uso delle dita con un foro di 25 mm è inaccettabile, in quanto interrompe il bilanciamento del motore.
Anelli di compressione dei motori KamAZ 740.11-240, 740.13-260, 740.14-300
Anelli di compressione (fig. Gruppo pistone con anelli con biella ) sono realizzati ad alta resistenza e raschiaolio di ghisa grigia. su motore 740.11 forma della sezione trasversale anelli di compressione trapezio unidirezionale, durante l'installazione, l'estremità inclinata con il segno "top" deve trovarsi sul lato inferiore del pistone. su 740 motori.13 e 740.14 l'anello di compressione superiore ha la sezione trasversale di un trapezio a doppia faccia con un campione all'estremità superiore, che dovrebbe trovarsi sul lato inferiore del pistone.
Pistone con biella e gruppo anelli: 1 - pistone; 2 - anello raschiaolio; 3 - un dito del pistone; 4, 5 - anelli di compressione; 6 - un anello di blocco.
La superficie di lavoro dell'anello di compressione superiore 4 è rivestita di molibdeno e ha una forma a botte. Chrome viene applicato sulla superficie di lavoro della seconda compressione 5 e degli anelli raschiaolio 2. La sua forma sul secondo anello è un cono con una inclinazione verso il fondo, secondo questa caratteristica l'anello è chiamato "minuto". Gli anelli minuti vengono utilizzati per ridurre il consumo di olio per i rifiuti, la loro installazione nella scanalatura superiore non è consentita.
Anello raschiaolio dei motori KAMAZ 740.11-240, 740.13-260, 740.14-300
Anello raschiaolio a scatola con un espansore a molla con passo variabile delle spire e superficie esterna lucidata. La parte centrale dell'espansore con un passo più piccolo di giri quando installato sul pistone dovrebbe trovarsi nella serratura ad anello. su motore modello 740 .11 altezza dell'anello - 5 mm e oltre 740 motori.13 e 740.14 altezza anello 4 mm.
installazione fasce elastiche da altri modelli motori KAMAZ può portare ad un aumento del consumo di petrolio per i rifiuti.
Per escludere la possibilità di utilizzare parti non intercambiabili del gruppo cilindro-pistone durante i lavori di riparazione, si consiglia di utilizzare kit di riparazione:
- 7405.1000128-42 - per il motore 740.11-240;
- 740.13.1000128 e 740.30-1000128 - per motori 740.13-260 e 740.14-300.
Il kit di riparazione include:
- il pistone;
- fasce elastiche;
- perno del pistone;
- fasce elastiche del pistone;
- rivestimento del cilindro;
- canne dei cilindri.
Iniettori per motori di raffreddamento KAMAZ 740.11-240, 740.13-260, 740.14-300
Ugelli di raffreddamento (fig. Installazione dell'ugello di raffreddamento del pistone e del rivestimento ) sono installati nel basamento del blocco cilindri e forniscono olio dalla linea di olio principale quando raggiunge una pressione di 0,8 - 1,2 kg / cm2 (la valvola situata in ciascuno degli ugelli è regolata su questa pressione) nella cavità interna pistoni.
Durante il montaggio motore KamAZ è necessario controllare la corretta posizione del tubo getti rispetto al rivestimento del cilindro e pistone. Il contatto con il pistone non è permesso.
![]()
Fonte di informazioni Sito web: http: //www.avtokama.ru/files/teh/dvigatel1.html
Il motore a combustione interna ha strutturalmente un gran numero di parti di accoppiamento che presentano carichi significativi durante il funzionamento. Per questo motivo, il montaggio del motore è un'operazione responsabile e complessa, per il completamento con esito positivo del processo. L'operatività dell'intera unità di potenza dipende direttamente dall'affidabilità del fissaggio e dalla precisione dell'adattamento dei singoli elementi. Per questo motivo, il punto importante è l'implementazione accurata degli accoppiamenti di progettazione tra le superfici di accoppiamento o le coppie di attrito. Nel primo caso, stiamo parlando di fissare la testata al blocco cilindri, poiché i bulloni devono essere tirati con una forza rigorosamente definita e in una sequenza chiaramente definita.
Per quanto riguarda le coppie di sfregamento caricate, vengono richiesti maggiori requisiti per il fissaggio della biella e dei cuscinetti a strisciamento principali (cuscinetti principali e biella). Dopo la riparazione del motore durante il successivo assemblaggio dell'unità di potenza, è molto importante osservare la coppia di serraggio corretta per le fodere del motore principale e della biella. In questo articolo, esamineremo il motivo per cui è necessario stringere le camicie con uno sforzo rigorosamente definito e risponderemo anche alla domanda, qual è la coppia di serraggio dei cuscinetti principali e dei bielle.
Cosa sono i cuscinetti a strisciamento
Per una migliore comprensione del motivo per cui i rivestimenti dei motori devono essere serrati a un punto specifico, diamo un'occhiata alle funzioni e allo scopo di questi elementi. Per cominciare, questi cuscinetti radenti interagiscono con una delle parti più importanti di qualsiasi ICE -. In breve, il movimento alternativo nel cilindro viene convertito in movimento di rotazione proprio a causa dell'albero motore. Il risultato è una coppia che alla fine viene trasmessa alle ruote dell'auto.
L'albero a gomito ruota costantemente, ha una forma complessa, presenta carichi significativi ed è una parte costosa. Per massimizzare la durata dell'elemento nel progetto, vengono utilizzati biella e cuscinetti principali. Dato che l'albero a gomiti ruota, così come una serie di altre caratteristiche, vengono create condizioni per questa parte che minimizzano l'usura.
In altre parole, gli ingegneri hanno abbandonato la decisione di installare cuscinetti a sfera convenzionali o cuscinetti a rulli in questo caso, sostituendoli con cuscinetti principali e di biella. I cuscinetti principali sono utilizzati per le riviste principali dell'albero motore. Le guaine della biella sono installate al posto della biella con il collo dell'albero motore. Spesso i cuscinetti principali e di biella sono realizzati secondo lo stesso principio e differiscono solo per il diametro interno.
Per la fabbricazione di camicie vengono utilizzati materiali più morbidi rispetto a quelli da cui è realizzato l'albero motore stesso. Inoltre, i rivestimenti sono ulteriormente rivestiti con uno strato antifrizione. Nel punto in cui il rivestimento è accoppiato al collo dell'albero motore, il lubrificante (olio motore) viene fornito sotto pressione. La pressione specificata è fornita dalla pompa dell'olio. È particolarmente importante che vi sia uno spazio necessario tra il perno dell'albero motore e il cuscinetto scorrevole. La qualità di lubrificazione della coppia di sfregamenti dipenderà dalle dimensioni del divario, nonché dall'indicatore di pressione dell'olio motore nel sistema di lubrificazione del motore. Se il gioco aumenta, la pressione del lubrificante diminuisce. Di conseguenza, si verifica una rapida usura delle riviste dell'albero motore e di altri nodi caricati nel dispositivo ICE. Parallelamente, nel motore appare un colpo.
Aggiungiamo che un indicatore basso della pressione dell'olio (in assenza di altri motivi) è un segnale che è necessario rettificare l'albero motore e che le camicie stesse del motore devono essere cambiate tenendo conto delle dimensioni della riparazione. Per le fodere di riparazione è previsto un aumento dello spessore di 0,25 mm. Di norma, le dimensioni di riparazione sono 4. Ciò significa che il diametro del rivestimento di riparazione nell'ultima dimensione sarà 1 mm. inferiore allo standard.
I cuscinetti a strisciamento stessi sono costituiti da due metà in cui vengono realizzati speciali blocchi per una corretta installazione. Il compito principale è quello di creare uno spazio tra il perno dell'albero e la camicia, che è raccomandato dal costruttore del motore.
Di norma, viene utilizzato un micrometro per misurare il collo; il diametro interno dei cuscinetti della biella viene misurato con una pinza interna dopo il montaggio sulla biella. Inoltre, per la misurazione, è possibile utilizzare la striscia di controllo della carta, utilizzando un foglio di rame o un filo di plastica di controllo. La distanza minima per le coppie di sfregamenti dovrebbe essere di 0,025 mm. Un aumento del gioco a 0,08 mm è un motivo per portare l'albero a gomito alla dimensione di riparazione successiva.
Si noti che in alcuni casi, le camicie cambiano semplicemente in nuovi colli privi di albero motore. In altre parole, è possibile gestire solo sostituendo le fodere e ottenere lo spazio desiderato senza macinare. Si noti che specialisti esperti non raccomandano questo tipo di riparazione. Il fatto è che la risorsa di parti all'interfaccia è notevolmente ridotta anche quando lo spazio nella coppia di sfregamenti è normale. La causa è considerata come microdefetto, che rimane comunque sulla superficie del perno dell'albero in caso di rifiuto di macinazione.
Come serrare l'albero principale e i gusci dei cuscinetti

Pertanto, alla luce di quanto precede, diventa chiaro che la coppia di serraggio dei cuscinetti principali e di biella è estremamente importante. Ora passiamo al processo di compilazione stesso.
- Prima di tutto, nel letto dei colli di radice, sono installati gli inserti di radice. La fodera centrale è diversa dalle altre. Prima di installare i cuscinetti, il grasso di protezione viene rimosso, dopodiché viene applicato un po 'di olio motore sulla superficie. Successivamente, vengono messe le coperte dei letti, dopo di che viene eseguito il soffio. La coppia di serraggio deve essere quella consigliata per un particolare modello di propulsione. Ad esempio, per i motori sul modello VAZ 2108, questa cifra può variare da 68 a 84 N · m.
- Quindi, installare i cuscinetti della biella. Durante il montaggio, è necessario installare con precisione le coperture in posizione. Queste copertine sono contrassegnate, ovvero non è consentita la loro installazione arbitraria. La coppia di serraggio dei cuscinetti della biella è leggermente inferiore rispetto a quelli principali (l'indicatore è compreso tra 43 e 53 N · m). Per Lada Priora, i cuscinetti principali sono serrati con una forza di 68,31-84,38 e i cuscinetti della biella hanno una coppia di serraggio di 43,3-53,5.
Va aggiunto separatamente che la coppia di serraggio specificata comporta l'uso di nuove parti. Se stiamo parlando di un assemblaggio in cui vengono utilizzati pezzi di ricambio usati, la presenza di un allenamento o altri possibili difetti può portare a una deviazione dalla norma raccomandata. In questo caso, quando si serrano i bulloni, è possibile iniziare dalla barra superiore della coppia consigliata, che è indicata nel manuale tecnico.
Riassumendo
Sebbene la coppia di serraggio dei coperchi dei cuscinetti principale e dei cuscinetti delle bielle sia un parametro importante, molto spesso il valore della coppia non è indicato nel manuale tecnico generale per il funzionamento di un particolare veicolo. Per questo motivo, è necessario cercare separatamente i dati necessari nella letteratura speciale sulla riparazione e manutenzione di uno o un altro tipo di ICE. Questo deve essere fatto prima dell'installazione, il che consentirà di eseguire correttamente i lavori di riparazione, oltre a evitare possibili conseguenze.
È anche importante ricordare che in caso di inosservanza della forza consigliata durante il serraggio, possono sorgere problemi sia in caso di coppia insufficiente che nel serraggio dei bulloni. Un aumento del gioco comporta una bassa pressione dell'olio, urti e usura. Un gioco ridotto comporterà che nell'area di accoppiamento, ad esempio, vi è una forte pressione del rivestimento sul collo, che interferisce con l'albero a gomiti e può causarne il cuneo.
Per questo motivo, il serraggio viene eseguito utilizzando una chiave dinamometrica e tenendo conto di uno sforzo definito con precisione. Non dimenticare che la coppia di serraggio dei bulloni della biella e dei cappelli dei cuscinetti principali è leggermente diversa.
31. La designazione degli inserti del collo corrispondente, il diametro del letto nella biella è tracciato sul lato posteriore dell'inserto (testa sostituibile 19mm, chiave con quadrato di collegamento)
32. Lubrificare i gusci dei cuscinetti della biella e installarli nei cappucci della biella e nelle teste inferiori della biella. Lubrificare con olio M10G2K. Le sporgenze sulle guaine devono coincidere con le rientranze sul coperchio e sulla biella (contenitore dell'olio, spazzola)
33. Ruotare l'albero motore per impostare il primo perno di manovella nella posizione inferiore (leva).
34. Separare i blocchi degli anelli del pistone del pistone con il gruppo biella e anelli del primo cilindro di 180 gradi l'uno rispetto all'altro e installare il pistone con il gruppo biella e anelli nel cilindro corrispondente usando il mandrino. L'indice del pistone deve essere uguale all'indice del liner. I pistoni con un indice di 10, possono essere installati in qualsiasi manicotto. Quando si installano i pistoni, infilare sotto le valvole sul fondo del pistone per spostarsi verso il collasso del blocco cilindri. (invio per installazione pistone, martello di legno)
35. Installare il coperchio della biella sulla biella corrispondente e pre-fissare con bulloni e dadi. Con una coppia di serraggio di 29-31 Nm (2.9-3.1 kgf.m.), i segni di accoppiamento dei numeri sulla biella e sul suo coperchio dovrebbero essere gli stessi. La scanalatura sulla biella deve coincidere quando installata con i baffi di bloccaggio sul coperchio della biella (testa sostituibile 19mm., Chiave con quadro di collegamento, prolunga, coppia di serraggio modello 131M).
36. Ripetere i lavori 33, 34 per l'installazione sequenziale di pistoni con bielle e gruppo anelli in 8.2,7,3,4,5 e 6 cilindri.
36. Ruotare l'albero motore in modo che il primo perno della biella sia nella posizione inferiore. Il rapporto di numerazione deve essere tenuto dalla parte anteriore del blocco cilindri.
37. Stringere i bulloni della biella del primo perno della biella. Stringere i dadi a un'estensione delle viti della biella di 0,25-0,27 mm. Le viti della biella M13X 1.25 prodotte dal 1 ° luglio 1985 sono serrate con una coppia di serraggio di 120-130 Nm (12-13 kgf.m.) (testa intercambiabile da 19 mm, chiave con squadra di connessione, controllo allungamento estensione , presa di coppia 131M)
38. Controllare lo spazio tra le estremità della testa della biella inferiore e le guance dell'albero motore, il gioco deve essere di almeno 0,15 mm (set di sonde n. 2)
39. Ruotare il blocco cilindri in posizione orizzontale. (Stand)
40. Lubrificare la guarnizione della scatola del volano, installare la guarnizione usando il mandrino della scatola del volano sul blocco cilindri, Fig. 1.3.
Mandrino per l'installazione dell'alloggiamento del volano
1-mandrino
combinare i fori nel basamento, nella guarnizione e nel blocco, installare i bulloni e gli elementi di fissaggio con molle e rondelle piatte e avvolgerli, applicare grasso TsIATIM-201. Il valore della coppia di serraggio dei bulloni dell'alloggiamento del volano è di 90-110 N.m (9-11 kgf.m) (capacità, spazzola, spedizione, testa sostituibile 17 mm e 19 mm, chiave con quadro di collegamento, maniglia del modello di coppia 131M)
41. Installare il gruppo volano sul motore e allineare i fori per i bulloni di montaggio del volano. Installare il volano in modo che il perno di posizionamento sull'albero motore si inserisca nel foro del volano. (gru a travi, sospensione per l'installazione del volano.)
42. Installare e serrare i bulloni di fissaggio con i dispositivi di bloccaggio del volano e piegare i bordi delle piastre sull'orlo dei bulloni. L'entità della coppia di serraggio dei bulloni di montaggio è di 150-170 Nm (15-17 kgf.m) Le piastre di bloccaggio sono state installate sui motori fino al numero 75800 fino al febbraio 1979. (testa sostituibile 19 mm, chiave con quadro di collegamento, chiave dinamometrica modello PIM-1754, martello, scalpello)
43. Controllare il runout dell'estremità del volano rispetto all'asse dell'albero motore. La quantità di runout non deve essere superiore a 0,25 mm. Il runout si sostituisce al diametro massimo. (dispositivi con indicatore modello PRI-1P)
44. Installare l'albero di trasmissione del giunto del fluido.
45.Lubrificare la guarnizione del coperchio anteriore del blocco, applicare il lubrificante TsIOTIM-201 (capacità, spazzola)
46. \u200b\u200bInstallare la guarnizione e l'accoppiamento del fluido dell'azionamento della ventola con il coperchio anteriore del gruppo blocco sull'estremità anteriore del blocco cilindri e serrare i bulloni di montaggio con molle e rondelle piatte.
L'ampiezza della coppia di serraggio dei bulloni di montaggio M10 è 50-60 N.m (5-6 kgf.m), mentre i bulloni M12 sono 90-110 N.m (9-11 kgf.m) (gru a travi, sospensioni, teste intercambiabili 17.19 mm, chiave con quadro di collegamento, coppia di serraggio modello 130M)
47. Installare il gruppo aste di spinta del primo cilindro nello spintore di aste.
48. Installare la guarnizione della testata e la guarnizione di gomma Fig. 1.4.
Installazione della testata

A) giunto con un manicotto e un blocco cilindri
B) giunto con guarnizione combinata
B) - con un anello di giunto gas senza guarnizione su una camicia del cilindro di una costruzione a gas.
49. Installare la testata con il gruppo valvole sul blocco cilindri e serrare i bulloni con elementi di fissaggio con rondelle. Prima di avvolgere le filettature dei bulloni della testata, ingrassare con uno strato sottile di grasso di grafite. Prima di installare la testa del blocco, è necessario svitare le viti di regolazione del bilanciere di diversi giri. Fig. 1.5.
Sequenza di serraggio per i bulloni di montaggio del cilindro
Schema di serraggio dei bulloni della testata

Il valore della coppia di serraggio dei bulloni è 40-50N.m (4-5 kgf.m) (testa intercambiabile 19 mm, chiave con squadra di connessione, coppia di serraggio modello 131M, grasso di grafite (USSA) 3333-80, spazzola)
50. Ripetere i passaggi 47-49 per ciascun cilindro nel blocco cilindri.
51. Stringere infine i bulloni della testata in due fasi. Il valore della coppia di serraggio dei bulloni di montaggio per ricevere 120-150 N.m (12-15 kgf.m); per ricevere 160-180 N.m (16-18 kgf.m) (testa intercambiabile 19 mm, chiave dinamometrica PIM-1754)
52. Ruotare l'albero motore in modo che l'asta di ritegno del volano si inserisca nella scanalatura del volano e il segno “0” dell'ingranaggio dell'albero a camme sia nella posizione superiore. (Arm)
53. Installare l'ingranaggio condotto del gruppo pompa di iniezione con l'albero sul motore. Impostare la marcia in modo che il segno "0" della marcia condotta coincida con il segno di marcia simile
albero a camme.
54. Installare la guarnizione, il gruppo della sede del cuscinetto posteriore con un manicotto e serrare i bulloni di montaggio con rondelle elastiche. Il valore della coppia di serraggio dei bulloni è di 45-50 N.m (4,5-5,0 kgf.m) (testa intercambiabile 17mm, chiave con squadra di connessione, coppia di serraggio modello 131M, martello)
55. Estrarre il blocco dalla scanalatura del volano e ruotare l'albero a gomiti di 60 gradi nella direzione di rotazione, impostandolo in tal modo secondo la tabella 1.4. La rotazione del volano della distanza angolare tra due fori adiacenti sulle sporgenze corrisponde a una rotazione dell'albero a gomiti di 30 gradi.
Tabella 1.4
Regolazione della valvola
parametro
Il valore dei parametri nella posizione dell'albero motore
Angolo di rotazione
albero motore 600 2400 4200 6000
cilindri
regolamentato
valvole 1-5 4-2 6-3 7-8
56. Sforzo nei meccanismi delle valvole del primo e del quinto cilindro. Gioco: per la valvola di aspirazione 0,25-0,30 mm, per la valvola di scarico 0,35-0,40 mm Il valore di serraggio dei dadi delle viti di regolazione è 34-42 N.m (3,4-4,2 kgf.m)
Regolare le distanze termiche nel seguente ordine:
Verificare che la coppia di serraggio dei dadi dei montanti dei bracci dei cilindri regolabili sia serrata;
Controllare con uno spessimetro lo spazio tra le dita del bilanciere (Fig. 1.6.) E gli steli delle valvole del 1o e 5o cilindro. La sonda di 0,3 mm di spessore per l'ingresso e 0,4 mm per le valvole di scarico deve entrare con forza (le valvole anteriori della prima fila di cilindri sono in ingresso, la fila sinistra sono di scarico);
Controllo gioco valvole

Per installare il dispositivo per la regolazione degli spazi, se necessario, allentare il dado a vite, installare l'astina di livello nello spazio e ruotare la vite con un cacciavite, impostare lo spazio richiesto. Tenendo la vite con un cacciavite, serrare il dado con una chiave e ruotare i giochi. (Un dispositivo per la regolazione degli spazi termici, un set di sonde, una testa sostituibile 13 mm, un dinamometro a maniglia modello 131M)
57. Ruotare l'albero motore di 180 gradi nella direzione di rotazione. (Leva)
58. Regolare il gioco nella valvola 0,25-0,30 mm, per la valvola di ingresso 0,35-0,40 mm. Il valore della coppia di serraggio dei dadi delle viti di regolazione 34-42 N.M (3,4-4,2 kgf.m) (una serie di sonde, una testa sostituibile da 13 mm, una maniglia modello 131 dinamometrica, un dispositivo per la regolazione dei giochi)
59. Ripetere i lavori 57-58 per i meccanismi delle valvole del sesto e terzo cilindro e del settimo e ottavo cilindro, rispettivamente.
60. Installare la guarnizione, il coperchio della testa del primo cilindro e serrare il bullone di fissaggio con rondelle piatte. La coppia di serraggio dei bulloni è di 17-22 N.m (1,7-2,2 kgf.m) (Testa intercambiabile 13 mm, chiave con quadro di collegamento, coppia di serraggio modello 131 M)
61. Ripetere 60 per i restanti sette coperchi delle testate.
62. Posizionare le rondelle di regolazione sul golfare anteriore e avvitare il golfare nel blocco cilindri. Non dovrebbero esserci più di quattro spessori. Avvitare il bullone rispetto all'asse longitudinale del motore di 15 gradi. (Inserto speciale)
63. Installare la guarnizione della flangia anteriore della valvola del sistema di lubrificazione, il gruppo pompa dell'olio con tubi, serrare i bulloni con le rondelle di sicurezza della pompa dell'olio e il bullone della staffa del tubo di aspirazione sul blocco cilindri e piegare i baffi delle rondelle di sicurezza sull'orlo dei bulloni. La coppia di serraggio dei bulloni di montaggio è di 50-60 N.m (5,0-6,0 kgf.m) Sui motori n. 163856, le rondelle di sicurezza sono state sostituite con rondelle elastiche (supporti della pompa dell'olio) e rondelle piatte (supporti della staffa). (Testa sostituibile 17mm, chiave con quadro di collegamento, coppia di serraggio modello 131M, martello, scalpello)
64. Serrare i bulloni con le rosette di sicurezza della flangia anteriore del tubo di ingresso della valvola del sistema di lubrificazione sul blocco cilindri e piegare i baffi delle rosette di sicurezza sull'orlo dei bulloni. La coppia di serraggio dei bulloni di montaggio è di 50-60 Nm (5-6 kgf.m) Sui motori con il numero 163851 del 15 febbraio 1980, le rondelle di sicurezza sono state sostituite con rondelle elastiche. (Testa intercambiabile 13 mm, chiave con quadro di collegamento, impugnatura dinamometrica modello 131M, martello, scalpello)
65. Incollare la guarnizione sul blocco cilindri, lubrificando la sua superficie con un sottile strato di grasso o pasta sigillante. Applicare lubrificante Litol-24 o “Sealant” TU 6-10-1796-71 o UN-25 TU MHP 3336-52. Materiale della guarnizione: gomma. (Capacità, spatola di legno)
66.Controllare accuratamente la pulizia delle superfici interne del motore, installare la coppa e serrare i bulloni che fissano il dado con rondelle elastiche (Chiave pneumatica ad impatto modello IP-3113, testa sostituibile 13 mm)
67. Accendere il motore sul banco con le testate rivolte verso l'alto. (Stand)
2. PROVA DEL MOTORE
2.1. Attrezzature, strumenti, strumenti.
Trave per gru, sospensione per trasporto e installazione del motore su un modello di supporto 130.219.00.000.000; banco prova per motori modello 470.004 - 470.006; una serie di sonde, un dinamometro con impugnatura modello 131M, una leva per ruotare l'albero motore del modello 7829-4087 o 7829-4063, un dispositivo per la regolazione delle valvole I-801.14.000; teste intercambiabili 13.14, 17, 19, 22 mm, chiave con quadro di connessione, chiavi aperte 8, 10, 13, 14, 17, 19, 22, 24 mm, chiavi ad anello 17, 19, mm, cacciavite montatore e gruppo da 8,0 mm, carrello elevatore elettrico serie 02.
1. Installare il motore su un cavalletto, ripararlo e preparare il motore per il rodaggio e il collaudo, per i quali è necessario eseguire le seguenti operazioni:
Svitare i tappi di scarico dalla coppa dell'olio motore,
Collegare i tubi di scarico del gasdotto con le flange dei collettori di scarico del motore,
Collegare il freno elettrico di bilanciamento del cavalletto al volano del motore con un albero di trasmissione,
Collegare il tubo di scarico del carburante dagli ugelli al sistema di alimentazione del supporto,
Installare le cinghie di trasmissione della pompa dell'acqua e serrarle,
Chiudere e fissare il coperchio di protezione sul lato della ventola,
Collegare l'asta alla leva di alimentazione del carburante dalla pompa del carburante ad alta pressione,
Collegare l'asta alla leva di arresto della pompa di iniezione,
Collegare i tubi di ingresso e uscita dell'acqua al motore,
Collegare i tubi di alimentazione dell'olio al filtro dell'olio centrifugo e al filtro dell'olio a flusso pieno
Rimuovere il tubo del carburante ad alta pressione dell'ottava sezione
Pompa del carburante (primo cilindro del motore) e collegamento al raccordo del sensore,
Collegare il tubo di alimentazione del carburante (scarico) dal filtro del carburante,
Collegare un tubo flessibile in metallo per l'alimentazione dell'aria dal filtro dell'aria al motore,
Installare tappi tecnologici nel foro per fornire acqua e olio al compressore e alla pompa del servosterzo,
accendere la fornitura di acqua, olio e carburante al motore. (gru a travi, sospensioni, banco prova motori, teste intercambiabili 13,14,17,19 e 22 mm, una chiave con un quadrato di collegamento, chiavi aperte 8,10,13,14,17,19 22 e 27 mm, chiavi ghiere 17,19 mm)



