इंजन के थ्रेडेड कनेक्शनों के कसने वाले डोर 240
सिलेंडर ब्लॉक और डीजल ब्लॉक D-240 के सिर
एमटीजेड -80, एमटीजेड -82 ट्रैक्टर के डी-240 इंजन का सिलेंडर हेड एक कच्चा लोहा मशीनी कास्टिंग है। सेवन और निकास कई गुना सिर के किनारे से जुड़े होते हैं। सिर और कलेक्टर के बीच एस्बेस्टस कपड़े से बने गैस्केट हैं।
आठ गाइड बुशिंग को डी-240 आंतरिक दहन इंजन सिलेंडर के सिलेंडर सिर में डाला जाता है, जिसमें सेवन और निकास वाल्व डाले जाते हैं। नीचे सिर में वाल्व प्लेटों के लिए स्लॉट हैं।
नलिका की शीतलन में सुधार करने के लिए, उन्हें पीतल के कप में रखा जाता है। चश्मे के बॉटम के नीचे सीलिंग वाशर लगाए जाते हैं। चश्मे को धोया जाता है नट्स के साथ सिर में खराब कर दिया।
D-240 इंजन कनेक्टिंग रॉड्स स्टील, स्टैम्प्ड हैं। एक द्विध्रुवीय आस्तीन (कांस्य की एक परत के साथ स्टील) को ऊपरी सिर में दबाया जाता है। कनेक्टिंग रॉड और आस्तीन के ऊपरी सिर में पिस्टन पिन को लुब्रिकेट करने के लिए एक छेद होता है।
आंतरिक व्यास के अनुसार, झाड़ियों को दो आकार समूहों में विभाजित किया जाता है: एक बड़े व्यास के साथ उन्हें काले रंग से चिह्नित किया जाता है, छोटे लोगों के साथ - पीला। कनेक्टिंग रॉड का निचला सिर वियोज्य है। स्थापना के दौरान आस्तीन के माध्यम से निचले हिस्से के पारित होने को सुनिश्चित करने के लिए कनेक्टर को तिरछा बनाया गया है। कवर दो स्टेनलेस स्टील बोल्ट के साथ कनेक्टिंग रॉड से जुड़ा हुआ है जो लॉक प्लेट के साथ बंद है।
MTZ-80, MTZ-82 ट्रैक्टर के D-240 इंजन के सिलेंडर हेड के मुख्य दोषों में शामिल हैं: कनेक्टर विमान का वॉरपेज, गाइड झाड़ियों, वाल्व चामर और वाल्व सीटों की आंतरिक सतहों के पहनने; उनके कूदने वालों में दरार की उपस्थिति; नलिका या उसके कांच की सील के तहत सीटों का बर्नआउट।
MTZ-80, MTZ-82 ट्रैक्टर के सिलेंडर हेड की तकनीकी जांच करते समय, तालिका का उपयोग करें। सिलेंडर ब्लॉक से इसे हटाने के बिना सिर की सीटों में वाल्वों का डूबना सिलेंडर सिर की सतह के सापेक्ष सक्शन वाल्व छड़ के फलाव द्वारा निर्धारित किया जा सकता है।
ऐसा करने के लिए, वैकल्पिक रूप से पिस्टन को अंदर स्थापित करें। संपीड़न स्ट्रोक पर एमटी और वाल्व स्टेम के अंत से ब्लॉक के सिर तक की दूरी को मापें। यदि वाल्व स्टेम का फैलाव आंकड़े से अधिक है, तो यह वाल्व प्लेटों और उनकी सीटों के अधिकतम पहनने का संकेत देता है।
इसी समय, कैमशाफ्ट कैम के पहनने की डिग्री निर्धारित की जा सकती है। ऐसा करने के लिए, डीजल इंजन के क्रैंकशाफ्ट को तब तक स्क्रॉल करें जब तक कि वाल्व पूरी तरह से न खुल जाए (कोल्ड डीजल इंजन के लिए थर्मल क्लीयरेंस के साथ) और रॉड से सिलेंडर हेड तक की दूरी को मापें।
बंद और पूरी तरह से खुले वाल्वों के साथ मापी गई दूरी में अंतर, प्रत्येक वाल्व के आंदोलन की मात्रा निर्धारित करता है। यदि वाल्व विस्थापन अनुमेय मूल्यों से अधिक है, तो डीजल कैंषफ़्ट को बदल दिया जाता है।
इन मापों के बाद, सिलेंडर सिर को डी-240 डीजल इंजन से हटा दिया जाता है और आगे की परीक्षा के अधीन किया जाता है। एक जांच और एक सीधी बढ़त के साथ सिलेंडर हेड कनेक्टर के विमान के वारपेज को मापें।
अधिक स्वीकार्य आकारों के वाल्व प्लेटों को डुबोते समय, सिर को बदल दिया जाता है। यदि ये आयाम स्वीकार्य से अधिक नहीं हैं, तो वे डी-240 इंजन और मरम्मत के सिलेंडर सिर को अलग करते हैं। हवा के इनलेट और निकास उत्पादों के लिए, यह आवश्यक है कि क्रैंकशाफ्ट के रोटेशन के एक निश्चित कोण पर, सिलेंडरों को सेवन और निकास के कई गुना से कनेक्ट किया जाए। यह ओवरहेड वाल्व टाइमिंग तंत्र द्वारा सुनिश्चित किया गया है।
गैस वितरण का तंत्र (GRM) ICE D-240
ट्रैक्टर इंजन एमटीजेड -80, एमटीजेड -82 के संचालन के दौरान, क्रैंकशाफ्ट एक कैमशाफ्ट को गियर 1, 2 और 14 (छवि 1) के माध्यम से घुमाता है। सही समय पर, कैम कैम अनुयायी के पास आता है 12, इसे लिफ्ट करता है, रॉड 11 और छोटा। द रॉकर आर्म 7. इस मामले में, घुमाव 8 अक्ष के चारों ओर घूमता है और वाल्व स्टेम 3 पर एक लंबे कंधे के साथ दबाता है, इसके अलावा वसंत 5 को संपीड़ित करता है और वाल्व खोलता है।
वाल्व उसी वसंत की कार्रवाई के तहत बंद हो जाता है। प्रत्येक सिलेंडर में दो वाल्व होते हैं - इनलेट और आउटलेट। वाल्व को सुचारू रूप से ऊपर उठाना और कम करना, और इसके खुलने की अवधि एक निश्चित कैम प्रोफाइल द्वारा सुनिश्चित की जाती है।

अंजीर। 1. इंजन D-240 के वाल्व समय का आरेख
1 - एक क्रैंक शाफ्ट का एक गियर पहिया; 2- मध्यवर्ती गियर; 3 - वाल्व; 4 - गाइड आस्तीन; 5 - वसंत: 6 - थ्रस्ट प्लेट; 7 घुमाव; 8 - घुमाव की धुरी; 9 - एक ताला-अखरोट; 10 - समायोजन पेंच; 11 बारबेल; 12 - एक ढकेलनेवाला: 13 - एक कैंषफ़्ट कैम; 14 - कैमशाफ्ट गियर
डी-240 इंजन के वाल्व को खोलने का आवश्यक अनुक्रम शाफ्ट पर कैम के संबंधित प्लेसमेंट द्वारा प्राप्त किया जाता है। चूंकि चार-स्ट्रोक इंजन का कर्तव्य चक्र क्रैंकशाफ्ट के दो क्रांतियों में होता है, और इस दौरान सेवन और निकास वाल्व केवल एक बार ही खुलने चाहिए, क्रैम्शाफ्ट क्रैंकशाफ्ट की तुलना में दो बार धीमी गति से घूमता है। यह एक ड्राइव गियर 14 पर कैंषफ़्ट को स्थापित करके प्राप्त किया जाता है, जिसमें क्रैंकशाफ्ट गियर के रूप में कई दांत होते हैं।
सिलेंडर में पिस्टन की एक निश्चित स्थिति पर D-240 वाल्व खोलना चाहिए। विशेष रूप से लगाए गए निशान के अनुसार वितरण गियर को जोड़कर गैस वितरण और क्रैंक तंत्र की स्थिरता सुनिश्चित की जाती है। इंजन के संचालन के दौरान, तंत्र के हिस्से गर्म होते हैं और विस्तार करते हैं।
ताकि सीट में वाल्व के तंग फिट का उल्लंघन न हो, समायोजन पेंच 10 के साथ वाल्व और घुमाव हाथ के बीच एक थर्मल निकासी सेट की जाती है (विभिन्न इंजनों के लिए यह 0.3-0.5 मिमी की सीमा में है)। एक छोटा सा अंतराल और, परिणामस्वरूप, सीट में वाल्व का एक ढीला फिट, गर्म गैसों की सफलता की ओर जाता है जिससे वाल्व की दरारें और ओवरहिटिंग होती है (वाल्व प्लेट का ताना मारना और इसके कक्ष का जलना संभव है)।
अंतराल में वृद्धि के मामले में, जोर से खटखटाते हैं जो इंजन के चलने पर अच्छी तरह से श्रव्य होते हैं। इसके अलावा, समय कम हो जाता है और वाल्वों का उद्घाटन कम हो जाता है, जिसके परिणामस्वरूप दहन उत्पादों से सिलेंडर की सफाई बिगड़ जाती है और एक ताजा चार्ज के साथ उनका भरना कम हो जाता है।
वाल्व खोलने के समय का विस्तार करने और सिलेंडर की भरने और सफाई में सुधार करने के लिए, वाल्व एक निश्चित अग्रिम (पिस्टन आने से पहले) के साथ खुलता है, और एक देरी के साथ बंद हो जाता है (पिस्टन गुजरने के बाद बीएम), फिर 180 ° से अधिक क्रैंकशाफ्ट रोटेशन की एक वाल्व खोलने की अवधि है।
सिलेंडर हेड पार्ट्स के बुनियादी आयाम और समायोजन मापदंडों और D-240 डीजल का समय
वाल्व स्टेम का फैलाव, मिमी (सामान्य / अनुमेय) - 56.0 - 57.2
वाल्व आंदोलन, मिमी (सामान्य / अनुमेय) - 10.2 - 9.0
सिलेंडर हेड कनेक्टर के विमान का ताना-बाना, मिमी - 0.15
डायपिंग वाल्व डिस्क, मिमी (सामान्य / अनुमेय) - 0.4-0.7
वाल्व आस्तीन की अनुमेय आंतरिक व्यास, मिमी - 11.10
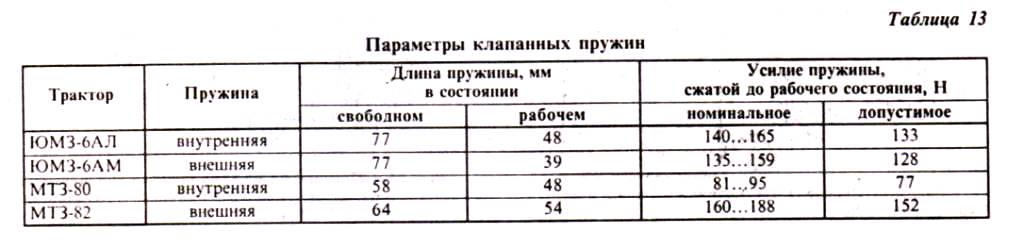
काम करने की ऊँचाई के लिए बाहरी वाल्व स्प्रिंग्स की अनुमेय संपीड़न, एन - 148
वसंत की कार्य ऊंचाई, मिमी - 54.0
काम करने की ऊंचाई पर आंतरिक वाल्व स्प्रिंग्स का संपीड़न, एन - 74
काम करने की ऊंचाई, मिमी - 48.5
वाल्व स्टेम के अनुमेय व्यास, मिमी - 10.85
घुमाव हाथ की आंतरिक व्यास, मिमी - 19.02-19.05
घुमाव हाथ की धुरी का व्यास, मिमी - 18.98 -19.00
D-240 इंजन के वाल्व और वाल्व स्प्रिंग्स के क्रैकर्स को एक विशेष उपकरण के साथ हटा दिया जाता है। यदि वाल्व सीट में दरारें हैं, तो मरम्मत के लिए सिर वापस आ गया है। हटाए गए वाल्वों को चिह्नित किया जाता है, और फिर रॉड के व्यास को मापा जाता है और चैम्बर के रनआउट और रॉड के मोड़ की जांच की जाती है। वाल्व के चैम्बर की धड़कन और वाल्व की धुरी के सापेक्ष रॉड का झुकना 0.03 मिमी से अधिक नहीं होना चाहिए।
यदि बर्नआउट्स के निशान हैं, तो वाल्वों के चैंबर पर डूब जाता है, प्लेट के चम्फर की कामकाजी सतह को विशेष पीसने वाली मशीनों पर संसाधित किया जाता है। डी-240 डीजल इंजन के इनलेट वाल्व का कामकाजी पहलू 45 ° के कोण पर जमीन है। पहनने के निशान को हटाने के बाद, वाल्व डिस्क के बेलनाकार भाग की चौड़ाई कम से कम 0.5 मिमी होनी चाहिए। डी-240 आंतरिक दहन इंजन वाल्व के निर्देशन वाल्व आस्तीन को तब बदला जाता है जब वाल्व स्टेम के लिए आंतरिक छेद खराब हो जाता है या सिलेंडर सिर में फिट कमजोर हो जाता है।
जब स्पेयर पार्ट्स से सिर में आस्तीन के फिट को कमजोर करते हैं, तो बाहरी व्यास में सबसे बड़ी विचलन के साथ आस्तीन का चयन करें, इसे भराव के बिना एपॉक्सी गोंद के साथ चिकनाई करें और इसे सिर में दबाएं। गाइड बुशिंग स्थापित करने के बाद एक ग्राइरी ग्राइंग डिवाइस के साथ वाल्व सीट की प्रक्रिया करें।
काम कर रहे चैंबर पर जोखिम, डूबने और जलने के निशान के मामले में, वाल्व सीटें शुरू में पहनने के किसी भी लक्षण को दूर करने के लिए चैंबर को पीसकर नए वाल्व के साथ वाल्व के फ्लशिंग की डिग्री को मापेंगी। यदि यह स्वीकार्य सीमा के भीतर है, तो वाल्व सीट को संसाधित करना जारी रखें। सिलेंडर सिर में वाल्व सीट के कामकाज के निचले (बाहरी) किनारे को 150 के शंकु कोण के साथ पीस व्हील के साथ इलाज किया जाता है, और ऊपरी (आंतरिक) किनारे 60 ° होता है।
डी-240 आंतरिक दहन इंजन के सेवन वाल्व के लिए सॉकेट के कामकाजी पहलू की चौड़ाई 2.0 ... 2.5 मिमी और निकास के लिए - 1.5 ... 2.0 मिमी होनी चाहिए।
प्रसंस्करण के बाद, वाल्व प्लेटें और इसकी सीटें परस्पर उन्हें मिटा देती हैं। यदि सभी वाल्व और उनकी सीटों की मरम्मत की जाती है, तो वे मशीन पर पीसते हैं। एक या दो वाल्वों की मरम्मत करते समय, उन्हें औद्योगिक या मोटर तेल के साथ बार-बार के मिश्रण से पेस्ट का उपयोग करके एक वायवीय उपकरण के साथ रगड़ दिया जाता है।
पीसने के दौरान, डी-240 डीजल इंजन के वाल्व के रोटेशन के दौरान, इसे समय-समय पर उठाया जाता है। समय-समय पर, वाल्व और सॉकेट के पीसने वाले पहलुओं की स्थिति की जांच करें। काम करने वाले कक्ष के अपारदर्शी पट्टी के ऊपरी किनारे को वाल्व डिस्क के बेलनाकार बेल्ट से 0.5 मिमी से कम नहीं की दूरी पर स्थित होना चाहिए।
यदि मैट पट्टी कमरबंद की तुलना में काफी कम या अधिक है, तो वाल्व सीट को फिर से पहियों को पीसकर 60 या 150 ° के शंकु कोण के साथ इलाज किया जाता है और वाल्व और सॉकेट को फिर से रगड़ दिया जाता है।
वाल्व D-240 को इकट्ठा करने से पहले डिवाइस पर वाल्व वसंत की लोच की जांच करें। यदि पैरामीटर अनुमेय सीमा से बाहर हैं, तो स्प्रिंग्स को बदल दिया जाता है।
कुछ मामलों में, वसंत की लंबाई और संपीड़न बल की भरपाई करने के लिए, विशेष वाशर उनके नीचे स्थापित किए जाते हैं, जिनमें से मोटाई निकास वाल्व ए \u003d बी - 1.3 मिमी, निकास वाल्व ए \u003d बी - 1.8 मिमी, जहां बी वास्तविक है के लिए सूत्र द्वारा निर्धारित किया जा सकता है। वाल्व सीट की मरम्मत के बाद वाल्व के डूबने का मूल्य। वाल्वों को इकट्ठा करने के बाद, स्प्रिंग प्लेट के विमान के ऊपर उभरे हुए पटाखे 0.5 मिमी से अधिक नहीं, डूबने चाहिए - 1.3 मिमी।
इंजन वाल्वों की जकड़न को नियंत्रित करने के लिए, सिलेंडर सिर के इनलेट और आउटलेट चैनल मिट्टी के तेल से भरे होते हैं। इसे 1.5 मिनट तक लीक नहीं करना चाहिए। घुमाव हाथ विधानसभा की धुरी स्थापित करने से पहले, प्रत्येक घुमाव हाथ की तकनीकी स्थिति की जाँच करें।
यदि रॉकर हथियारों में स्ट्राइकरों पर 0.3 मिमी से अधिक की आवृत्ति होती है, तो उनकी सतह को पीस दिया जाता है जब तक कि पहनने के निशान हटा नहीं दिए जाते। रॉकर बांह की कामकाजी सतह का गैर-समानतावाद 0.05 मिमी से अधिक नहीं होना चाहिए। यदि आवश्यक हो, तो रॉकर हथियारों के छेद के आंतरिक व्यास की जांच करें। आस्तीन और घुमाव हाथ की धुरी के बीच अनुमेय अंतर 0.15 मिमी से अधिक नहीं है।
_______________________________________________________________________________________________
_______________________________________________________________________________________________
\u003e सिलेंडर सिर की मरम्मत d240.ch3सिलेंडर हेड को ठीक करने के लिए आगे बढ़ा।
उसने अपना सिर स्टैंड की तरफ बढ़ाया, इसलिए यह काम करने के लिए अधिक सुविधाजनक है।
मैंने प्लेन को सीधा करके चेक किया। इसे पॉलिश करने की जरूरत नहीं है।
एक शव परीक्षा में निम्नलिखित दिखाया गया था। वाल्व गाइड - विशाल बैकलैश। कोई वाल्व सील नहीं हैं, और वे निर्माण के लिए प्रदान नहीं किए गए हैं। कैप के नीचे उतरने के मार्गदर्शक अनुपस्थित हैं। वाल्व सीट मारे जाते हैं। वाल्व खुद भी मारे जाते हैं। वाल्व प्लेट बहुत पहना जाता है। रॉड का एक बड़ा आउटपुट है।
वाल्व भारी रूप से sagged हैं - पहनना महत्वपूर्ण है। D240 पर, वाल्व सीटें नहीं बदलती हैं। d245 पर, वाल्व सीटें विनिमेय हैं।
मैं नए कागज़ों के डालने से परेशान नहीं था, "बोस्को-निर्माता" की मेरी योग्यता अभी इतनी अधिक नहीं है। किसी को दे दो? लंबी और महंगी। समझ में नहीं आता कि वे इसे कैसे करेंगे।
उन्होंने वाल्व गाइड, वाल्व स्वयं, वाल्व स्प्रिंग्स को बदलने, तेल स्क्रैपर कैप लगाने का फैसला किया, और अपने दम पर सीटों की ज्यामिति को बहाल किया।
तेल के सेवन का कारण स्पष्ट हो गया, जैसा कि सेवन वाल्व की स्थिति से देखा जा सकता है। वे सभी तेल में हैं।
टूटे हुए वाल्व गाइड पर, तेल एक पंप की तरह चला गया। यह दिलचस्प है कि इंजन अपेक्षाकृत हाल ही में बनाया गया था। मरम्मत में लाइनर, पिस्टन लाइनर की जगह शामिल थी। और वह यह है। जब कनेक्टिंग रॉड की जगह नहीं ली गई थी, जिसने ऑपरेशन के दौरान एक जंगली कंपन दिया (असंतुलन 210 ग्राम)। मार डाला बॉस्को - खराब संपीड़न और तेल का सेवन। इतनी मरम्मत के लिए। और थोड़ा पैसा खर्च नहीं हुआ था। दिमाग से किसी ने कहा कि इंजन की खराबी के 70 प्रतिशत मृत सिर हैं। यह सामान्य ज्ञान है। मरम्मत का भाव ०।
काम करने के लिए, मैंने कम से कम प्रतिरोध का रास्ता तय किया। परेशानी न करें जहां आप इसके बिना कर सकते हैं। गाइड को दबाकर शुरू किया। प्राचीन, टूटा और कसकर खट्टा। उन्होंने सबसे सरल पंच को मैदान में उतारा।
उनमें से कोई भी सफल नहीं हुआ। धड़कता है और झाड़ियों के अंत से टूट जाता है। मैंने 10 से स्टड के लिए विकल्प को और अधिक कठिन बना दिया। बॉस के एक तरफ, प्रयास बनाने के लिए दूसरे नट पर। ऐसा माइक्रो-स्ट्रिपर। उन्होंने हेयरपिन को आधा में फाड़ दिया। एक जगह से नहीं। एक प्रबलित हेयरपिन बनाया। धागा बांधो। एक जगह से नहीं। मैं इसे अचानक नहीं ले सका।
मुझे एक पुलर - प्रेस टूल बनाना था। जैसे YouTube पर Yevgeny Travnikov के वीडियो में।
मैंने ड्राइव 2 फोरम पर एक कॉमरेड से चित्र डाउनलोड किया। अगर मुझे यह मिल जाए तो मैं निक पोस्ट करूँगा। (यह यैंडेक्स में खोज से मिला)। उन्होंने सार्वजनिक रूप से चित्र पोस्ट किए। जिसके लिए उन्हें बहुत धन्यवाद। समय की एक शाम बिताई। और व्यर्थ नहीं। मुश्किल है, लेकिन बंद। पहले क्लिक करता है, फिर जाता है। मुझे लगा कि गाइड को हटाने के लिए एक पंच का उपयोग करना बुरा है। अंत वैसे भी टूट जाता है। यह गाइड बॉडी से अधिक मोटा हो जाता है। और यह मोटा होना लैंडिंग को तोड़ता है। अगला सिट डाउन अब ऐसा नहीं है।
मैंने नए गाइड का एक सेट खरीदा।
विक्रेता ने कामाज़ वाल्व स्टेम सील लगाने की सलाह दी। नरम रबर और स्प्रिंग्स। मशीन पर संशोधित खरीदे गए गाइड। उसने थोड़ी लैंडिंग की और बाहर निकलने पर एक पक्ष बनाया ताकि कैप उतर न जाए।
दबाया हुआ पुलर। दूरी को नियंत्रित करने के लिए यह बहुत सुविधाजनक है। धागा पिच 22x1.5। प्रत्येक क्रांति 1.5 मिमी है। आप एक मध्यवर्ती माप करते हैं, और गति को वांछित लंबाई तक स्पिन करते हैं।
स्प्रिंग्स के साथ सेट नहीं किया। स्टोर ने ऐसा कबाड़ लाया कि मैंने पुराने लोगों को छोड़ने का फैसला किया। एक घर का बना उपकरण का उपयोग करके, कठोरता के लिए उन्हें जांचें। यदि वे प्रवेश में हैं - मैं इसे डालूंगा।
उन्होंने एक माइक्रोमीटर के साथ नए वाल्व के आयामों की जाँच की।
एक समायोज्य झाडू खरीदा गाइड को समायोजित करने के लिए।
यह टैप होल्डर में टिक जाता है। थ्रेडेड रॉड के साथ शंकु झाड़ियों को स्थानांतरित करके आयाम निर्धारित किए जाते हैं। सरल निर्माण। सैकड़ों कैच लपके। मैंने पहले एक कम-स्पीड पावर ड्रिल का उपयोग करने की कोशिश की। प्रक्रिया में तेजी लाने के लिए। मैंने लगभग स्कैन को तोड़ दिया। मुझे कलम करनी थी। मैंने देखा कि रिएमर पर आस्तीन को कड़ा किया जाना चाहिए। तो काटता नहीं।
वाल्व को "कम" में कॉन्फ़िगर किया गया। नाममात्र मंजूरी पर, एक तेल से सना हुआ वाल्व
आसानी से अपने वजन के नीचे गिर जाना चाहिए। सही नहीं है, लेकिन यह काम किया। दो वाल्व बाकी की तुलना में थोड़ा तेज चलते हैं। मैंने एक वीडियो शूट किया।
मैंने देखा कि स्कैन करते समय अधिक बार कच्चा लोहा धूल से उड़ाना आवश्यक है।
वाल्व प्लेटों के नीचे लैंडिंग को बहाल करने के लिए, मुझे शंकु का एक सेट खरीदना पड़ा। (मैं मूल रूप से इसे करने के लिए किसी को देना नहीं चाहता था।) मैं यह पता लगाने में कामयाब रहा कि बाजार में तीन प्रकार के शंकु हैं। नया महंगा गुणवत्ता, एक स्थिर पायलट के साथ। 22 ट्र बहुत ज़्यादा। यूक्रेनी या बेलारूसी समकक्ष। 8t.r. यह मेरे लिए महंगा है।
SAI कंपनी के उत्पाद (विशेष कार उपकरण, जैसे रोस्तोव कंपनी) की कीमत 2.8t.r. मैंने ऐसा सेट लिया।
और थोड़ी देर बाद मुझे एहसास हुआ कि मुझसे दो बार गलती हुई। बॉक्स पर लिखा था "एमटीजेड इंजनों की मरम्मत के लिए, गोबी।" विक्रेता ने दावा किया कि यह मेरे इंजन के लिए उपयुक्त था। मैंने झूठ बोला। यह d245 के लिए है। यह पता चला है कि उनके पास विभिन्न वाल्व सीटें हैं। अलग-अलग कोण। बदले हुए समय को खो दिया। नया सेट लाया। कबाड़ की गुणवत्ता।
पायलट की लैंडिंग खराब हो गई।
कास्टिंग रफ हैं। कई कार्बाइड
मिलाप टूट गया।
फिर से बदल गया। वह गुस्से में था। चकित विक्रेता। वे जानते हैं कि उन्होंने कम-गुणवत्ता बेची और उन्हें कोई परवाह नहीं है। कोई ले जाए।
हालांकि, वह तैनात करना शुरू कर दिया। मुख्य कोण 45 डिग्री है, तो दो अतिरिक्त बीवल्स 30 और 60 डिग्री हैं। वाल्व के बेवल के केंद्र पर बेल्ट।
लैपिंग के लिए अनुकूल बनाया। पुराने रोटर, सिर के एक सेट से कोणीय काज, वसंत। मैंने YouTube पर वासिली खार्किशिन "Avtoznakhar" के विचार पर जासूसी की।
2 चरणों में मला। पीस पेस्ट की आवाज़ बदलने से पहले पहली बार। और दूसरा पूरी तरह से। मुझे एहसास हुआ कि आपको ज्यादा धक्का देने की जरूरत नहीं है। पीस क्षेत्र से निचोड़ पेस्ट।
टेस्ट - केरोसिन पहली बार रखती है।
झरनों की जाँच की। समीपस्थ डम्बल से पेनकेक्स काम में आए।
__________________
MTZ-80 ट्रैक्टर के सिलेंडर-पिस्टन समूह D-240 के विवरणों को क्रैंककेस तेल की खपत में वृद्धि या डीजल क्रैंककेस में गैस प्रवेश में वृद्धि के साथ बदल दिया जाता है, जो नैदानिक \u200b\u200bउपकरणों द्वारा मापा जाता है। यदि नैदानिक \u200b\u200bपैरामीटर अनुमेय से अधिक मूल्यों तक पहुंच गए हैं, तो डीजल इंजन डिसैम्बल्ड है।
भागों की तकनीकी जांच करने के लिए, सिलेंडर सिर और तेल पैन को हटा दिया जाता है। यदि सिर को हटाने के बाद ब्लॉक की सतह पर दरारें पाई जाती हैं, तो आगे की गड़बड़ी को रोक दिया जाता है, डीजल इंजन को ट्रैक्टर से हटा दिया जाता है और मरम्मत के लिए भेजा जाता है।
स्पष्ट दोषों की अनुपस्थिति में, तेल पंप, पाइपलाइन और कनेक्टिंग रॉड बेयरिंग कैप को नष्ट कर दिया जाता है, सिलेंडर लाइनर्स से कनेक्टिंग छड़ के साथ इकट्ठे हुए पिस्टन हटा दिए जाते हैं।
MTZ-80 ट्रैक्टर के सिलेंडर-पिस्टन समूह D-240 के कुछ हिस्सों में, पहनने के लिए अतिसंवेदनशील पिस्टन के छल्ले, एक पिस्टन, ऊपरी कनेक्टिंग रॉड सिर की एक आस्तीन, कनेक्टिंग रॉड बीयरिंग की बेलिंग, सिलेंडर लाइनर (चित्र 2.1.29, 2.1.30) हैं।
लाइनर का व्यास मापा जाता है (चित्र 2.1.31) लाइनर के ऊपरी बेल्ट के सबसे बड़े पहनने के स्थान पर, पहले क्रैंकशाफ्ट के अक्ष के समानांतर एक विमान में, और फिर कनेक्टिंग रॉड के रॉकिंग विमान में। आस्तीन को 0.4 मिमी से अधिक की अपनी कामकाजी सतह के एक व्यास के साथ या अंडाकार और शंकु के साथ 0.06 मिमी से अधिक के पहनने के साथ बदल दिया जाता है।
पिस्टन स्कर्ट का व्यास पिस्टन पिन (चित्र। 2.1.32) के तहत एक विमान को बोर से सीधा मापा जाता है। स्कर्ट के व्यास के अलावा, पिस्टन पिस्टन खांचे और पिस्टन के छल्ले (चित्र। 2.1.33) के बीच ऊंचाई में निकासी को नियंत्रित करता है। यदि पिस्टन नाली और नई पिस्टन रिंग के बीच का अंतर अनुमेय आकार से अधिक है, तो पिस्टन को बदल दिया जाता है।
अंजीर। 2.1.29। सिलेंडर ब्लॉक D-240 के कुछ हिस्सों की सापेक्ष व्यवस्था
1 - सिलेंडर ब्लॉक; 2 - एक बोल्ट; 3 - आंख बोल्ट; 4, 10, 14 - गैस्केट; 5 - भराई बॉक्स; 6 - डीजल इंजन की पिछली शीट; 7 - क्रैंककेस समर्थन; 8 - कवर; 9 - मुख्य असर का एक आवरण; 11 - ढाल; 12 - गियर कवर; 13 - समर्थन; 15 - झाड़ियों; 16 - कॉर्क; 17 - सिलेंडर लाइनर; 18 - लाइनर के छल्ले
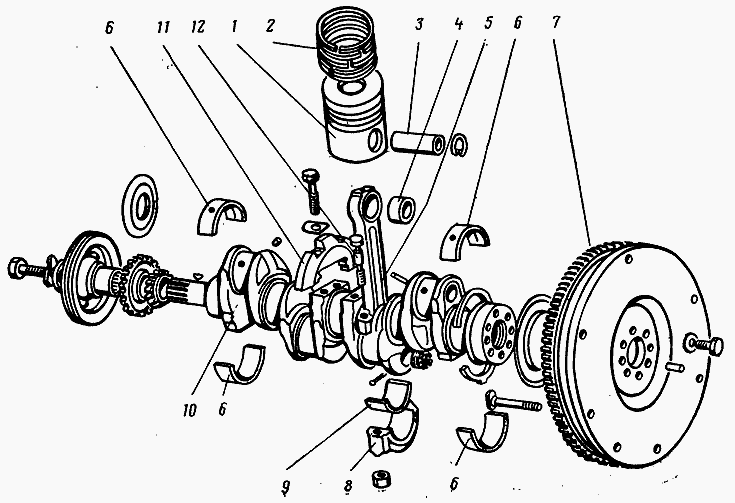
अंजीर। 2.1.30। क्रैंक समूह के कुछ हिस्सों की सापेक्ष स्थिति
1 - पिस्टन; 2 - पिस्टन के छल्ले; 3 - एक पिस्टन उंगली; 4 - ऊपरी कनेक्टिंग रॉड सिर की झाड़ी; 5 - कनेक्टिंग रॉड; 6 - जड़ डालने; 7 - चक्का; 8 - कनेक्टिंग रॉड कवर; 9 - एक छड़ी की छड़; 10 - एक क्रैंक किया हुआ शाफ्ट; 11 - काउंटरवेट; 12 - एक बोल्ट
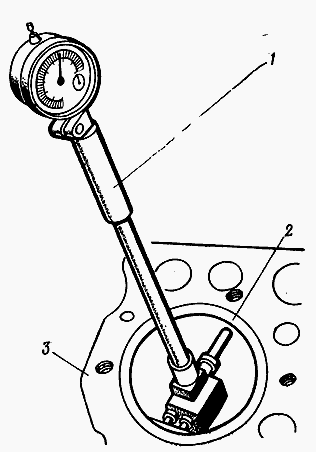
अंजीर। 2.1.31। सिलेंडर लाइनर MTZ-80 के व्यास को मापने
1 - सूचक कैलिपर; 2 - सिलेंडर लाइनर; 3 - सिलेंडर ब्लॉक
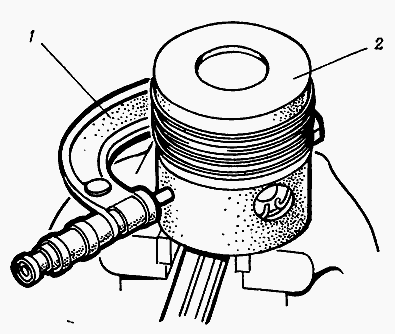
अंजीर। 2.1.32। पिस्टन स्कर्ट व्यास माप
1 - माइक्रोमीटर; 2 - पिस्टन

अंजीर। 2.1.33। पिस्टन नाली और पिस्टन रिंग के बीच निकासी को मापना
1 - अंगूठी; 2 - पिस्टन; 3 - प्लेट जांच
MTZ-80 ट्रैक्टर के D-240 इंजन के पिस्टन समूह के मुख्य संकेतक
पिस्टन स्कर्ट और सिलेंडर लाइनर के बीच का अंतर, मिमी:
नाममात्र - 0.18-0.20
- अनुमेय - 0.26
पिस्टन रिंग लॉक में निकासी, मिमी:
नाममात्र - 0.40-0.80
- वैध - 4.0
पिस्टन नाली और पिस्टन रिंग के बीच ऊँचाई निकासी, मिमी:
संपीड़न के छल्ले के लिए - 0.08-0.12
- तेल खुरचनी के छल्ले के लिए - 0.05-0.09
- अनुमेय - 0.30
सिलेंडर-पिस्टन समूह असेंबली को पिस्टन स्कर्ट और आस्तीन के बीच अंतर (व्यास में अंतर) के साथ बदल दिया जाता है और अनुमेय मूल्य से अधिक होता है। ब्लॉक से आस्तीन एक विशेष खींचने (छवि 2.1.34) के साथ बाहर दबाए जाते हैं।
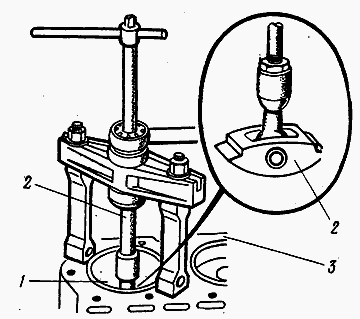
अंजीर। 2.1.34। सिलेंडर लाइनर D-240 को दबाकर
1 - सिलेंडर लाइनर; 2 - खींचने वाला; 3 - सिलेंडर ब्लॉक
यदि लाइनर और पिस्टन के व्यास सामान्य सीमा के भीतर हैं, तो लाइनर को ब्लॉक से बाहर निकालने की सिफारिश की जाती है, इसे अक्ष पर 90 ° तक घुमाएं, क्योंकि लाइनर और पिस्टन कनेक्टिंग रॉड के विमान में सबसे अधिक पहनते हैं, और लाइनर को वापस ब्लॉक में दबाएं।
पिस्टन के छल्ले को बदल दिया जाता है यदि रिंग लॉक में क्लीयरेंस स्लीव के ऊपरी हिस्से में रिंग को स्थापित करते समय अनुमेय मूल्य से अधिक हो।
पिस्टन समूह के फ्रिल से पहले, पिस्टन पिन के मापदंडों, कनेक्टिंग रॉड और ऊपरी रॉड सिर के आस्तीन की स्थिति की जांच करें। पिस्टन पिन के नीचे बोर के व्यास को बढ़ाकर या ऊपरी कनेक्टिंग रॉड सिर में फिट को कमजोर करके झाड़ी को बदल दिया जाता है।
पिस्टन पिन और ऊपरी कनेक्टिंग रॉड हेड की झाड़ी को तब बदला जाता है जब पिन और झाड़ी के बीच का अंतर 0.06 मिमी से अधिक हो। उंगली को 0.02 मिमी से अधिक अंडाशय और शंकु के साथ बदल दिया जाता है। कनेक्टिंग रॉड के झुकने और घुमा को KI-724 डिवाइस पर जांचा जाता है। कनेक्टिंग रॉड को अपने ऊपरी सिर में इकट्ठा करते समय, एक आस्तीन को पहली बार दबाया जाता है (चित्र 2.1.36)।
1 -vtulka; 2 - प्रेस; 3 - कनेक्टिंग रॉड
पिस्टन पिन के तहत कनेक्टिंग रॉड के ऊपरी सिर के बोर को समायोजित करने के लिए, इसे एक समायोज्य स्वीप या रोलिंग के साथ संसाधित किया जाता है। ऊपरी कनेक्टिंग रॉड हेड और पिस्टन पिन के बोर होल के बीच का अंतर 0.03 मिमी से अधिक नहीं होना चाहिए।
एमटीजेड -80 क्रैंकशाफ्ट की कनेक्टिंग रॉड बेयरिंग की पतली-दीवार वाली बदली आवेषण उच्च सटीकता के साथ बनाई गई हैं। एक निरंतर असर वाले बिस्तर के साथ आवश्यक व्यासीय निकासी क्रैंकशाफ्ट के गर्दन के संगत व्यास द्वारा सुनिश्चित की जाती है। इसलिए, डीजल की मरम्मत में लाइनर प्रतिस्थापित करते हैं
बिना किसी फिटिंग ऑपरेशन और केवल जोड़े में।
अनुमति नहीं: एक जोड़ी से एक डालने का प्रतिस्थापन; ढीली पत्तियों या असर वाली टोपी के जोड़ों को फाइल करना या स्क्रैप करना; कवर और कनेक्टिंग रॉड के बीच लाइनर्स और बेड के बीच गास्केट की स्थापना। ढीली पत्तियों के आकार समूह की जगह जब एक क्रैंक शाफ्ट की गर्दन के आकार समूह के अनुरूप होना चाहिए।
सिलेंडर-पिस्टन समूह के नए भागों को स्थापित करने से पहले, उन्हें आकार समूहों के अनुसार चुना जाता है। सिलेंडर लाइनर को आंतरिक व्यास द्वारा आकार समूहों में विभाजित किया जाता है, और तल पर स्कर्ट के बाहरी व्यास द्वारा पिस्टन। एक डीजल इंजन पर स्थापित पिस्टन और सिलेंडर लाइनर एक ही आकार के समूह के होने चाहिए।
D-240 डीजल के सिलेंडर और पिस्टन के आयामी समूह
सिलेंडर लाइनर के समूह / व्यास, मिमी / मैक्स। तल पर पिस्टन स्कर्ट का व्यास, मिमी
एम - 110.00-110.02 / 109.88-109.90
सी - 110.02-110.04 / 109.90-109.92
बी - 110.04-110.06 / 109.92-109.94
आकार समूहों का पदनाम आस्तीन के गैर-कामकाजी ऊपरी छोर और पिस्टन तल पर लागू किया जाता है। आस्तीन को ब्लॉक में स्थापित करने से पहले, रबर सील को बदल दिया जाता है। स्लीव्स को स्टेप्ड मैंड्रेल (चित्र 2.1.37) पर हथौड़े से हल्के से प्रहार करके स्थापित किया गया है।
यदि आस्तीन ब्लॉक में प्रवेश करती है, तो उसे दबाने के लिए एक विशेष स्क्रू डिवाइस का उपयोग किया जाता है (चित्र 2.1.38)। प्रेस फिटिंग के अंत में, आस्तीन कॉलर को एक संकेतक (छवि। 2.1.3.3) के साथ ब्लॉक की सतह के ऊपर फैलाने का इरादा है। कंधे का फलाव 0.065 और 0.165 मिमी के बीच होना चाहिए।

1 - डिवाइस; 2 - सिलेंडर ब्लॉक; 3 - सिलेंडर लाइनर
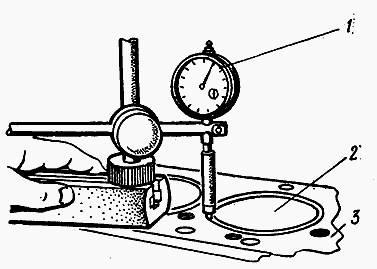
अंजीर। 2.1.39। सिलेंडर लाइनर के कंधे के फलाव की जाँच करना
1 - सूचक; 2 - सिलेंडर लाइनर; 3 - सिलेंडर ब्लॉक
आस्तीन के डूबने के मामले में, आस्तीन कॉलर के नीचे तांबे के गस्केट स्थापित करने की अनुमति है। पिस्टन का चयन करते समय पिस्टन उंगलियों के समूहों के आकार पर ध्यान दें; उनकी आंतरिक सतह और पिस्टन बॉस पेंट से चिह्नित हैं। MTZ-80 ट्रैक्टर के पिस्टन और पिस्टन पिंस D-240 को एक आकार समूह में चुना जाता है, जिसकी पुष्टि उसी अंकन द्वारा की जाती है।
पिस्टन पिन को पिस्टन में दबाया जाता है, तेल में पिस्टन को 70-80 डिग्री सेल्सियस के तापमान पर पूर्व-गर्म करना। एक डीजल इंजन पर स्थापित पिस्टन के साथ इकट्ठे हुए छड़ के द्रव्यमान के बीच का अंतर 15 ग्राम से अधिक नहीं होना चाहिए।
डिवाइस MIP-100 पर पिस्टन के छल्ले की लोच की जाँच की जाती है। 0.3-6.6 मिमी (छवि 2.1.41) के बराबर ताले में अंतराल के साथ, छल्ले की लोच अधिक नहीं होनी चाहिए: पहली (ऊपरी) - 60-82 एन, दूसरी और तीसरी - 58-78 एन।
पिस्टन के छल्ले एक निश्चित क्रम में एक उपकरण का उपयोग करके पिस्टन पर लगाए जाते हैं जो कि रिंगों को आकस्मिक टूटने से बचाता है (चित्र 2.1.42)। पिस्टन खांचे में स्थापित छल्ले को स्वतंत्र रूप से स्थानांतरित करना चाहिए जब पिस्टन को घुमाया जाता है और अपने स्वयं के द्रव्यमान की कार्रवाई के तहत खांचे में डूब जाता है।
अंजीर। 2.1.41। पिस्टन रिंग के लॉक में बैकलैश का मापन
1 - प्लेट जांच; 2 - एक पिस्टन की अंगूठी
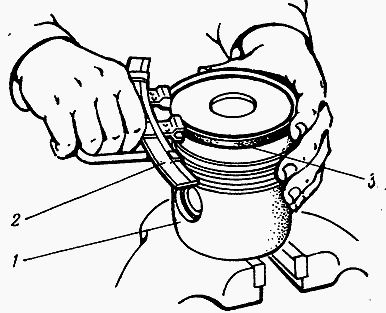
अंजीर। 2.1.42। पिस्टन की अंगूठी स्थापना
1 - पिस्टन; 2 - अनुकूलन; 3 - एक पिस्टन की अंगूठी

अंजीर। 2.1.43। पिस्टन शंक्वाकार मेंडल
1 - पिस्टन; 2 - मैंडरेल
अंजीर। 2.1.44। सिलेंडर ब्लॉक MTZ-80 में एक कनेक्टिंग रॉड के साथ एक पिस्टन की स्थापना
1 - सिलेंडर ब्लॉक; 2 - पिस्टन; 3 - मैंडरेल
पहले और तीसरे पिस्टन के छल्ले के ताले दूसरे और चौथे छल्ले के ताले के सापेक्ष 180 ° के कोण पर पिस्टन खांचे में स्थित हैं।
रिंगों और कनेक्टिंग रॉड के साथ पिस्टन असेंबली को डीजल तेल के साथ बहुतायत से चिकनाई की जाती है और, शंक्वाकार मंडरेल (छवि। 2.1.43) का उपयोग करके सिलेंडर लाइनर में स्थापित किया जाता है, धीरे से हथौड़ा संभाल (चित्र 2.1.144) के साथ पिस्टन सिर को टैप किया जाता है। कनेक्टिंग रॉड बेयरिंग बोल्ट को दो से तीन चरणों में टोक़ रिंच के साथ कड़ा किया जाता है।
D-240 डीजल की असेंबली के लिए समायोजन डेटा
सिलेंडर सिर के पागल के अंतिम कसने का क्षण, एनएम - 150-170
रॉड बेयरिंग को जोड़ने का मजबूत टोक़, एनएम - 140-160
ठंडे डीजल इंजन पर वाल्व स्टेम और घुमाव हाथ (थर्मल गैप) के बीच की खाई, मिमी - 0.25-0.30
पिस्टन, जब TDC में स्थित होता है, तो ब्लॉक सतह से 0.5 मिमी से अधिक नहीं बढ़ना चाहिए। पिस्टन समूह और कनेक्टिंग रॉड बेयरिंग कैप्स को स्थापित करने के बाद, एक तेल पंप स्थापित किया गया है, इसका निर्वहन और चूषण पाइपलाइन और नाबदान बंद है।
क्रैंककेस गैस्केट को ग्रेफाइट पेस्ट (40% ग्रेफाइट पाउडर और 60% डीजल तेल) या इलास्टोसिल 137-83 सीलेंट के साथ दोनों तरफ चिकनाई की जाती है; 30-50 ग्राम डीजल तेल सिलेंडर में डाला जाता है। दोनों तरफ सिलेंडर सिर गैसकेट भी ग्रेफाइट पेस्ट के साथ चिकनाई है।
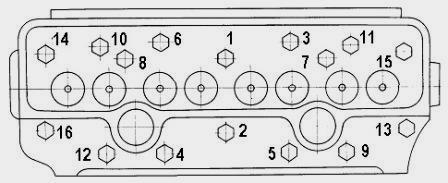
सिर के बन्धन बोल्ट दो या तीन चरणों में एक निश्चित अनुक्रम (अंजीर। 2.1.46) में एक टोक़ रिंच (छवि 2.1.45) के साथ कड़े होते हैं। फिर छड़ और असेंबली की धुरी को घुमाव की भुजाओं के साथ सेट करें।
सिलेंडर हेड माउंटिंग नट और वाल्व तंत्र में थर्मल क्लीयरेंस का कसने वाला टोक़ MTZ-80 डीजल ड्रिल के लिए समायोजन डेटा का पालन करना चाहिए।
अंजीर। 2.1.45। सिलेंडर के सिर को कसते हुए डी-240 को बोल्ट करता है
1 - एक टोक़ रिंच; 2 - सिलेंडर सिर
अंजीर। 2.1.46। सिलेंडर के एक सिर के बन्धन के बोल्ट के एक आवास का क्रम
__________________________________________________________________________
सेवा और MTZ-82 समायोजन
____________________________________________________________________________________________________________________________________________________
संचालन और सेवा MTZ-82.1, 80.1, 80.2, 82.2
इसके संचालन के दौरान इंजन की तकनीकी स्थिति बदल जाती है। निर्दिष्ट कार्यों को करते समय राज्य, मानक और तकनीकी दस्तावेज द्वारा स्थापित मापदंडों के मूल्यों का उल्लंघन किया जाता है, उन्हें विफलता कहा जाता है।
निम्नलिखित कारक डीजल इंजन के सामान्य कामकाज के पैरामीटर और गुणात्मक संकेत हैं:
- इलेक्ट्रिक स्टार्टर द्वारा स्टार्ट-अप समय - 20 एस से अधिक नहीं, इंजन शुरू करके - 2 मिनट से अधिक नहीं;
- इंजन संचालन - वर्दी, बिना किसी रुकावट, विभिन्न मोड में स्थिर;
- रिहाई - निर्धूम, खटखटाने की कमी;
- बिजली और विशिष्ट ईंधन की खपत - स्थापित सीमाओं (5% की सहनशीलता) के भीतर;
- ईंधन की खपत के 3% से कम अपशिष्ट के लिए तेल की खपत;
- 0.20 ... 0.35 एमपीए की मामूली क्रैंकशाफ्ट गति से तेल लाइन में दबाव; डीजल इंजन को रोकने के बाद अपकेंद्रित्र रोटर का रोटेशन 30 एस (कम से कम) के लिए श्रव्य होना चाहिए;
- सामान्य डीजल लोड के तहत शीतलक तापमान - 95 डिग्री सेल्सियस के भीतर;
- सांस से गैस का प्रवाह नगण्य है;
- शुरुआती इंजन को इलेक्ट्रिक स्टार्टर द्वारा शुरू किया जाना चाहिए, जिसमें तीन से अधिक प्रयास नहीं होंगे;
- शीतलक, तेल, ईंधन, तेल में शीतलक (या इसके विपरीत) के रिसाव की अनुपस्थिति।
डीजल इंजन की खराबी के किसी भी संकेतित सीमा या घटित संकेतों में से किसी भी सूचीबद्ध मापदंडों के विचलन के मामले में, विफलता या खराबी के कारण की पहचान करना और इसे समाप्त करना आवश्यक है।
यदि तकनीकी स्थिति की निगरानी की प्रक्रिया में या विफलता के कारण की खोज के परिणामस्वरूप, यह स्थापित किया जाता है कि इंजन कुछ मानदंड से सीमा की स्थिति तक पहुंच गया है, तो इसे ओवरहाल के लिए भेजा जाता है।
असंतुष्ट और असेंबल करने के सामान्य निर्देश: तंत्र को ऐसी स्थितियों में इकट्ठा करना जो प्रदूषण या क्षति को छोड़कर, साथ ही सुरक्षा आवश्यकताओं को पूरा करते हैं; युग्मित भागों जो एक जुड़े स्थिति में काम करते हैं या संतुलन करते हैं, उन्हें समझना नहीं चाहिए; भागों की एक जोड़ी में काम करना निशान (ब्रांडिंग) द्वारा एकत्र किया जाना चाहिए और केवल उनके मूल स्थानों में स्थापित किया जाना चाहिए; छड़ों की प्रत्येक विधानसभा में नए लॉक वाशर लगाना आवश्यक है; असेंबली से पहले, क्रैंकशाफ्ट के सभी तेल चैनलों और कनेक्टिंग रॉड पत्रिकाओं की गुहा को साफ किया जाना चाहिए, ईंधन से धोया जाना चाहिए, और हवा से उड़ा दिया जाना चाहिए; विधानसभा के दौरान महत्वपूर्ण थ्रेडेड जोड़ों का सही कसना महत्वपूर्ण है।
सिर को बन्धन के लिए पागल के अपर्याप्त कसने, भागों में दरारें, भागों के दरारें, ब्लॉक के विमान के सापेक्ष सिलेंडर लाइनरों के असंगत सिरों में असंगतता के कारण प्रभावित हो सकता है, जो सिलेंडर के सिर के निचले तल के ताना-बाना को प्रभावित करता है।
यदि आवश्यक हो, सिर और सिलेंडर ब्लॉक के बीच गैस्केट को इस प्रकार बदलें (डी-245 के उदाहरण पर विचार करें):
- मोटे एयर फिल्टर और साइलेंसर को हटा दें, हुड को ऊपरी स्थिति पर सेट करें;
- साफ डीजल;
- शीतलन प्रणाली से शीतलक को सूखा देना;
- डिस्कनेक्ट करें और कंप्रेसर को हवा की आपूर्ति पाइप को हटा दें;
- क्लैम्प को ढीला करें और टर्बोचार्जर के निर्वहन पाइप को हटा दें;
- फिटिंग को अनफ्रेंड करें और एयर क्लॉजिंग इंडिकेटर की ट्यूब को हटा दें;
- बढ़ते ब्रैकेट को डिस्कनेक्ट करें और वायु शोधक को हटा दें;
- एक टर्बोचार्जर द्वारा तेल नाली पाइप के संक्रमण पाइप के clamps को कमजोर;
- बन्धन नट को हटा दिया और टर्बोचार्जर के साथ एक साथ कई गुना निकास को हटा दें;
- पानी की निकासी और नाली मुर्गा से केबिन हीटर के डिस्चार्ज नली को डिस्कनेक्ट करें और नली को किनारे पर स्थानांतरित करें;
- स्पीडोमीटर ड्राइव केबल को डिस्कनेक्ट करें;
- ब्लॉक के नल से हीटर के नाली नली को डिस्कनेक्ट करें;
- थर्मोस्टेट आवास से रेडिएटर होसेस और कूलिंग सिस्टम पंप को डिस्कनेक्ट करें;
- चौथे नोजल पर नाली ईंधन पाइप की फिटिंग को डिस्कनेक्ट करें;
- उच्च दबाव के ईंधन पाइप को हटाने और हटाने;
- बन्धन पागल को हटा दें और टोपी को हटा दें;
- बढ़ते बोल्ट को हटा दिया और सेवन हेडफोल्ड के साथ सिलेंडर हेड कवर को हटा दें;
- रोलर के पीछे की दीवार पर तेल पाइप फिटिंग के बोल्ट को सिर से बाहर कर दिया जाता है;
- बन्धन नट को हटा दें और रॉकर आर्म असेंबली के बीम को हटा दें, छड़ को बाहर निकालें;
- गैसकेट में सिलेंडर सिर को हटाने और हटाने के लिए;
- सिर और योजक के कनेक्टर को समतल और गॉकेट के पालन वाले हिस्सों से खुरचनी से साफ करें;
- एक नया गैसकेट स्थापित करें, अनुक्रम के रिवर्स डिस्सैड में सिर स्थापित करें।
डी -65 एन डीजल इंजन के लिए, सिर और सिलेंडर ब्लॉक के बीच गैसकेट को बदलने के लिए, निम्नलिखित कार्य करें:
- खामियों को दूर करने वाले बोल्ट को ढीला करें,
- हॉज और शुरुआती इंजन के ड्रेन पाइप को हटा दें;
- बोल्ट को हटा दिया और शुरुआती इंजन के निकास पाइप को हटा दें;
- अलग सिलेंडर सिर और पानी की आपूर्ति पाइप, कम दबाव पाइप और ईंधन फिल्टर, नाली कई गुना, उच्च दबाव पाइप और नलिका;
- बोल्टों को दूर करने के बाद, सिलेंडर के सिर का एक आवरण हटा दें;
- बन्धन नट को दूर करने के बाद, ईंधन फिल्टर और एक सिलेंडर सिर को हटा दें;
- गैस्केट को एक नए के साथ बदलें;
- सिलेंडर सिर और फिल्टर को जगह में रखें और नट्स के साथ सुरक्षित करें;
- कम दबाव पाइप कनेक्ट करें और कम दबाव पाइप और नलिका को कई गुना फिल्टर करें;
- सिलेंडर हेड कवर को जगह पर रखें और इसे बोल्ट के साथ जकड़ें;
- सिलेंडर सिर को पानी की आपूर्ति पाइप कनेक्ट;
- निकास पाइप को जगह में रखें और इसे ठीक करें;
- शुरुआती इंजन के पानी के पाइप को जगह में रखें;
- कनेक्टिंग होसेस पर कॉलर के बन्धन के कसकर बोल्ट।
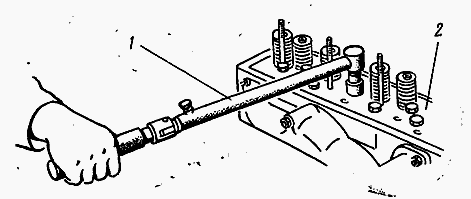
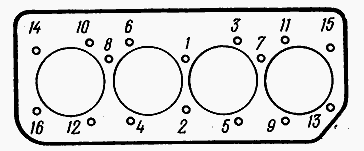
 सिलेंडर ब्लॉक के खिलाफ सिर को समान रूप से दबाने के लिए, बन्धन स्टड के नट को एक निश्चित अनुक्रम (छवि 2.81) में एक टोक़ रिंच के साथ कड़ा होना चाहिए। कसने वाला टोक़ 150 ... 180 एनएम होना चाहिए।
सिलेंडर ब्लॉक के खिलाफ सिर को समान रूप से दबाने के लिए, बन्धन स्टड के नट को एक निश्चित अनुक्रम (छवि 2.81) में एक टोक़ रिंच के साथ कड़ा होना चाहिए। कसने वाला टोक़ 150 ... 180 एनएम होना चाहिए।
शक्ति में गिरावट, तीव्र धुएं, और सांस के माध्यम से गैसों के निकलने की स्थिति में, कठिन स्टार्ट-अप, 0.15 एमपीए के नीचे तेल के दबाव में गिरावट, गांठों की उपस्थिति (संभवतः एक क्रैंक तंत्र के साथ जुड़ा हुआ), साथ ही साथ इंजन तेल के एक बड़े बर्न-आउट के साथ, डीजल को विघटित और निरीक्षण किया जाना चाहिए ( घर के भीतर)।
मरम्मत के लिए एक डीजल इंजन को डिसाइड करते समय, क्रैंकशाफ्ट की कनेक्टिंग रॉड पत्रिकाओं की गुहा को साफ करना आवश्यक है। ऐसा करने के लिए, कोटर पिंस को हटा दें और स्क्रू प्लग को हटा दें।
डिसैम्बल्ड डीज़ल का निरीक्षण करें, असंतुष्ट होने से पहले क्या संकेत देखे गए थे। इसलिए, यदि कोई डीजल इंजन बहुत धूम्रपान करता है, बहुत सारे तेल का उपभोग करता है, तो आवश्यक शक्ति विकसित नहीं करता है, इसे शुरू करना मुश्किल है, आपको जांचने की ज़रूरत है, सबसे पहले, पिस्टन के छल्ले, पिस्टन और सिलेंडर के पहनने की स्थिति और डिग्री।
यदि पिंस में क्लीयरेंस 5 मिमी से अधिक हो या रिंग और खांचे के बीच की ऊँचाई क्लीयरेंस 0.5 मिमी से अधिक हो तो पिस्टन कंप्रेशन रिंग्स को बदलना होगा।
पिस्टन के छल्ले को बदलने से पहले, पिस्टन में छल्ले और तेल नाली छेद के लिए खांचे को अच्छी तरह से कालिख से साफ किया जाता है और डीजल ईंधन से धोया जाता है।
एक नई पिस्टन रिंग स्थापित करने से पहले, इसे सिलेंडर और पिस्टन के खिलाफ जांचना चाहिए। सिलेंडर पर रिंग की जांच करने के लिए, इसे अंदर स्थापित किया जाता है और लॉक में अंतर मापा जाता है। फिर रिंग को सिलेंडर के बहुत नीचे तक पिस्टन द्वारा संचालित किया जाता है ताकि इसके संभावित उत्पादन की प्रकृति को स्थापित किया जा सके। पिस्टन पर अंगूठी की जांच करते समय, यह पिस्टन नाली की गहराई से अधिक रिंग मोटाई के साथ अपने खांचे के साथ लुढ़का हुआ है, इसे अनुपयुक्त माना जाता है।
लॉक में अंतर को समायोजित करने के लिए, अंगूठी को धीरे से एक वाइस में दबाना चाहिए (हटाने योग्य तांबा, सीसा या एल्यूमीनियम स्पंज का उपयोग करके ताकि इसके सही आकार को परेशान न करें), और व्यक्तिगत फाइल के साथ एक तरफ अतिरिक्त धातु को सावधानीपूर्वक काट लें। ऊंचाई के समायोजन के लिए, अंगूठी को एक समान जगह पर फैले हुए कपड़े के टुकड़े पर रखा जाना चाहिए और धीरे से, हाथ से समान दबाव के साथ, एक परिपत्र गति के साथ, इसे एक छोर से पीस लें। छल्ले के उचित ऊंचाई समायोजन का एक संकेत अपने स्वयं के वजन के प्रभाव के बिना खांचे में खांचे में उनकी धीमी गति है, अगर पिस्टन को हाथ से अक्षीय दिशा में वजन द्वारा घुमाया जाता है।
 पुराने को हटाने और पिस्टन के नए छल्ले को एक विशेष खींचने के साथ रखना बेहतर है, अगर यह नहीं है, तो आप कई संकीर्ण और पतली धातु की प्लेटों का उपयोग कर सकते हैं जो सावधानीपूर्वक प्रत्येक हटाने योग्य (पुट) अंगूठी के नीचे एक डाली जाती हैं।
पुराने को हटाने और पिस्टन के नए छल्ले को एक विशेष खींचने के साथ रखना बेहतर है, अगर यह नहीं है, तो आप कई संकीर्ण और पतली धातु की प्लेटों का उपयोग कर सकते हैं जो सावधानीपूर्वक प्रत्येक हटाने योग्य (पुट) अंगूठी के नीचे एक डाली जाती हैं।
अंगूठियां स्थापित करते समय, क्रोम-प्लेटेड को दूसरे और तीसरे शंक्वाकार ("मिनट") के ऊपरी खांचे में रखा जाता है, खांचे में पिस्टन नीचे की ओर एक निशान के साथ। एक विस्तारक के साथ तेल खुरचनी ("डबल") की अंगूठी को रखा जाता है ताकि खांचे के ऊपरी हिस्से में जल निकासी खांचे (खांचे) के साथ एक अंगूठी हो, और जल निकासी खांचे के बिना अंगूठी के निचले हिस्से में, एक आयताकार अवकाश नीचे की ओर।
सिलेंडर में पिस्टन को स्थापित करते समय, रिंग लॉक 90 ° के कोण पर एक दूसरे पर स्थित होते हैं, लेकिन रिंग लॉक उंगली के छेद के विपरीत नहीं होते हैं। पिस्टन को उसी सिलिंडर में रखा जाता है जिसमें उन्होंने काम किया था, पिस्टन को स्थापित करने से पहले सिलेंडर के दर्पण को इंजन के तेल से चिकनाई की जाती है।
विशेषता इंजन लगता है, साथ ही स्नेहन प्रणाली में ऑपरेटिंग दबाव में कमी, क्रैंक तंत्र के बीयरिंगों के बड़े पहनने के लिए गवाही देते हैं। पिस्टन स्ट्रोक के निचले मृत केंद्र के स्तर पर बहरे नॉक द्वारा कनेक्टिंग रॉड बेयरिंग पर पहनने का पता लगाया जाता है; स्वदेशी पहनने की विशेषता क्रैंकशाफ्ट के क्षेत्र में कम टोन के स्पष्ट नोक है।
तेल के दबाव में गिरावट के साथ गोले को बदलने की आवश्यकता का निर्धारण करते समय, किसी को यह सुनिश्चित करना चाहिए कि दबाव ड्रॉप (दबाव नापने का कार्य खराबी, तेल पंप फ़िल्टर, नाली वाल्व की खराबी, इंजन ओवरहिटिंग, आदि) के लिए कोई अन्य कारण नहीं हैं। क्लिअरिंग रॉड बियरिंग के साथ क्लीयरेंस को पहले जांचना चाहिए, क्योंकि वे मुख्य की तुलना में बहुत पहले पहनते हैं।
 मूल्य रेडियल क्लीयरेंस शाफ्ट की गर्दन के बीच और लाइनर को जांच के लिए लीड वायर या कैलिब्रेटेड ब्रास प्लेट का उपयोग करके निर्धारित किया जा सकता है, कनेक्टिंग रॉड में से एक को हटा दिया जाता है और कनेक्टिंग रॉड बोल्ट के नट्स को हटा दिया जाता है और निचले लाइनर के साथ कवर को हटा दिया जाता है। लाइनर और गर्दन को पोंछकर सुखाया जाता है। लाइनर की भीतरी सतह पर तेल से सना हुआ शुद्ध लेड वायर के दो टुकड़े 70 से 80 मिमी लंबे और 1-1.5 मिमी मोटे होते हैं। फिर कनेक्टिंग रॉड कवर को सावधानी से लगाया जाता है, कनेक्टिंग रॉड बोल्ट को 70 - 80 एन के बल के साथ कड़ा कर दिया जाता है और क्रैंकशाफ्ट 360 ° घूमता है। इसके बाद, आपको यह जांचने की आवश्यकता है कि कनेक्टिंग रॉड बोल्ट के नट ढीले हैं, असर टोपी को हटा दें और समेटना तार के टुकड़े को हटा दें। यदि, शाफ्ट को मोड़ने के बाद, कनेक्टिंग रॉड बोल्ट के नट्स को ढीला किया जाता है, तो उन्हें कड़ा होना चाहिए, शाफ्ट 360 ° फिर से घुमाएं और बोल्ट की जकड़न को फिर से जांचें। Crimped तार की मोटाई को मापा जाता है, और यदि यह रेडियल क्लीयरेंस के एक निश्चित मूल्य से अधिक है, तो लाइनर्स को कनेक्टिंग रॉड्स (आवश्यक रूप से ऊपरी और निचले दोनों) के पूरे सेट के लिए बदल दिया जाता है। लीड तार का उपयोग करके, क्रैंकशाफ्ट मुख्य बीयरिंगों में क्लीयरेंस भी मापा जा सकता है।
मूल्य रेडियल क्लीयरेंस शाफ्ट की गर्दन के बीच और लाइनर को जांच के लिए लीड वायर या कैलिब्रेटेड ब्रास प्लेट का उपयोग करके निर्धारित किया जा सकता है, कनेक्टिंग रॉड में से एक को हटा दिया जाता है और कनेक्टिंग रॉड बोल्ट के नट्स को हटा दिया जाता है और निचले लाइनर के साथ कवर को हटा दिया जाता है। लाइनर और गर्दन को पोंछकर सुखाया जाता है। लाइनर की भीतरी सतह पर तेल से सना हुआ शुद्ध लेड वायर के दो टुकड़े 70 से 80 मिमी लंबे और 1-1.5 मिमी मोटे होते हैं। फिर कनेक्टिंग रॉड कवर को सावधानी से लगाया जाता है, कनेक्टिंग रॉड बोल्ट को 70 - 80 एन के बल के साथ कड़ा कर दिया जाता है और क्रैंकशाफ्ट 360 ° घूमता है। इसके बाद, आपको यह जांचने की आवश्यकता है कि कनेक्टिंग रॉड बोल्ट के नट ढीले हैं, असर टोपी को हटा दें और समेटना तार के टुकड़े को हटा दें। यदि, शाफ्ट को मोड़ने के बाद, कनेक्टिंग रॉड बोल्ट के नट्स को ढीला किया जाता है, तो उन्हें कड़ा होना चाहिए, शाफ्ट 360 ° फिर से घुमाएं और बोल्ट की जकड़न को फिर से जांचें। Crimped तार की मोटाई को मापा जाता है, और यदि यह रेडियल क्लीयरेंस के एक निश्चित मूल्य से अधिक है, तो लाइनर्स को कनेक्टिंग रॉड्स (आवश्यक रूप से ऊपरी और निचले दोनों) के पूरे सेट के लिए बदल दिया जाता है। लीड तार का उपयोग करके, क्रैंकशाफ्ट मुख्य बीयरिंगों में क्लीयरेंस भी मापा जा सकता है।
जब मुख्य कोडांतरण और रॉड बीयरिंग को जोड़ने के लिए, यह सख्त वर्जित है:
- लाइनर्स की कामकाजी सतहों को परिमार्जन करना;
- मुख्य असरदार टोपियां दर्ज करें, साथ ही लाइनर के जंक्शन में लाइनर और बेड के बीच में गास्केट लगाएं;
- असर के गोले को विघटित करें, और उन्हें एक अन्य शाफ्ट जर्नल पर भी स्थापित करें;
- निचले कनेक्टिंग रॉड हेड के कैप को फिर से व्यवस्थित करें या उन्हें पलट दें;
- विस्तारित या फटे धागे के साथ रॉड बोल्ट और स्टड जोड़ने;
- कनेक्टिंग रॉड बोल्ट के नट को कसकर और मुख्य बीयरिंग के स्टड के नट को बेयरिंग में क्लीयरेंस को समायोजित करें;
- प्लेटों के साथ मुख्य असर वाले स्टड के नट्स को लॉक करें जो दो से अधिक बार उपयोग में थे।
क्रैंक तंत्र को इकट्ठा करने से पहले, क्रैंककेस और क्रैंकशाफ्ट में सभी तेल चालित चैनलों, साथ ही साथ कनेक्टिंग रॉड गर्दन के गुहाओं को साफ किया जाना चाहिए, डीजल ईंधन से धोया जाना चाहिए और संपीड़ित हवा के साथ उड़ा दिया जाना चाहिए। बेड और लाइनर्स की बाहरी सतहों को सूखा मिटा दिया जाना चाहिए, और शाफ्ट जर्नल इंजन तेल की एक पतली परत के साथ बढ़ाया जाना चाहिए। एक सही ढंग से रखी गई क्रैंकशाफ्ट को जब्त किए बिना किसी भी संकेत के स्वतंत्र रूप से कड़े बीयरिंगों में घूमना चाहिए, और निचले कनेक्टिंग रॉड हेड्स को हाथ के प्रयास से गर्दन के साथ चलना चाहिए।
ब्लॉक में क्रैक मरम्मत - क्रैंककेस और सिलेंडर सिर। दरारें दीवार की मोटाई के 60 ° से 2/3 के कोण पर काटी जाती हैं और सिरों पर ड्रिल की जाती हैं, आसन्न सतह को एक धातु की चमक से साफ किया जाता है। वेल्डिंग को स्थानीय हीटिंग के बिना इलेक्ट्रोड 034 ... 1 द्वारा रिवर्स पोलरिटी के प्रत्यक्ष वर्तमान के साथ किया जाता है। इलेक्ट्रोड का व्यास 3 मिमी है, वर्तमान ताकत 90 है ... 120 ए। जकड़न सुनिश्चित करने के लिए, इसे नरम मिलाप के साथ मिलाप की सिफारिश की जाती है या एपॉक्सी गोंद के साथ संसेचन किया जाता है। मरम्मत के बाद, रिसाव परीक्षण 0.4 लीटर के दबाव में किया जाता है ... 2 मिनट के लिए 0.5 एमपीए 1 लीटर पानी में 10 लीटर पानी के घोल का उपयोग करते हुए। 15 ग्राम सोडा ऐश, 2 ... 3 ग्राम सोडियम नाइट्रेट और 0.1 ।। पायसीकारक ओपी -7 का .0.3 ग्राम।
पैच लगाने से खराबी को भी खत्म किया जा सकता है। इसके लिए, एपॉक्सी राल पर आधारित एक चिपकने वाली रचना का उपयोग किया जाता है: ईडी -6 राल के वजन से प्रति 100 भागों में डाइब्यूटिल फथलेट के 15 भाग और पॉलीइथिलीन पॉलीमाइन के 10 भागों। ग्रेफाइट का अतिरिक्त 50 भाग (या कच्चा लोहा पाउडर के 150 भाग और ग्राउंड माइका के 20 भाग)। आवेदन से पहले: सतह को उसी तरह से तैयार किया जाता है जैसे कि एसीटोन या गैसोलीन के साथ अतिरिक्त गिरावट के साथ वेल्डिंग द्वारा बहाली से पहले।
इंजन के लिए अपनाई गई टाइमिंग आरेख के अनुसार एक अच्छा समय वाल्व सख्त रूप से खुलता है और बंद होता है। गैस वितरण के चरणों का उल्लंघन गियर्स की अनुचित स्थापना के कारण या घुमाव हथियार और वाल्व उपजी के बीच अंतराल में परिवर्तन के मामले में किया जाता है।
वितरण गियर के दांत, स्नेहन प्रणाली के पंप ड्राइव के गियर के अलावा, निशान के अनुसार निर्धारित किए जाने चाहिए: क्रैंकशाफ्ट ड्राइव के गियर का दांत, जिस पर निशान "सी" लगाया जाता है, अंक "सी" के साथ मध्यवर्ती गियर के दो दांतों के बीच स्थापित होना चाहिए। बाहरी निरीक्षण और गियरिंग क्लीयरेंस की जांच करके गियर की तकनीकी स्थिति की निगरानी की जाती है, जो 0.2 ... .0.5 मिमी होनी चाहिए। यदि कम से कम एक दांत अपनी लंबाई के आठवें भाग से अधिक टूट जाता है, तो गियर परिवर्तन की आवश्यकता होती है। गियर एंगेजमेंट में गैप को लीड प्लेट के डिपस्टिक या पंपिंग से चेक किया जाता है: 0.5 ... 1.1 एमएम की मोटाई वाली प्लेट्स को गियर दांतों पर तीन समान रूप से स्पेस किए गए स्थानों पर रखा जाता है और गियर को रोल करते हुए; crumpled अनुभाग की मोटाई अंतराल को निर्धारित करती है; यदि यह 1.1 मिमी से अधिक है, तो गियर परिवर्तन की आवश्यकता है।
वाल्व तंत्र में थर्मल क्लीयरेंस को कम करने से वाल्व के पहले खोलने और बाद में बंद हो जाता है। अंतराल की अनुपस्थिति डीजल इंजन के आंशिक अपघटन की ओर ले जाती है, जो वाल्व के पूरा होने के साथ होती है।
डीजल संचालन के दौरान, वाल्व सीटों और वाल्व चेहरों की कामकाजी सतहों पर पहनने के कारण, वाल्व-टू-सीट कपलिंग की रिसाव-जकड़न ख़राब हो जाती है। कभी-कभी इसे समाप्त किया जा सकता है। lappingवाल्व, जिसे इस तरह से निष्पादित किया जाता है:
- इंजन सिलेंडर सिर को हटा दें, इसे तेल और कार्बन जमा को साफ करें। विधानसभा के दौरान उनकी जगह पर वाल्व स्थापित करने के लिए सुनिश्चित होने के लिए, उन्होंने अपनी प्लेटों पर लेबल लगाए;
- सिलेंडर सिर से वाल्व निकालें। पूरी तरह से साफ वाल्व और कालिख से उनकी सीटें, मिट्टी के तेल से कुल्ला और निरीक्षण करें। यदि प्लेटों और वाल्व के तनों को विकृत नहीं किया जाता है और वाल्व चैंफर्स और सीटों पर कोई बर्नआउट नहीं होते हैं, तो तंगी को बहाल करके पीसने से प्राप्त किया जा सकता है। इन दोषों की उपस्थिति में, वाल्वों को नए लोगों के साथ बदल दिया जाना चाहिए, और सीटें जमीन पर होनी चाहिए;
- सिलेंडर सिर के इनलेट और आउटलेट चैनलों को साफ करें और डीजल ईंधन से कुल्ला करें;
- वाल्व कक्ष के लिए GOI पेस्ट या पीस मरहम की एक पतली परत लागू करें, इंजन तेल के साथ शाफ्ट को चिकना करें और वाल्व को वापस रखें;
- एक विशेष उपकरण या सक्शन कप के साथ एक हाथ ड्रिल का उपयोग करके, वाल्व को दक्षिणावर्त 113 मोड़ दें, और फिर विपरीत दिशा में 114 मोड़ (वाल्व प्लेट को हल्के से दबाकर)। एक परिपत्र गति में रगड़ना असंभव है।
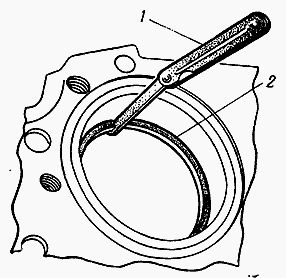
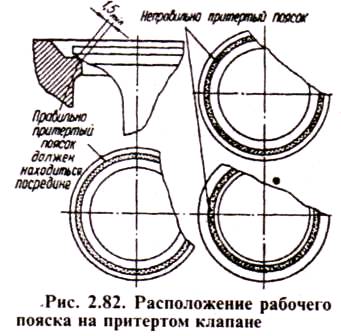
समय-समय पर वाल्व को ऊपर उठाना और चम्फर को पेस्ट के नए भागों को लागू करना, तब तक लैपिंग करना जारी रखें जब तक कि कम से कम 1.5 मिमी की चौड़ाई के साथ एक निरंतर मैट बेल्ट वाल्व और सीट (छवि 2.82) के चामर पर दिखाई न दें;
- लैपिंग के बाद, वाल्वों और सीटों को केरोसिन से फ्लश करें और सूखें। जगह में स्प्रिंग्स के साथ वाल्व स्थापित करें;
- लीक के लिए वाल्व-सीट संभोग की जाँच करें। ऐसा करने के लिए, इनलेट और आउटलेट चैनलों (वैकल्पिक रूप से) में केरोसिन डालें और दो मिनट के लिए वहां रखें। लीक की अनुपस्थिति इंटरफ़ेस की पर्याप्त जकड़न को इंगित करती है।
डीजल इंजन से निकाले गए नोजल को मिट्टी के तेल या डीजल ईंधन में धोया जाता है, इंजेक्शन का दबाव KI-562 या KI-333Z उपकरणों के साथ-साथ परमाणुओं की जकड़न और ईंधन के परमाणुकरण की गुणवत्ता का उपयोग करके जाँच की जाती है।
डिसाइड करने की प्रक्रिया में, कैप को अनस्रेच किया जाता है, एडजस्ट करने वाले स्क्रू लॉकनट को छोड़ दिया जाता है, एडजस्टमेंट स्क्रू को अनस्रेच किया जाता है, स्प्रिंग को ढीला किया जाता है, जिसके बाद स्प्रेयर नट को अनस्रेच किया जाता है और स्प्रेयर को हटाया जाता है। इसके बाद, केस और स्प्रेयर की सुई को 10 ... 15 मिनट के लिए केरोसिन में डुबो दें (उन्हें समझा नहीं जा सकता)। धुले हुए भागों का निरीक्षण किया जाता है और मापा जाता है: जिनमें दरारें, दुपट्टे, फ्रैक्चर और मलिनकिरण रंग होते हैं, और शरीर और सुइयों की सटीक सतहों पर जंग के निशान बदल जाते हैं।
0.25..0.28 मिमी के व्यास के साथ एक सुई या स्ट्रिंग के साथ नोकदार नोजल छेद से कार्बन जमा हटा दें और उन्हें कुल्ला करें, एक ड्रिल या तार के साथ, परमाणु के ईंधन आपूर्ति छेद को साफ करें। कालिख और टार जमा के अवशेष ब्रश (पीतल) या खुरचनी के साथ हटा दिए जाते हैं।
स्प्रेयर सुई, डीजल ईंधन के साथ गीला और शरीर से लंबाई का एक तिहाई बढ़ाया, स्प्रेयर को 45 डिग्री पर झुकाना चाहिए और स्वतंत्र रूप से अपने वजन के नीचे कम करना चाहिए।
स्प्रेयर के नट को 70 ... 80 एनएम के टॉर्क के साथ कसकर इकट्ठा किया जाता है, इंजेक्शन शुरू दबाव को विनियमित किया जाता है और स्प्रेयर की कठोरता और छिड़काव की गुणवत्ता की जांच की जाती है (यदि परिणाम असंतोषजनक हैं, तो स्प्रेयर बदल जाता है)।
डीजल इंजन पर नलिका स्थापित करें। शुरू करने के बाद, आपको यह सुनिश्चित करने की आवश्यकता है कि उच्च दबाव वाले ईंधन लाइनों के बन्धन के बिंदुओं पर कोई लीक नहीं है, सिलेंडर सिर की सीटों पर नलिका की जकड़न की जांच करें (गैस रिसाव की अनुमति नहीं है, हिसिंग द्वारा निर्धारित)।
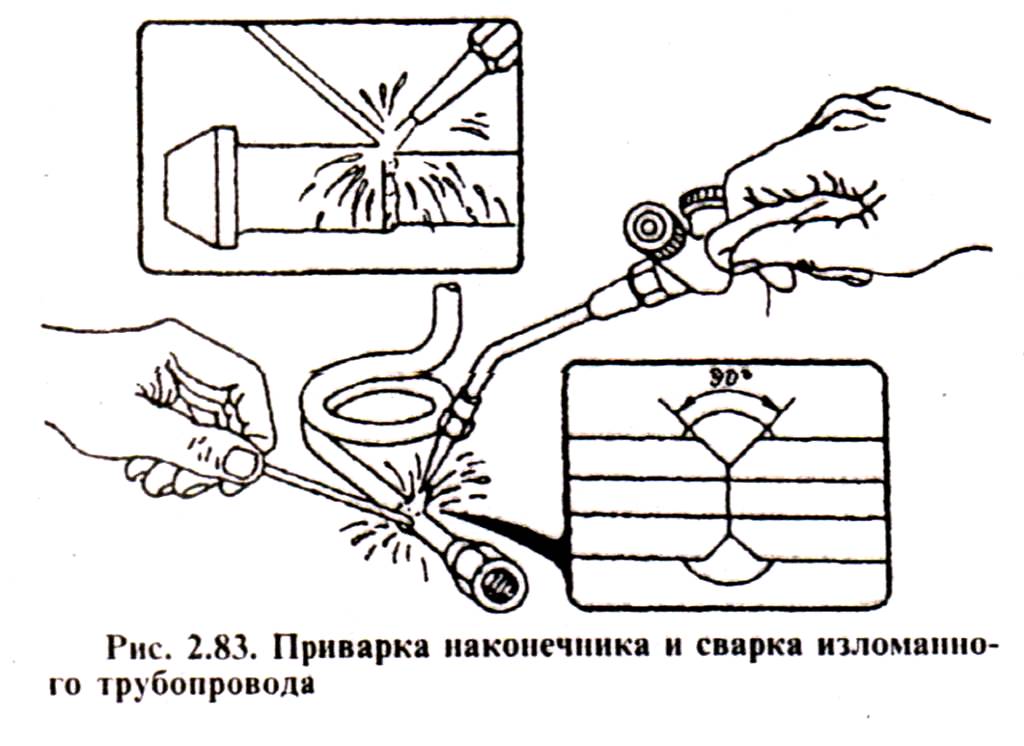
उच्च दाब ईंधन रेखाएँ विसंक्रमण या युक्तियों के प्रतिस्थापन द्वारा मरम्मत (वे सील शंकु के पहनने के कारण क्षतिग्रस्त हो जाती हैं)।
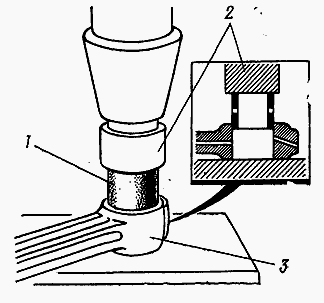
शंकु टिप को बदलने के लिए, ट्यूब के अंत को क्षति से काट दिया जाता है और बर्स को हटा दिया जाता है। फिर एक नई टिप बनाएं और इसे ईंधन लाइन के अंत तक वेल्ड करें (छवि 2.83)। केंद्रीय छेद ड्रिल के साथ 2 मिमी के व्यास के साथ 25 ... 30 मिमी की गहराई तक ड्रिल किया जाता है।
मरम्मत वाली पाइपलाइनों को एक मिनट के लिए 30 एमपीए के दबाव में हाइड्रोलिक परीक्षण पास करना होगा।
फिटिंग पर थ्रेड टूटने के लगातार मामले हैं, जब खराब हुए अखरोट को तिरछा किया जाता है। इसे रोकने के लिए, पंप के दबाव फिटिंग और नोजल के नोजल पर हाथ से यूनियन नट्स को कसने के लिए आवश्यक है, और फिर उन्हें रिंच के साथ कस दें। नोजल से ईंधन लाइन को डिस्कनेक्ट करते समय, ईंधन लाइन के संघ नट को कसने और पंप के दबाव फिटिंग पर ढीला करें। एटमाइज़र पागल के चेहरे को कुचलते समय, नोजल कसकर सिर के छिद्रों में प्रवेश करते हैं। इसलिए, डीजल सिर पर नोजल को बढ़ाने से पहले, उनके जंक्शन की जगह को साफ करें, स्प्रे नोजल पर गैसकेट डालें और इसे अखरोट के खिलाफ दबाएं। अन्यथा, यह उस छेद के सापेक्ष स्थानांतरित हो सकता है जिसमें स्प्रे बंदूक प्रवेश करती है और स्थापना के दौरान ढह जाती है। संयुक्त "नोजल - सिलेंडर हेड" को अवसादग्रस्त किया जाएगा या स्प्रे बंदूक को तिरछा के साथ स्थापित किया जाता है, जिससे इसकी ओवरहीटिंग और जाम हो जाती है।
खराबी ईंधन पंप इसके प्रदर्शन में कमी का कारण और डीजल इंजन की शुरुआत और संचालन को प्रभावित करना है।
सबसे पहले, शुरू करना मुश्किल है क्योंकि कम क्रैंकशाफ्ट गति से, पंप कम दबाव पर भी कम ईंधन वितरित करेगा। पंप द्वारा ईंधन के भार और कम आपूर्ति में वृद्धि के मामले में, डीजल इंजन के संचालन में रुकावटें आएंगी। पंप (पिस्टन और सिलेंडर) की मुख्य कामकाजी सतहों के पहनने के साथ, लाइन में दबाव कम हो जाता है (0.1 एमपीए से कम के दबाव में, पंप का आगे उपयोग अव्यावहारिक है)। ऐसे पंपों में, वाल्व, पिस्टन, पिस्टन बोर, वाल्व सीट और पुश रॉड और स्लीव के बीच की खाई को आमतौर पर पहना जाता है।
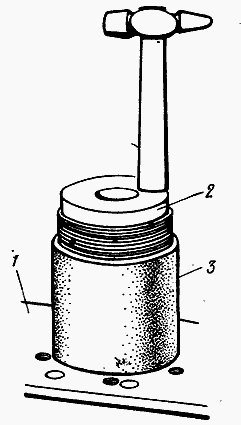
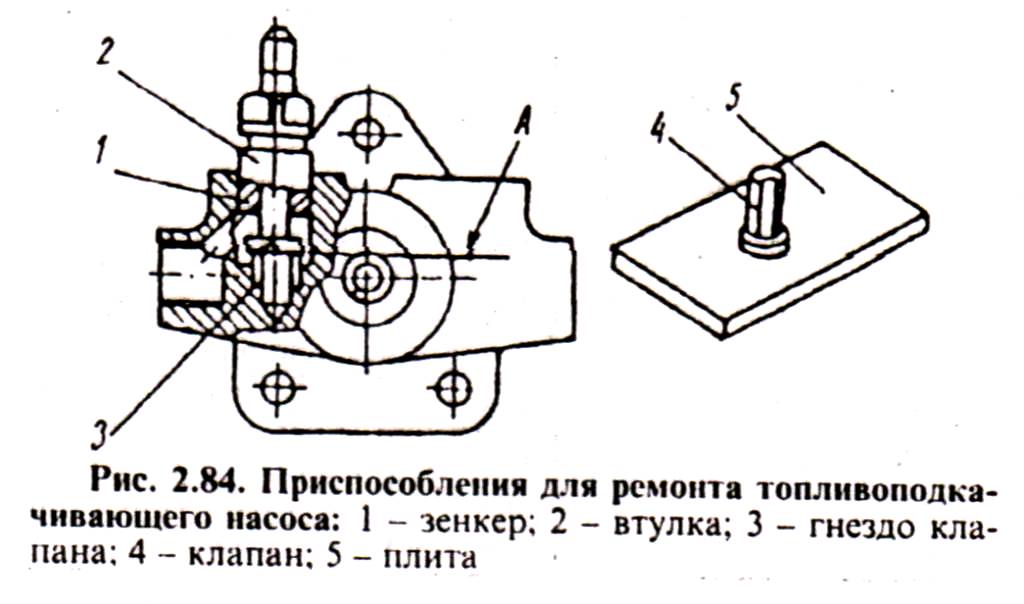
ईंधन भड़काना पंपों की मरम्मत विशेष उपकरणों पर की जाती है। असमानता और पहनने के संकेतों को खत्म करने के लिए, सीलिंग सतह ए (छवि 2.84) को मैन्युअल रूप से फेस ड्रिल 1 के साथ संसाधित किया जाता है। ऐसा करने के लिए, टांग को गाइड स्लीव 2 के छेद में डाला जाता है, जो कि काउंटरसिंक के साथ मिलकर वाल्व प्लग के स्थान पर खराब हो जाता है। फिर शैंक पर एक चौकोर छेद के साथ हैंडल पर रखो, जो काउंटरसिंक को घुमाते हैं। बेल्ट की अपर्याप्त ऊंचाई के मामले में, एक नया वाल्व सीट छेद में फिर से दबाया जाता है। फिटिंग से पहले, घोंसले और शरीर की संभोग सतहों को एपॉक्सी गोंद या बीएफ -2 गोंद के साथ लेपित किया जाता है।
वाल्व 4 की सीलिंग एंड सतह (पॉलीकैप्रोलैक्टम से) को तब तक रगड़ा जाता है जब तक कि कास्ट-आयरन प्लेट 5 पर पेस्ट के साथ या प्लेट पर रखी बारीक-बारीक पीसने वाली रेत के पेस्ट को खत्म नहीं कर दिया जाता।
पुशर रॉड और आस्तीन के बीच की बढ़ी हुई दूरी को पुशर रॉड के बढ़े हुए मरम्मत आकार के तहत आस्तीन में छेद का विस्तार करके बहाल किया जाता है।
पिस्टन के लिए पहना जाने वाला बोर कच्चा लोहे के लेप के साथ मरम्मत के आकार का होता है। पिस्टन एक केंद्र रहित पीसने वाली मशीन, क्रोम-प्लेटेड, जमीन पर फिर से और जमीन में जमीन पर होता है।
पुशर भागों की मरम्मत आवास और रोलर में छेद की तैनाती, और बढ़े हुए व्यास की धुरी के निर्माण के लिए कम हो जाती है।
काम की प्रक्रिया में इंजेक्शन पंप की खराबी को केवल आंशिक रूप से पहचाना जा सकता है, उनमें से ज्यादातर को विशेष उपकरण (कार्यशाला में) का उपयोग करके निर्धारित किया जाता है।
ऊपरी रेडिएटर नली की जगह निम्नलिखित अनुक्रम में उत्पादित:
- निचले रेडिएटर समर्थन के बन्धन को कमजोर करें (अखरोट को 5 ... 10 क्रांतियों से हटा दें);
- खिंचाव के निशान काट;
- नली क्लैंप को ढीला करें और रेडिएटर पाइप और थर्मोस्टैट आवास से नली को हटा दें;
- एक नया नली स्थापित करें, क्लैंप के क्लैंप बोल्ट को कसने के बिना उस पर क्लैंप लगाएं;
- रेडिएटर माउंट को कनेक्ट करें, और फिर नली क्लैंप को कस लें;
- निचले रेडिएटर के नट्स को कस लें (विफलता को कसने के बिना), क्योंकि सदमे अवशोषित स्प्रिंग्स के सामान्य संचालन के लिए, उनके कांटे के बीच एक अंतर होना चाहिए।
प्रारंभिक इंजन के सिर और सिलेंडर के बीच गैसकेट को निम्नलिखित क्रम में प्रतिस्थापित किया गया है:
- डीजल शीतलन प्रणाली से कूलेंट की निकासी;
- सिर से शीतलन प्रणाली के पाइप को डिस्कनेक्ट करें;
- सिर बन्धन के पागल को हटा दिया, सिर और गैसकेट को हटा दें;
- पुराने गैसकेट के कालिख और पालन भागों के सिर और सिलेंडर कनेक्टर विमानों को साफ करें; एक नया गैसकेट स्थापित करें, सिर और बन्धन पागल को कस लें (तिरछे कसकर, समान रूप से, कई चरणों में, पागल के अंतिम कसने का क्षण 62 है ... 72 एनएम);
- कूलिंग सिस्टम पाइप को सिर से कनेक्ट करें और सिस्टम को तरल से भरें।
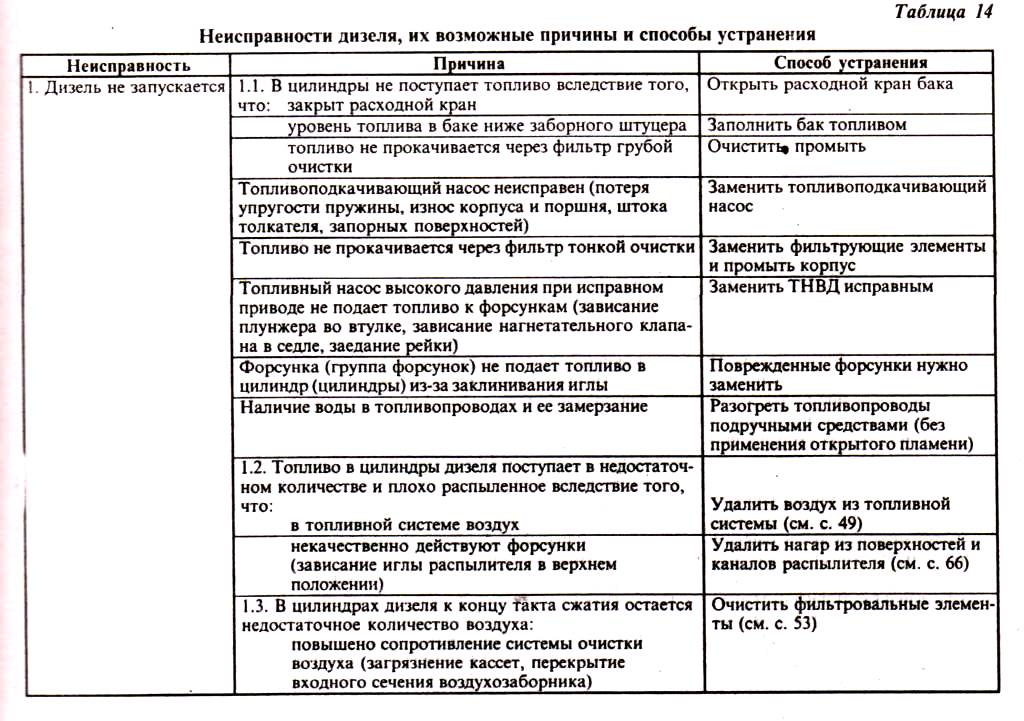
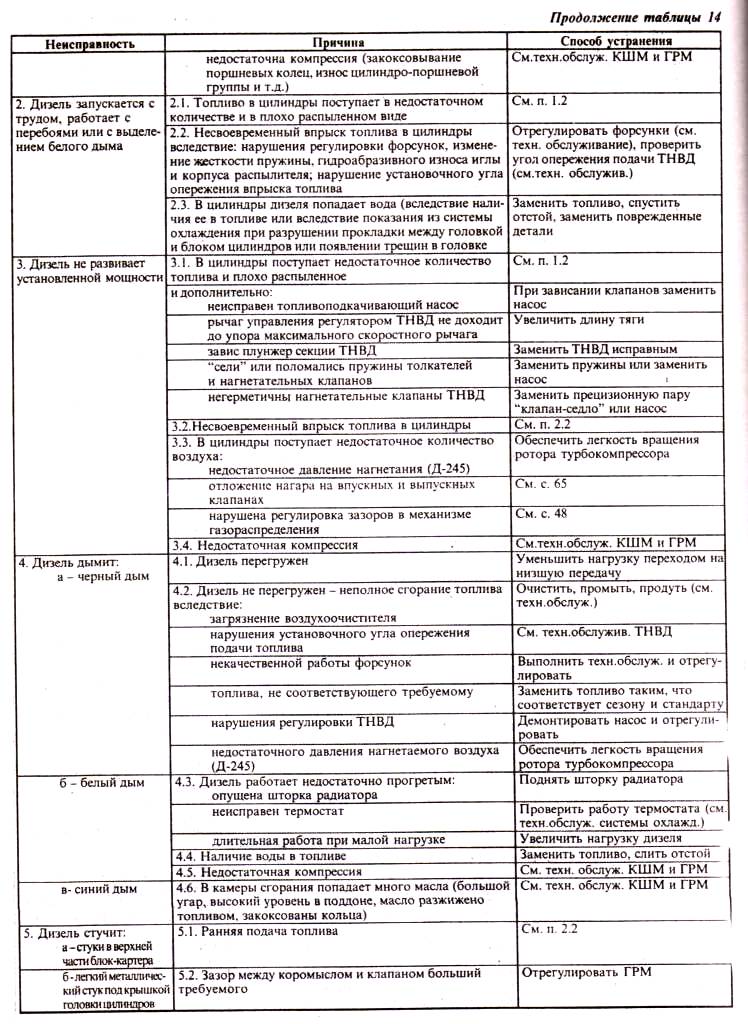
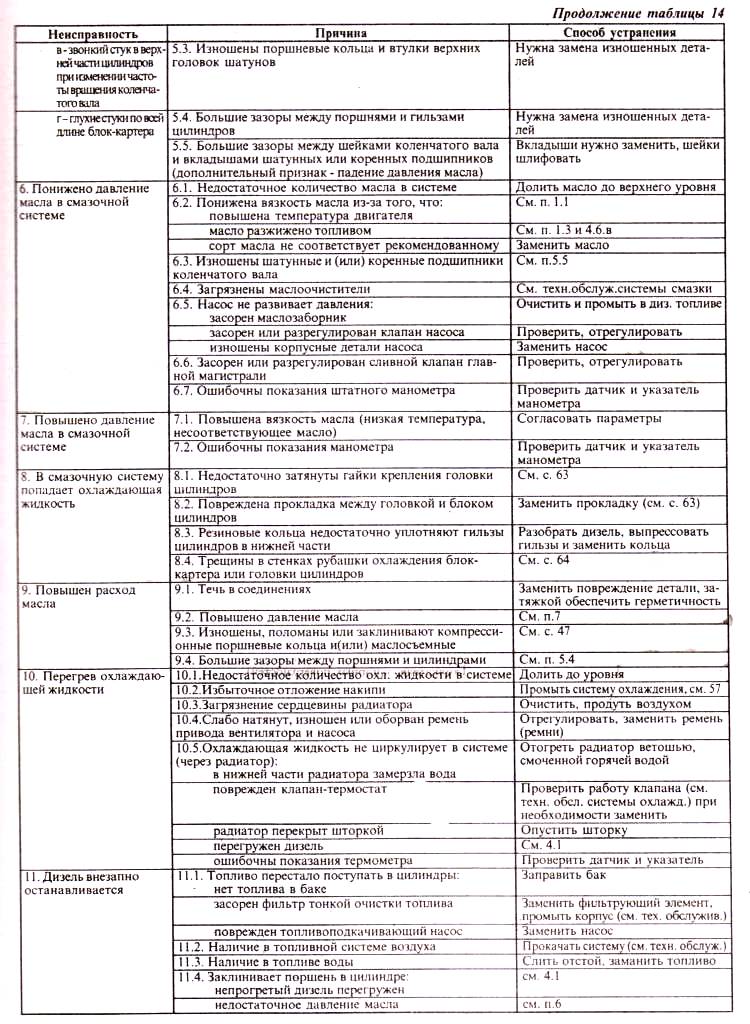
मुख्य डीजल खराबी, उनके संभावित कारण और उपचार तालिका में संक्षेप हैं। 14।
फ़ायदेमंद तरल पूर्वगामी इस तथ्य से विशेषता है कि जब करंट को सॉलोनॉइड वाल्व के टर्मिनलों पर लागू किया जाता है, तो संपर्कों के क्लिक को सुना जाता है, गर्म होता है, नियंत्रण सर्पिल एक हल्के लाल रंग का अधिग्रहण करता है, पंखे को चालू करने के तुरंत बाद चालू हो जाता है। विद्युत मशाल और तरल हीटरों की संभावित खराबी और उनके उन्मूलन के तरीके तालिका में दिए गए हैं। 15 और 16।

डी -243 डीजल सिलेंडर हेड
एमटीजेड -82 / 80 ट्रैक्टर के डी -243 इंजन का सिलेंडर हेड एक कच्चा लोहा है, जिसमें आंतरिक गुहाओं में वाल्व द्वारा बंद इनलेट और आउटलेट चैनल हैं।
गर्मी लंपटता सुनिश्चित करने के लिए, सिलेंडर सिर में आंतरिक गुहाएं होती हैं जिसमें शीतलक घूमता है। सिलेंडर के शीर्ष पर स्ट्रट्स होते हैं, रॉकर आर्म्स के साथ एक रॉकर आर्म, एक हेड कवर, एक इनटेक मैनिफोल्ड और एक कैप कवर जो वाल्व तंत्र को कवर करता है।
ईंधन पंप पक्ष पर MTZ-82/80 इंजन ब्लॉक के सिर में चार नलिका स्थापित की जाती हैं, और जनरेटर की तरफ सिर पर एक निकास मैनिफोल्ड लगाया जाता है।
कनेक्टर को सिर और सिलेंडर ब्लॉक के बीच सील करने के लिए, छिद्रित स्टील शीट के साथ प्रबलित एस्बेस्टस या एस्बेस्टस-मुक्त कपड़े से बना एक गैसकेट स्थापित किया गया है। सिलेंडर लाइनर्स और तेल चैनल के लिए छेद स्टील के गोले के साथ धारित हैं।
इंजन डी -243 के सिलेंडर सिर के बोल्ट की जकड़न की जाँच करें
एमटीजेड -82 / 80 ट्रैक्टर के डी -243 आंतरिक दहन इंजन के सिलेंडर हेड के बोल्ट के कसने की जाँच करें रन-इन के अंत में और बाद के क्रम में एक गर्म डीजल इंजन पर 1000 घंटे के संचालन के बाद:
टोपी और सिलेंडर हेड कवर निकालें;
रॉकर आर्म्स और स्ट्रट्स के साथ रॉकर आर्म की धुरी निकालें;
एक टोक़ रिंच का उपयोग करते हुए, चित्रा 19 में दिखाए गए अनुक्रम में सभी सिलेंडर हेड माउंटिंग बोल्टों को कसने की जांच करें और यदि आवश्यक हो तो कस लें। कसकर टोक़ -200-10 एनएम।
सिलेंडर सिर को इंजन तक पहुंचाने वाले बोल्टों की जकड़न की जांच करने के बाद, रॉकर आर्म अक्ष को फिर से स्थापित करें और वाल्व और रॉकर आर्म्स के बीच निकासी को समायोजित करें।
डीजल इंजन डी -243 के सिलेंडर सिर के कसकर बोल्ट के अनुक्रम आरेख
डीजल इंजन D-243 का सिलेंडर ब्लॉक
सिलेंडर ब्लॉक डीजल इंजन का मुख्य अंग है और एक कठिन कच्चा लोहा है। विशेष कच्चा लोहा से बने चार हटाने योग्य आस्तीन ब्लॉक के ऊर्ध्वाधर बोर में स्थापित होते हैं।
लाइनर MTZ-82/80 इंजन के सिलेंडर ब्लॉक में दो केंद्र बेल्ट में स्थापित किया गया है: ऊपरी और निचले। ऊपरी क्षेत्र में, लाइनर को कॉलर के साथ सुरक्षित किया जाता है, निचले में - इसे सिलेंडर ब्लॉक के खांचे में स्थित दो रबर के छल्ले के साथ सील किया जाता है।
लाइनर्स को उनके आंतरिक व्यास के अनुसार तीन आकार समूहों में विभाजित किया जाता है: बड़े (बी), मध्यम (सी) और छोटे (एम)। समूह का अंकन आस्तीन के प्रवेश शंकु पर लगाया जाता है।
एक आयाम समूह के डी -243 इंजन ब्लॉक के आस्तीन को स्थापित करना आवश्यक है। शीतलक सिलेंडर ब्लॉक और लाइनर्स की दीवारों के बीच घूमता है। सिलेंडर ब्लॉक के अंत की दीवारों और अनुप्रस्थ विभाजन में क्रैंकशाफ्ट बीयरिंग बनाने के लिए डिज़ाइन किए गए ज्वार हैं।
इन ज्वारों पर ढक्कन लगाए जाते हैं। मुख्य बीयरिंगों के लिए कवर बेड के साथ मिलकर ज्वार। मुख्य असर वाले गोले के लिए बेड एक यूनिट असेंबली से मुख्य बियरिंग कैप से ऊब चुके हैं। स्वैपिंग कवर की अनुमति नहीं है।
सिलेंडर ब्लॉक D-243 में एक अनुदैर्ध्य चैनल है, जिसमें से तेल अनुप्रस्थ चैनलों के माध्यम से क्रैंकशाफ्ट मुख्य बीयरिंग और कैंषफ़्ट बीयरिंग तक बहता है।
सिलेंडर ब्लॉक की बाहरी सतहों पर एक केन्द्रापसारक तेल फिल्टर, एक पानी पंप, मोटे के लिए फिल्टर और ईंधन की ठीक सफाई, और एक तेल भराव गर्दन के लिए मशीनीकरण संभोग सतहों हैं।
डी -243 डीजल का समय निर्धारण तंत्र
एमटीजेड -82 / 80 ट्रैक्टर के डी -243 इंजन के गैस वितरण तंत्र में एक कैंषफ़्ट, सेवन और निकास वाल्व, साथ ही साथ उनकी स्थापना और ड्राइव के कुछ भाग होते हैं: पुशर्स, रॉड, रॉकर आर्म्स, नट के साथ समायोजन शिकंजा, पटाखे, स्प्रिंग्स, स्ट्रट्स और एक्सल के साथ प्लेट्स। पत्थर की बाँह।
कैंषफ़्ट एक तीन-बिंदु है, जो वितरण गियर के माध्यम से क्रैंकशाफ्ट से संचालित होता है। कैंषफ़्ट बीयरिंग तीन बुशिंग हैं, जिन्हें ब्लॉक के छिद्रों में दबाया जाता है। एल्यूमीनियम मिश्र धातु के सामने वाले हब (पंखे की तरफ) में एक जोरदार कॉलर होता है जो अक्षीय गति से कैंषफ़्ट को रखता है, शेष झाड़ियों को कच्चा लोहा दिया जाता है।
D-243 इंजन के पुशर्स स्टील हैं। पुशर प्लेट की कामकाजी सतह को प्रक्षालित कच्चा लोहा के साथ फ्यूज किया जाता है और एक बड़े त्रिज्या (750 मिलियन) के साथ एक गोलाकार सतह होती है। इस तथ्य के परिणामस्वरूप कि कैंषफ़्ट के बांधों को एक छोटे शंकु के साथ बनाया जाता है, ऑपरेशन के दौरान पुशर।
पुशर की छड़ें स्टील बार से बनी होती हैं। गोलाकार भाग जो पुश रॉड में प्रवेश करता है और रॉड कप कठोर होता है। MTZ-82/80 इंजन के रॉकर हथियार स्टील हैं, चार रैक पर लगे एक अक्ष पर स्विंग करते हैं।
अत्यधिक रैक - कठोरता में वृद्धि। रॉकर आर्म की धुरी खोखली होती है, इसमें रॉकर आर्म को चिकनाई देने के लिए आठ रेडियल छेद होते हैं। अक्ष के साथ घुमाव हाथ की गति स्पेसर स्प्रिंग्स द्वारा सीमित है।
डी -243 आंतरिक दहन इंजन के इनलेट और आउटलेट वाल्व गर्मी प्रतिरोधी स्टील से बने होते हैं। वे सिलेंडर सिर में दबाए गए गाइड झाड़ियों में चलते हैं। प्रत्येक डी -243 वाल्व दो स्प्रिंग्स की कार्रवाई के तहत बंद होता है: बाहरी और आंतरिक, जो एक प्लेट और पटाखे के माध्यम से वाल्व पर कार्य करते हैं।
वाल्व गाइड झाड़ियों पर लगाए गए सील कफ तेल को तेल में डीजल सिलेंडर में प्रवेश करने से रोकते हैं और वाल्व के तनों और गाइड की झाड़ियों के बीच अंतराल के माध्यम से कई गुना निकास करते हैं।
डी -243 डीजल इंजन के वाल्व और रॉकर हथियारों के बीच निकासी की जांच करना
इंजन के वाल्व और घुमाव हथियारों के बीच अंतराल की जांच करें और, यदि आवश्यक हो, तो ऑपरेशन के हर 500 घंटे को समायोजित करें, साथ ही सिलेंडर सिर को हटाने के बाद, सिलेंडर सिर के बोल्ट के बोल्ट को कसने और जब वाल्व दस्तक देता है।
रॉकर बांह और वाल्व स्टेम के अंत के बीच की दूरी जब एक गर्म डीजल इंजन (पानी और तेल का तापमान 60 से अधिक नहीं होना चाहिए) पर जाँच होनी चाहिए:
D-243 इंजन और इसके संशोधनों के लिए:
इनलेट और आउटलेट वाल्व - 0.25 मिमी (+0.10 -0.05)
जब एक unheated डीजल इंजन पर वाल्व स्टेम और घुमाव हाथ के अंत के बीच अंतर को समायोजित करते हैं, स्थापित करें: इनलेट और आउटलेट वाल्व - 0.25 मिमी (-0.05)
निम्नलिखित क्रम में D-243 इंजन के वाल्व को समायोजित करें:
सिलेंडर हेड कवर की टोपी निकालें और घुमाव हाथ की धुरी के स्ट्रट्स के बढ़ते की जांच करें;
- MTZ-82/80 इंजन के क्रैंकशाफ्ट को तब तक चालू करें जब तक कि पहले सिलेंडर में वाल्व ओवरलैप न हो जाएं (पहले सिलेंडर का इनलेट वाल्व खुलने लगे और एग्जॉस्ट वॉल्व बंद हो जाए) और चौथे, छठे, सातवें और आठवें वाल्व (पंखे से गिनती) में क्लीयरेंस को समायोजित करें, फिर मुड़ें क्रैंकशाफ्ट को चौथे सिलेंडर में ओवरलैप सेट करके एक क्रांति, और पहले, दूसरे, तीसरे और पांचवें वाल्व में मंजूरी समायोजित करें।
निकासी को समायोजित करने के लिए, समायोज्य वाल्व के बीम पर स्क्रू लॉकनट को ढीला करें और स्क्रू को मोड़ते हुए, रॉकर आर्म और वाल्व स्टेम के अंत के बीच की जांच पर आवश्यक निकासी सेट करें। निकासी सेट करने के बाद, लॉक नट को कस लें।
वाल्वों में निकासी को समायोजित करने के बाद, सिलेंडर हेड कवर पर टोपी को जगह में रखें।
_______________________________________________________________________________________________
_______________________________________________________________________________________________
- हाइड्रोलिक सिस्टम MTZ-82 के उपकरण में दोष
_______________________________________________________________________________________________



