कामाज़ इंजन 740 यूरो का कसने वाला भाग 2. परिवहन: इतिहास और आधुनिकता
कश्मीर ATEGORY:
कार का रख-रखाव
कामाज़-740 इंजन की असेंबली के लिए तकनीकी स्थितियां
सिलेंडर लाइनर और गाइड पुशर स्थापित करना।
ऊपरी ओ-रिंग को सिलेंडर लाइनर पर घुमा और अत्यधिक खींच के बिना स्थापित किया जाना चाहिए।
आस्तीन को ब्लॉक में स्थापित करने से पहले, TsIATIM टाइप ग्रीस को ब्लॉक और आस्तीन के प्रवेश कक्षों में लागू किया जाना चाहिए। आस्तीन को हाथ से सावधानीपूर्वक इकाई में डाला जाना चाहिए, न कि खांचे से फैला हुआ ओ-रिंगों को काट दिया जाना चाहिए।
प्रशंसक के सामने की तरफ प्रत्येक आस्तीन के ऊपरी गैर-कामकाजी छोर पर, सिलेंडर नंबर डालना आवश्यक है।
धक्का देने वालों की गाइड को विधानसभा में आने वालों के साथ पूरा करना चाहिए। एक इंजन पर स्थापित सभी गाइड और पुशर्स का कार्य ड्राइंग या मरम्मत के अनुसार आकार होना चाहिए। सिलेंडर ब्लॉक और बोल्ट के पिनों पर गाइड स्थापित किए जाने चाहिए। बोल्ट का कसने वाला टॉर्क 7.5-9.5 kgf-m होना चाहिए।
विधानसभा और एक कैंषफ़्ट की स्थापना। कैंषफ़्ट को असर आवास और गियर के साथ इकट्ठा किया जाना चाहिए। असर वाले आवास के साथ संयोजन करने से पहले, शाफ्ट और आवास आस्तीन के बैक सपोर्ट जर्नल को एक नैपकिन के साथ मिटा दिया जाना चाहिए और साफ इंजन तेल के साथ चिकना होना चाहिए।
शाफ्ट जर्नल पर, जहाँ तक यह जाएगा, गियर (100) 10) ° С के तापमान से पहले वाले गियर को दबाएँ। गियर और असर आवास के बीच निकासी 0.25-0.30 मिमी होनी चाहिए।
सिलेंडर ब्लॉक में कैमशाफ्ट को स्थापित करते समय, बीयरिंग की झाड़ियों को चिकना करें और स्वच्छ इंजन तेल के साथ जर्नल पत्रिकाओं। कैंषफ़्ट को सावधानी से स्थापित किया जाना चाहिए; झाड़ियों की कामकाजी सतहों को नुकसान की अनुमति नहीं है।
असेंबली और क्रैंकशाफ्ट की स्थापना। कोडांतरण से पहले, संपीड़ित हवा के साथ क्रैंकशाफ्ट को सावधानीपूर्वक उड़ाने के लिए आवश्यक है। शाफ्ट गुहा में, प्लग को दबाएं और विस्तारित करें, और सामने के छोर के तेल चैनल में एक पेचकश डालें, जैसा कि अंजीर में दिखाया गया है। 2. शाफ्ट के अंत से पेचकश के अंतिम चेहरे की गहराई कम से कम 56.5 मिमी होनी चाहिए। पेचकश का कसने वाला टोक़ 5-6 kgf-m होना चाहिए। 2 किलोग्राम / सेमी 2 के दबाव में डीजल ईंधन के साथ गुहाओं का परीक्षण करके प्लग की जकड़न की जांच करें। ईंधन के रिसाव को एक प्लग के लिए 20 ग्राम / मिनट से अधिक की अनुमति नहीं है। ईंधन को हटाने के लिए जाँच करने के बाद, शाफ्ट के चैनलों और गुहाओं को उड़ाने के लिए आवश्यक है। इसे 10 किग्रा / सेमी 2 के दबाव में 40-50 डिग्री सेल्सियस के तापमान पर तेल के साथ प्लग की जकड़न की जांच करने की अनुमति है; एक प्लग के लिए तेल का रिसाव 20 ग्राम / मिनट से अधिक नहीं होना चाहिए। उपयोग किए गए प्लग को पुनर्स्थापित करने की अनुमति नहीं है।

अंजीर। 1. कमज़ोर इंजन के सिलेंडर सिर और लाइनर, सिर और सिलेंडर ब्लॉक के जोड़ों: 1 - समर्थन अंगूठी; 2 - सिलेंडर सिर गैसकेट; 3-सिलेंडर सिर; 4 - रबर सिर गैसकेट; 5 - सिलेंडर ब्लॉक; 6 - आस्तीन की सीलिंग रिंग; 7- आस्तीन

अंजीर। 2. क्रैंकशाफ्ट के चैनलों के लिए प्लग स्थापित करना: 1 - फ्रंट काउंटरवेट; 2-गियर तेल पंप ड्राइव; 3-टोपी; 4 - आस्तीन; 5 - कैप पेचकश
बढ़ते पिन को क्रैंकशाफ्ट में दबाया जाना चाहिए ताकि शाफ्ट के सामने के छोर पर पिन 7 मिमी और पीछे 10 मिमी तक बढ़े।
105 ° C के तापमान पर दबाने से पहले गियर और संतुलन गरम करें। रोकने के लिए दबाव डालना। काउंटरवेट 13,500 ग्राम सेमी के असंतुलन के साथ बनाई गई हैं जो छेद के अक्ष के सापेक्ष काउंटरवेट के समरूपता के अक्ष के साथ कार्रवाई की दिशा में हैं। दिए गए असंतुलन से विचलन किसी भी दिशा में 15 gf-cm से अधिक नहीं होना चाहिए।
मुख्य असर वाले गोले के आयामों को क्रैंकशाफ्ट गर्दन और सिलेंडर ब्लॉक में सीटों के आयाम के अनुरूप होना चाहिए। ब्लॉक में क्रैंकशाफ्ट स्थापित करने से पहले, मुख्य असर वाले गोले और मुख्य पत्रिकाओं की कामकाजी सतह को स्वच्छ इंजन तेल के साथ चिकनाई किया जाना चाहिए। क्रैंकशाफ्ट के अक्षीय आधा छल्ले को पीछे के मुख्य असर के अवकाशों में स्थापित करें ताकि खांचे वाले पक्ष शाफ्ट के अक्षीय छोर से सटे हों। Afterburner की मरम्मत के लिए तकनीकी विशिष्टताओं में दिए गए निर्देशों के अनुसार मुख्य असर वाली टोपी को कस लें।
समय गियर्स की स्थापना। लेबल पर गियर लगाए जाने चाहिए, जैसा कि अंजीर में दिखाया गया है। 78. 5.0-6.2 kgf-m के टॉर्क के साथ दो चरणों (प्रारंभिक और अंतिम) में ब्लॉक करने के लिए कैंषफ़्ट ड्राइव के ड्राइविंग गियर के एक्सल के बोल्ट को कस लें। Camshaft पिनियन रोलर को बढ़ते बोल्ट को 9-10 kgf-m तक कस लें।
जब इंजन काम करने की स्थिति में हो, तो टाइमिंग गियर की व्यस्तता में परिधि की निकासी 0.1-0.3 मिमी होनी चाहिए। तीन बिंदुओं (कम से कम) पर जांच के साथ परिधि निकासी को मापें।
विधानसभा और चक्का आवास की स्थापना। क्रैंककेस को सामने वाले आवास और क्रैंकशाफ्ट के पीछे के छोर के लिए एक आस्तीन के साथ इकट्ठा किया गया है। क्रैंककेस को स्थापित करने से पहले, फ्लाईव्हील क्रैंककेस गैसकेट की परिधि के साथ सिलेंडर ब्लॉक को यूटी -2 कॉस्टेलिन की पतली परत के साथ या स्नेहक 1-13, TsIATIM -201 के साथ चिकनाई किया जा सकता है। फ्लाईव्हील हाउसिंग बोल्ट को 9-11 kgf-m के टॉर्क से कस दें।
लैंडिंग व्यास के रेडियल रनआउट और क्रैंकशाफ्ट की धुरी के सापेक्ष क्लच हाउसिंग के तहत फ्लाईव्हील हाउसिंग का अक्षीय छोर 0.4 मिमी से अधिक नहीं होना चाहिए।
एक उंगली और एक कनेक्टिंग रॉड के साथ पिस्टन की विधानसभा और स्थापना। पिस्टन को एक उंगली और एक कनेक्टिंग रॉड के साथ पिस्टन को 80 तक गर्म करने के बाद इकट्ठा किया जाता है -) (10 ° C) उंगली के नीचे कनेक्टिंग रॉड में छेद और उंगली को उदारतापूर्वक इंजन के तेल के साथ चिकनाई किया जाना चाहिए। उंगली को हाथ से स्थापित किया गया है (दबाने की अनुमति नहीं है)।
पिस्टन पर वाल्व के लिए अवकाश और कनेक्टिंग रॉड पर लाइनर्स की मूंछों के लिए खांचे एक दिशा में तैनात होने चाहिए। पिस्टन पिन बनाए रखने के छल्ले को अक्षीय गति के खिलाफ पिस्टन में सुरक्षित रूप से लॉक करना चाहिए।
कनेक्टिंग रॉड कैप पर, सिलेंडर सीरियल नंबर को नॉक करना आवश्यक है, जिससे पहले कनेक्टिंग रॉड के साथ कैप की जोड़ी की जाँच की गई हो।
एक विशेष उपकरण का उपयोग करके पिस्टन पर संपीड़न और तेल स्क्रैपर रिंग स्थापित करें। श्रृंखला में तेल खुरचनी अंगूठी स्थापित करें: पहले वसंत विस्तारक को नाली में डालें, फिर अंगूठी पर डालें ताकि विस्तारक संयुक्त 180 डिग्री के कोण पर रिंग लॉक पर हो।

अंजीर। 3. वितरण गियर की स्थापना: 1 - ड्राइव गियर; 2,3 - मध्यवर्ती गियर; 4 - एक कैमशाफ्ट गियर; 5 - गियर ड्राइव ईंधन पंप
फिर Mplia ^ के साथ लेपित संपीड़न अंगूठी स्थापित करें, और अंतिम - संपीड़न अंगूठी क्रोम के साथ लेपित। विपरीत दिशाओं में भाग करने के लिए आसन्न वलय ताले।
कनेक्टिंग रॉड कवर पर लगाए गए सिलेंडर नंबरों के अनुसार इंजन पर पिस्टन और रिंग असेंबली के साथ किट स्थापित करें। सिलेंडर नंबरिंग को अंजीर में दिखाया गया है। 4. आस्तीन में पिस्टन को स्थापित करते समय, पिस्टन पर वाल्वों के नीचे का अवकाश क्रैंकशाफ्ट की धुरी के करीब होना चाहिए।
कनेक्टिंग छड़ के निचले सिर और क्रैंकशाफ्ट (अक्षीय खेल) के गालों के बीच का कुल अंतर कम से कम 0.15 मिमी होना चाहिए। लाइनर के कंधे के ऊपर पिस्टन के नीचे का फैलाव 0.5-0.7 मिमी की सीमा में होना चाहिए।
कनेक्टिंग रॉड कैप हासिल करने वाले बोल्ट को 0.25-0.27 मिमी के विस्तार के लिए कड़ा होना चाहिए।
विधानसभा और एक चक्का की स्थापना। चक्का एक गियर रिम और एक इंस्टॉलेशन आस्तीन के साथ इकट्ठा किया जाना चाहिए। फ्लाइव्हील पर स्थापित करते समय, दांतेदार रिम को 230 डिग्री सेल्सियस के तापमान पर गर्म किया जाना चाहिए। बढ़ते आस्तीन को इनपुट शाफ्ट कॉलर के साथ इकट्ठा किया जाना चाहिए और फ्लाईव्हील में दबाया जाना चाहिए जब तक कि यह बंद न हो जाए।
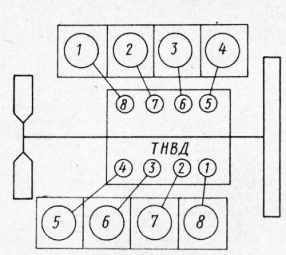
अंजीर। 4. कामाज़ इंजन के सिलेंडरों की संख्या और इंजेक्शन पंप के वर्गों के स्थान की योजना
अंजीर। 5. कामाज़ इंजन का फ्लाईव्हील असेंबली: 1 - गियर रिंग; 2 - चक्का; 3 - एक निरंतर अंगूठी; 4 - स्थापना आस्तीन; 5 - एक संचरण के प्राथमिक शाफ्ट का एक एपिप्लून
क्रैंकशाफ्ट के पीछे के छोर पर छेद में इंजन पर फ्लाईव्हील स्थापित करने से पहले, गियरबॉक्स इनपुट शाफ्ट बेयरिंग में दबाएं और 15 ग्राम ग्रीस नंबर 153 डालें। फ्लाईव्हील माउंटिंग बोल्ट को दो चरणों (प्रारंभिक और अंतिम) में 15-17 किग्रा-मीटर के टॉर्क के साथ कस लें। क्रैंकशाफ्ट के अक्ष के सापेक्ष अधिकतम डायमीटर पर मापा गया क्लच कवर के तहत फ्लाईव्हील की कामकाजी सतह और निकट-रोल की सतह का रनआउट 0.25 मिमी से अधिक नहीं होना चाहिए।
सिलेंडर सिर की विधानसभा और स्थापना। सिलेंडर सिर को अच्छी तरह से विधानसभा से पहले संपीड़ित हवा से उड़ा दिया जाना चाहिए। सिर में स्थापना के बाद गैस संयुक्त के समर्थन की अंगूठी को 4500 किलोग्राम के बल के साथ समेटा जाना चाहिए। Crimping के बाद सिर से रिंग के विमान का फलाव 0.122-0.230 मिमी होना चाहिए। एक सिर के लिए माप अंतर 0.08 मिमी से अधिक नहीं होना चाहिए। गैस संयुक्त रिंग के फलाव में कोई गड़गड़ाहट या निक्स नहीं होना चाहिए।
वाल्व सीटिंग एयरटाइट होना चाहिए। 1.5 किग्रा / सेमी 2 के दबाव पर शुष्क हवा के साथ रिसाव परीक्षण। अनुमेय वायु रिसाव 3.6 सेमी / मिनट से अधिक नहीं होना चाहिए। पटाखे के साथ वाल्व को सुरक्षित रूप से तय किया जाना चाहिए।
सिलेंडर सिर को स्थापित करने से पहले, ब्लॉक और सिर के इंटरफेस विमान, साथ ही गैसकेट, को मिटा दिया जाना चाहिए और संपीड़ित हवा के साथ उड़ा दिया जाना चाहिए। सिलेंडर हेड रबर ओ-रिंग्स को सिलेंडर ब्लॉक का सामना करने वाले फ्लैट पक्ष के साथ स्थापित किया जाना चाहिए। सिलेंडर सिर को बिना प्रभाव के डॉवेल पिन पर स्वतंत्र रूप से फिट होना चाहिए। सिलेंडर हेड बोल्ट के थ्रेड्स को ग्रेफाइट ग्रीस की एक पतली परत के साथ चिकनाई करना चाहिए। अंजीर में दिखाए गए अनुक्रम में बोल्ट कड़े होते हैं। 81. बोल्ट को कम से कम तीन चरणों में कड़ा होना चाहिए: 1 - 4 kgf-m; दूसरा - 124-15; 3 - 19-Н21 kgf-m (सीमा मान)।

अंजीर। 6. कामाजी इंजन के सिलेंडर के सिर के बन्धन के बोल्ट के एक क्रम का क्रम
कश्मीर श्रेणी: - कार रखरखाव
कामाज़-740 ब्लॉक के प्रत्येक प्रमुख को दो लोकेटिंग पिंस पर रखा गया है, जिसे सिलेंडर ब्लॉक में दबाया गया है, और इसे चार मिश्र धातु स्टील बोल्ट के साथ बांधा गया है।
एक साथ लगाने वाले पिंस में से एक साथ रॉकर आर्म्स को लुब्रिकेट करने के लिए तेल की आपूर्ति के लिए एक हब के रूप में कार्य करता है। आस्तीन को रबर के छल्ले से सील कर दिया जाता है।
इंजन हेड 740.10 की तुलना में, कामाज़-740 सिलेंडर हेड में रॉड गुहा में वाल्व कवर के नीचे से इंजन के तेल को निकालने के लिए एक बड़ा छेद है। इनलेट और आउटलेट चैनलों की खिड़कियां सिलेंडर सिर के विपरीत किनारों पर स्थित हैं।
इनलेट चैनल में हवा के आवेश के इष्टतम घूर्णी संचलन को सुनिश्चित करने के लिए एक स्पर्शरेखा प्रोफ़ाइल है, जो इंजन के काम करने की प्रक्रिया और पर्यावरण प्रदर्शन के मापदंडों को निर्धारित करती है, इसलिए 740.10 इंजन के सिलेंडर हेड के साथ प्रतिस्थापन की अनुमति नहीं है।
कास्ट-740 के सिलेंडर हेड में कास्ट आयरन सीट और सिरेमिक-मेटल वाल्व गाइड दबाए जाते हैं। वाल्व सीटों में 740.10 इंजन की सीटों की तुलना में एक वृद्धि का हस्तक्षेप फिट है और एक तेज बढ़त के साथ तय किया गया है।
निकास सीट और वाल्व निकास उत्सर्जन के लिए कम प्रतिरोध प्रदान करने के लिए प्रोफाइल किए गए हैं। निकास वाल्व 740.10 के उपयोग की अनुशंसा नहीं की जाती है।
संयुक्त "सिलेंडर हेड - लाइनर" कामज़-740 (गैस संयुक्त) अनलिस्टेड है। एक स्टील सील की अंगूठी को सिर के निचले तल पर ऊब नाली में दबाया जाता है।
इस रिंग के माध्यम से, कमज़-740 सिलेंडर सिर आस्तीन कॉलर पर लगाया जाता है। सील की अंगूठी और सिलेंडर लाइनर के संभोग सतहों के उच्च परिशुद्धता मशीनिंग द्वारा सील की जकड़न सुनिश्चित की जाती है।
सीलिंग रिंग अतिरिक्त रूप से सीलिंग सतहों के सूक्ष्मजीवों की भरपाई के लिए एक लीड कोटिंग है।
1 - सिलेंडर सिर, 2 - सिलेंडर सिर गैसकेट, 3 - सिलेंडर सिर बोल्ट, 4 - सिलेंडर सिर कवर, 5 - सिलेंडर सिर बोल्ट, 6 निप्पल गैसकेट, 7 - गैस संयुक्त सील, 8 - सेवन वाल्व, 9 - सीट वाल्व, 10 - वाल्व गाइड बुश, 11 - वाल्व स्प्रिंग्स के वॉशर, 12 - बाहरी और आंतरिक वाल्व स्प्रिंग्स, 13 - वाल्व स्प्रिंग्स की प्लेट, 14 - वाल्व स्पूल की प्लेट, 15 - वाल्व क्रैकर, 16-सील आस्तीन, 17 - इनलेट वाल्व।
वाल्व तंत्र और नोजल सिलेंडर सिर में स्थित हैं। सिर के वाल्व तंत्र को एक गैसकेट द्वारा बंद एल्यूमीनियम कवर द्वारा बंद कर दिया जाता है। लोहे की सीट्स और सिरेमिक-मेटल वाल्व गाइड सिर में दबाए जाने के बाद ऊब गए हैं।
प्रत्येक सिर चार बोल्ट के साथ सिलेंडर ब्लॉक से जुड़ा हुआ है। गैस संयुक्त की जकड़न के उल्लंघन से बचने के लिए, बोल्ट को तीन चरणों में एक क्रॉस पैटर्न में कस दिया जाता है।
इनलेट और आउटलेट चैनल सिर के विपरीत पक्षों पर स्थित हैं। जब ओर से इंजन को देखते हैं, तो सिर के सेवन वाल्व दाईं ओर होते हैं, और निकास वाल्व बाईं ओर होते हैं।
इनलेट चैनल में एक स्पर्शरेखा प्रोफ़ाइल होती है, जो सिलेंडर में भंवर हवा की गति प्रदान करती है, मिश्रण के गठन में सुधार करती है और इंजेक्शन ईंधन की दहन प्रक्रिया को तेज करती है। नोजल सॉकेट सिलेंडर के अक्ष पर एक कोण पर निकास वाल्व के किनारे स्थित है।
इंजन ब्लॉक प्रमुख को खारिज करना
सिलेंडर सिर को हटाने के लिए अक्सर होता है। कम से कम हर 40-50 हजार किलोमीटर। तो कामाजी इंजन को संरचनात्मक रूप से डिजाइन किया गया है। इसका कारण शीतलक या तेल का रिसाव है। पिस्टन समूह या गैस वितरण तंत्र को ठीक करने के लिए सिलेंडर सिर को खारिज करना भी आवश्यक होगा।
आइए कमज़ोर 740 इंजन ब्लॉक के प्रमुख को हटाने की प्रक्रिया पर एक चरण-दर-चरण और विस्तृत नज़र डालें।
1. शीतलन प्रणाली से शीतलक की मात्रा का कम से कम आधा हिस्सा निकालें।
2. कुछ सिलेंडरों के सिलेंडर सिर को विघटित करने के लिए, शीतलक विस्तार टैंक और कंप्रेसर को विघटित करना आवश्यक होगा।
3. इनटेक और एग्जॉस्ट मैनिफोल्ड्स को हटा दें, साथ ही सभी इंटरफेयरिंग फ्यूल सप्लाई पाइप को भी हटा दें।
4. हम 13 पर एक कुंजी के साथ ब्लॉक के एक सिर के कवर के बन्धन के एक बोल्ट को बंद कर देते हैं।

5. कवर और गैसकेट निकालें।
 6. यदि आपको केवल एक सिर को हटाने की आवश्यकता है, तो आपको आसन्न ब्लॉक प्रमुख से कवर को निकालना होगा, ताकि इसके फलाव को विघटित करने में हस्तक्षेप न करें।
6. यदि आपको केवल एक सिर को हटाने की आवश्यकता है, तो आपको आसन्न ब्लॉक प्रमुख से कवर को निकालना होगा, ताकि इसके फलाव को विघटित करने में हस्तक्षेप न करें।
 7. चौथे और आठवें सिलेंडर के सिलेंडर सिर को विघटित करने के लिए, आपको कैब स्प्रिंग्स को 17 कुंजी के साथ सुरक्षित करने के लिए नट को अनसुके करने की आवश्यकता होगी और उन्हें सदमे अवशोषक के साथ साइड में ले जाना होगा।
7. चौथे और आठवें सिलेंडर के सिलेंडर सिर को विघटित करने के लिए, आपको कैब स्प्रिंग्स को 17 कुंजी के साथ सुरक्षित करने के लिए नट को अनसुके करने की आवश्यकता होगी और उन्हें सदमे अवशोषक के साथ साइड में ले जाना होगा।
 8. गैस वितरण तंत्र की छड़ को ठीक करना वांछनीय है, उदाहरण के लिए, सिलेंडर सिर को हटाते समय फूस में गिरने से बचने के लिए उन्हें इंटरकनेक्ट करके।
8. गैस वितरण तंत्र की छड़ को ठीक करना वांछनीय है, उदाहरण के लिए, सिलेंडर सिर को हटाते समय फूस में गिरने से बचने के लिए उन्हें इंटरकनेक्ट करके।

9. 19 पर एक सॉकेट रिंच या सॉकेट रिंच के साथ सिर को ब्लॉक करने वाले चार बोल्ट को खोलना।
 10. एक बढ़ते स्पैटुला के साथ prying करके ब्लॉक के सिर को हटा दें और एक ही समय में छेद में चरखी के बन्धन के बोल्ट डालकर इसे स्विंग करें।
10. एक बढ़ते स्पैटुला के साथ prying करके ब्लॉक के सिर को हटा दें और एक ही समय में छेद में चरखी के बन्धन के बोल्ट डालकर इसे स्विंग करें।
11. सिर को गंदगी और कार्बन जमा से साफ किया जाना चाहिए। उसके बाद, पानी के छेद के तीन ओ-रिंग्स ("बैरल") को बदलें।
 काज 740 इंजन ब्लॉक के प्रमुख के यांत्रिक रबर के सामान की मरम्मत किट में ओ-रिंग्स शामिल हैं। ऑटो-निर्माताओं की शब्दावली शब्दावली में, उनका नाम मिला है - एक केग।
काज 740 इंजन ब्लॉक के प्रमुख के यांत्रिक रबर के सामान की मरम्मत किट में ओ-रिंग्स शामिल हैं। ऑटो-निर्माताओं की शब्दावली शब्दावली में, उनका नाम मिला है - एक केग।

12. तेल चैनल की आस्तीन पर एक नया सीलिंग रिंग रखो।
 13. इंजन ब्लॉक पर एक नया सिलेंडर हेड गैसकेट स्थापित करें और छड़ें लगाएं।
13. इंजन ब्लॉक पर एक नया सिलेंडर हेड गैसकेट स्थापित करें और छड़ें लगाएं।
 14. ब्लॉक प्रमुख को बदलें। सिलेंडर हेड बोल्ट को तीन चरणों में क्रॉसवर्ड कसना चाहिए।
14. ब्लॉक प्रमुख को बदलें। सिलेंडर हेड बोल्ट को तीन चरणों में क्रॉसवर्ड कसना चाहिए।
कामाज़ 740 इंजन ब्लॉक हेड के बोल्ट्स का अंतिम कसने वाला टॉर्क 16-18 kgf * m है।

मरम्मत किट गैसकेट आरटीआई इंजन ब्लॉक प्रमुख
किट में निम्न शामिल हैं:
1.740.1003 040 ओ-रिंग, तेल चैनल - 16 पीसी।
2. 740.1003 214-04 ओ-रिंग (सिलेंडर सिर) "बैरल", शीतलक चैनलों के छेद में स्थापित किया गया है - 24 पीसी।
3. 740.1003 213-26 गैसकेट गैसकेट सिलेंडर सिर - 8 पीसी।
4. 740.1003270 गैसकेट, सिलेंडर हेड कवर की सील - 8 पीसी।

सिलेंडर हेड गास्केट पुराने और नए डिजाइन के हो सकते हैं।

पुराना सिलेंडर हेड गैसकेट

मरम्मत इंजन सिर
कामाज़ 740 इंजन ब्लॉक के प्रमुखों के विनिमेयता को देखते हुए, सिलेंडर सिर को एक नए के साथ बदलना बेहतर है।
यदि आवश्यक हो, तो मरम्मत अक्सर की जाती है:
- वाल्व सीटों की जगह।
- सीट प्रसंस्करण - लैपिंग वाल्व।
- सैडल बोरिंग .
- विमान की वसूली
कामाज़ इंजन का क्रैंक तंत्र 740.11-240, 740.13-260, 740.14-300
कामाज़ का क्रैंकशाफ्ट 740.11-240, 740.13-260, 740.14-300 इंजन
क्रैंकशाफ्ट (अंजीर देखें।) स्टेनलेस स्टील से बना है और एचडीटीवी द्वारा कड़े किए गए पांच मुख्य और चार कनेक्टिंग रॉड नेक हैं, जो गाल से जुड़े हुए हैं और संक्रमण पट्टिका द्वारा उनके साथ संभोग करते हैं। काम कर रहे स्ट्रोक के समान विकल्प के लिए, रॉड जर्नल को जोड़ने वाले क्रैंकशाफ्ट को 90 ° के कोण पर व्यवस्थित किया जाता है।
क्रैंकशाफ्ट : 1 - सामने क्रैंकशाफ्ट काउंटरवेट; 2 - रियर क्रैंकशाफ्ट काउंटरवेट; 3 - गियर ड्राइव तेल पंप; 4 - गैस वितरण तंत्र का गियर ड्राइव; 5.6 - कुंजी; 7 - पिन; 8 - नोजल; 9 - हल्के छेद; 10 - मुख्य गर्दन में तेल की आपूर्ति के लिए छेद; 11 - कनेक्टिंग रॉड पत्रिकाओं में तेल की आपूर्ति के लिए छेद .
प्रत्येक क्रैंक पिन से दो कनेक्टिंग रॉड्स जुड़ी हुई हैं। कनेक्टिंग रॉड: एक दाएं के लिए और एक सिलेंडर की बाईं पंक्ति के लिए ( कनेक्टिंग रॉड ).
कनेक्टिंग रॉड जर्नल्स को तेल की आपूर्ति मुख्य पत्रिकाओं 10 में छेद सीधे छेद 11 से की जाती है।
जड़ता की शक्तियों को संतुलित करने और कंपन को कम करने के लिए, क्रैंकशाफ्ट के पास छह काउंटरवेट हैं, जो क्रैंकशाफ्ट के गाल के साथ एक ही समय में मुहर लगाते हैं। मुख्य काउंटरवाइट्स के अलावा, शाफ्ट पर दबाए गए दो अतिरिक्त हटाने योग्य काउंटरवेइट्स हैं, जबकि क्रैंकशाफ्ट के सापेक्ष उनका कोणीय स्थान कुंजी 5 और 6 द्वारा निर्धारित किया जाता है ( अंजीर। क्रैंकशाफ्ट ).
बॉल बेयरिंग 5 को क्रैंकशाफ्ट शैंक के बोर में दबाया जाता है ).

एक नोजल 8 को क्रैंकशाफ्ट के सामने के पंजे की गुहा में फंसाया जाता है, गेज छेद के माध्यम से जिसमें स्पलाइन पावर टेक-ऑफ रोलर को हाइड्रोलिक क्लच ड्राइव में चिकनाई की जाती है।
अक्षीय विस्थापन से, क्रैंकशाफ्ट दो ऊपरी आधे छल्ले और दो निचले आधे छल्ले 2 से तय होता है अंजीर। लगातार आधे छल्ले और क्रैंकशाफ्ट असर वाले गोले की स्थापना ) सिलेंडर ब्लॉक के पीछे के मुख्य समर्थन के खांचे में स्थापित किया गया है, ताकि खांचे के साथ पक्ष शाफ्ट के जोरदार छोर से सटे हो। क्रैंकशाफ्ट के आगे और पीछे के मोज़े पर ( अंजीर। क्रैंकशाफ्ट ) पंप तेल ड्राइव के गियर 3 और कैंषफ़्ट ड्राइव के ड्राइव गियर 4 स्थापित हैं। क्रैंकशाफ्ट के पीछे के छोर में फ्लाईव्हील बोल्ट के लिए आठ थ्रेडेड छेद होते हैं, क्रेंकशाफ्ट के सामने के पैर में कंपन स्पंज को जोड़ने के लिए आठ छेद होते हैं।
क्रैंकशाफ्ट की सील एक रबर आस्तीन 8 के साथ किया जाता है ( अंजीर। चक्का और क्रैंकशाफ्ट सील को स्थापित करना ), एक अतिरिक्त सीलिंग तत्व के साथ - एथर 9. कफ को फ्लाईव्हील हाउसिंग में रखा गया है 4. कफ फ़्लोरोब्रबर से बना है जो मोल्ड में सीधे कार्यशील सीलिंग किनारे बनाने की तकनीक के अनुसार है।
क्रैंकशाफ्ट की गर्दन के व्यास: कट्टरपंथी 95 011 0,011 मिमी। कनेक्टिंग रॉड 80 rod 0.0095 मिमी।
वसूली के लिए कामाजी इंजन आठ मरम्मत लाइनर आकार प्रदान की जाती हैं। क्रेंकशाफ्ट बेयरिंग शेल का पदनाम, क्रैंकशाफ्ट मुख्य गर्दन का व्यास, इन गोले के लिए सिलेंडर ब्लॉक में बोर व्यास को परिशिष्ट 1 में दिखाया गया है।
लोअर कनेक्टिंग रॉड हेड के लाइनर्स का पदनाम, क्रैंकशाफ्ट की कनेक्टिंग रॉड गर्दन का व्यास, इन लाइनर्स के लिए लोअर कनेक्टिंग रॉड हेड में छेद का व्यास परिशिष्ट 2 में दिखाया गया है।
झाड़ियों 7405.1005170 P0, 7405.1005171 P0, 7405.1005058 P0 का उपयोग क्रैंकशाफ्ट को पीसने के बिना इंजन को पुनर्स्थापित करते समय किया जाता है। यदि आवश्यक हो, तो क्रैंकशाफ्ट पत्रिकाओं को पॉलिश किया जाता है। क्रैंकशाफ्ट की गर्दन के व्यास पर सहिष्णुता, सिलेंडर ब्लॉक में छेद और इंजन की मरम्मत के दौरान कनेक्टिंग रॉड के निचले सिर में छेद नए के नाममात्र आकार के समान होना चाहिए इंजन.
कामाज़ 740.11-240, 740.13-260, 740.14-300 इंजन के मुख्य और कनेक्टिंग रॉड बेयरिंग
स्वदेशी और कनेक्टिंग रॉड बीयरिंगसीसा युक्त कांस्य 0.3 मिमी मोटी, सीसा-टिन मिश्र धातु की परत 0.022 मिमी मोटी और टिन परत 0.003 मिमी मोटी के साथ लेपित स्टील टेप से बना है। शीर्ष 3 ( अंजीर। लगातार आधे छल्ले और क्रैंकशाफ्ट असर वाले गोले की स्थापना ) और कम 4 स्वदेशी लाइनर असरविनिमेय नहीं है। ऊपरी लाइनर में तेल की आपूर्ति के लिए एक छेद है और इसके वितरण के लिए एक नाली है। निचले कनेक्टिंग रॉड सिर के दोनों लाइनर 4 विनिमेय हैं।
मोड़ और पार्श्व विस्थापन से, लाइनर्स प्रोट्रूशन (मूंछ) द्वारा तय किए जाते हैं, जो यूनिट के बेड, कवर में प्रदान किए गए खांचे में शामिल हैं। असर और कनेक्टिंग रॉड बेड में। लाइनर्स में संरचनात्मक अंतर होता है जिसका उद्देश्य फोर्सिंग के दौरान अपने प्रदर्शन को बढ़ाना होता है इंजन टर्बोचार्जिंग, जबकि लाइनर्स के अंकन को 7405.1004058 (रॉड को जोड़ने वाली), 7405.1005170 और 7405.1005171 (स्वदेशी) को बदलते हुए।
इसलिए, जब मरम्मत की जाती है, तो 740.100 के अंकन के साथ लाइनर्स को बदलने की सिफारिश नहीं की जाती है, क्योंकि यह संसाधन को काफी कम कर देगा। इंजन.
क्रैंकशाफ्ट के बीयरिंग के लगातार आधे छल्ले और लाइनर की स्थापना: क्रैंकशाफ्ट के जोर बीयरिंगों की 1 - आधा रिंग; 2 - क्रैंकशाफ्ट के जोर असर की निचली अंगूठी; 3 - क्रैंकशाफ्ट के शीर्ष असर खोल; 4 - कम क्रैंकशाफ्ट असर खोल; 5 - सिलेंडर ब्लॉक; 6 - क्रैंकशाफ्ट असर का पिछला कवर; 7 - एक क्रैंक शाफ्ट।
इंजन के मुख्य बीयरिंग कामाज़ 740.11-240, 740.13-260, 740.14-300 के कवर
कवर मुख्य बीयरिंग (अंजीर। क्रैंकशाफ्ट असर कैप स्थापित करना ) VCh50 ब्रांड के नमनीय लोहे से बने हैं। लंबवत ऊर्ध्वाधर और क्षैतिज युग्मन बोल्ट 3, 4, 5 की सहायता से बन्धन किया जाता है, जो एक निश्चित पैटर्न के अनुसार एक विनियमित टोक़ के साथ कड़ा होता है।

क्रैंकशाफ्ट असर कैप की स्थापना: 1. क्रैंकशाफ्ट असर कैप; 2. क्रैंकशाफ्ट; 3. बन्धन के बोल्ट; 4. असर छोड़ के कवर के युग्मन बन्धन के बोल्ट; 5. असर सही के कवर के युग्मन बन्धन के एक बोल्ट; 6. वॉशर 7. ब्लॉक।
कामाज़ इंजन की कनेक्टिंग रॉड 740.11-240, 740.13-260, 740.14-300
कनेक्टिंग रॉड (तस्वीर देखें।)स्टील, जाली, रॉड 1 में एक I- सेक्शन है। कनेक्टिंग रॉड का ऊपरी सिर एक-टुकड़ा है, निचला एक सीधा और सपाट कनेक्टर के साथ बनाया गया है। कनेक्टिंग रॉडअंत में कवर 2 के साथ पूरा संसाधित किया गया है, इसलिए कनेक्टिंग रॉड कवर विनिमेय नहीं हैं।
एक स्टील-कांस्य झाड़ी 3 को कनेक्टिंग रॉड के ऊपरी सिर में दबाया जाता है, और बदली लाइनर 4 निचले एक में स्थापित होते हैं। कनेक्टिंग रॉड बोल्ट को परिशिष्ट 8 में परिभाषित योजना के अनुसार कड़ा किया गया है। कनेक्टिंग रॉड के कवर और रॉड पर संभोग के निशान लगाए जाते हैं - तीन अंकों के सीरियल नंबर। इसके अलावा, सिलेंडर सीरियल नंबर को कनेक्टिंग रॉड कवर पर खटखटाया जाता है।
कनेक्टिंग रॉड
इंजन का फ्लाईव्हील कामाज़ 740.11-240, 740.13-260, 740.14-300
चक्का 1 (तस्वीर देखें . चक्का ) आठ बोल्ट 7 के साथ सुरक्षित ( ), क्रैंकशाफ्ट के पीछे के छोर पर एक बारह सिरों वाले सिर के साथ मिश्र धातु इस्पात, और ठीक दो पिंस 10 और एक इंस्टॉलेशन आस्तीन 3 के साथ तय किया गया ( तस्वीर देखें . चक्का ).

चक्का
चक्का स्थापित करना और क्रैंकशाफ्ट की सील: 1 - चक्का; 2 - सिलेंडर ब्लॉक; 3 - एक क्रैंक शाफ्ट; 4 - चक्का आवास; 5 - एक ट्रांसमिशन के एक प्राथमिक शाफ्ट का असर; 6 - वॉशर; 7 - चक्का बढ़ते बोल्ट; 8 - एक क्रैंक किए गए शाफ्ट के समेकन का एक कफ; 9 - बूट कफ; 10 - एक चक्का समायोजित करने वाला पिन।
ताकि सतह के नुकसान से बचा जा सके चक्का वॉशर 6 बोल्ट हेड्स के नीचे स्थापित किया गया है ( अंजीर। चक्का और क्रैंकशाफ्ट सील कफ स्थापित करना )। चक्का बढ़ते बोल्ट्स के कसने वाले टॉर्क का परिमाण परिशिष्ट 8 में दिखाया गया है। एक गियर रिंग 2 को चक्का की मशीनी बेलनाकार सतह पर दबाया जाता है, जिसके साथ स्टार्टर गियर इंजन के शुरू होने पर संलग्न होता है ( तस्वीर देखें . चक्का ).
ईंधन इंजेक्शन के लीड कोण और वाल्व में थर्मल क्लीयरेंस के मूल्यों को निर्धारित करने के लिए समायोजन कार्य करते समय चक्का एक कुंडी के साथ तय ( अंजीर। हैंडव्हील लॉक नॉब पोजिशन ).

फ्लाईव्हील रिटेनर के संभाल की स्थिति: ए) - ऑपरेशन के दौरान; बी) - समायोजन के दौरान, चक्का के साथ जुड़ाव में।
इसके अलावा, डिज़ाइन में सीरियल से निम्नलिखित मुख्य अंतर हैं:
- चक्का के बाहरी सतह पर अनुचर के नीचे नाली के कोण को बदल दिया गया है;
- फ्लाईव्हील बोल्ट के नीचे वॉशर को समायोजित करने के लिए बोर का व्यास बढ़ाया जाता है।
माना कामाजी इंजनविभिन्न प्रकार के चंगुल से लैस किया जा सकता है। पर अंजीर। चक्का डायाफ्राम क्लच के लिए हाथवाले को दिखाया गया है।
कमज़ोर 740.11-240, 740.13-260, 740.14-300 इंजन का टॉर्सनल कंपन नुकसान
मरोड़ का नुकसान आठ बोल्ट 2 के साथ सुरक्षित ( अंजीर। एक टॉर्सनल कंपन स्पंज स्थापित करना ) सामने पैर की अंगुली पर क्रैंकशाफ्ट । स्पंज शरीर की सतह को नुकसान से बचने के लिए, बोल्ट के नीचे एक वॉशर 5 स्थापित किया गया है। पीने की वस्तुइसमें एक आवास (आकृति देखें) शामिल है जिसमें एक चक्का एक निकासी के साथ स्थापित किया गया है। बाहर, स्पंज शरीर को ढक्कन के साथ कवर किया गया है। क्षति शरीर और आवरण के जंक्शन पर रोलिंग (वेल्डिंग) द्वारा सुनिश्चित की जाती है। स्पंज शरीर और चक्का के बीच ढक्कन को भरने से पहले अत्यधिक चिपचिपा सिलिकॉन द्रव होता है।
डम्पर को शरीर से वेल्डेड वॉशर द्वारा केंद्रित किया जाता है ( अंजीर। टॉर्सनल वाइब्रेशन डम्पर )। क्रेंकशाफ्ट के भिगोने वाले थरथानेवाला कंपन स्पंज शरीर पर ब्रेक लगाने से होता है, जो सिलिकॉन तरल पदार्थ के वातावरण में चक्का के सापेक्ष क्रैंकशाफ्ट के पैर पर घुड़सवार होता है। इस मामले में, ब्रेकिंग ऊर्जा गर्मी के रूप में जारी की जाती है। मरम्मत के काम के दौरान, मामले को खराब करने और आवरण को खराब करने की सख्त मनाही है। विकृत शरीर या आवरण वाला स्पंज आगे उपयोग के लिए उपयुक्त नहीं है।

क्रैंकशाफ्ट के एक टॉर्सनल कंपन स्पंज की स्थापना: 1 - स्पंज; 2 - स्पंज बोल्ट; 3 - पावर टेक-ऑफ के लिए युग्मन; 4 - एक युग्मन बोल्ट; 5 - वॉशर; 6 - एक क्रैंक किया हुआ शाफ्ट; 7 - सिलेंडर ब्लॉक

टॉर्सनल वाइब्रेशन डम्पर
इंजन का पिसा कामाज़ 740.11-240, 740.13-260, 740.14-300
पिस्टन 1 ( ) ऊपरी संपीड़न रिंग के नीचे पहनने के लिए प्रतिरोधी कच्चा लोहा डालने के साथ एल्यूमीनियम मिश्र धातु से डाली जाती है।

सिर में पिस्टन मध्य भाग में एक डिस्प्लेसर के साथ टॉरॉयडल दहन कक्ष बनाया गया, यह अक्ष के सापेक्ष ऑफसेट है पिस्टनवाल्वों के नीचे खांचे से 5 मिमी दूर।
पार्श्व सतह पिस्टन पिन के नीचे छेद के क्षेत्र में एक ख़ामोश अंडाकार-बैरल के आकार का है। स्कर्ट को ग्रेफाइट के साथ लेपित किया गया है।
एक नाली इसके निचले हिस्से में बनाई गई है, जो सही स्थिति में होने पर पिस्टन और कूलिंग नोजल के बीच संपर्क को समाप्त कर देती है।
पिस्टन यह तीन छल्ले, दो संपीड़न और एक तेल खुरचनी के साथ पूरा हुआ। इसकी विशिष्ट विशेषता ऊपरी खांचे के निचले छोर के नीचे से कम दूरी है, जो 17 मिमी है। पर कामाजी इंजन ईंधन की अर्थव्यवस्था और पर्यावरण के प्रदर्शन को सुनिश्चित करने के लिए, पिस्टन पिन के अक्ष से नीचे तक की दूरी के अनुसार प्रत्येक सिलेंडर के लिए पिस्टन का चयन किया जाता है। निर्दिष्ट पैरामीटर के अनुसार, पिस्टन को चार समूहों 10, 20, 30 और 40 में विभाजित किया गया है। प्रत्येक बाद का समूह 0.11 मिमी से पिछले एक से भिन्न होता है।
स्पेयर पार्ट्स सबसे बड़ी ऊंचाई के पिस्टन की आपूर्ति की जाती है, इसलिए, प्रतिस्थापन के मामले में उनके और सिलेंडर प्रमुखों के बीच संभावित संपर्क से बचने के लिए, पिस्टन निकासी को नियंत्रित करना आवश्यक है। यदि इसके बन्धन के बोल्टों को कसने के बाद पिस्टन और सिलेंडर सिर के बीच का अंतर 0.87 मिमी से कम है, तो इस मूल्य के लिए गायब होने वाली राशि से पिस्टन के नीचे कटौती करना आवश्यक है। पिस्टन 740 इंजन.11, 740.13 और 740.14 ऊपरी संपीड़न और तेल खुरचनी के छल्ले के लिए खांचे के रूप में एक दूसरे से भिन्न होते हैं। (अनुभाग संपीड़न और तेल खुरचनी के छल्ले देखें)। इंजनों से पिस्टन की स्थापना कामाज 740.10 और 7403.10 की अनुमति नहीं है। पिस्टन के छल्ले के साथ पिस्टन की स्थापना की अनुमति है 740 इंजन.13 और 740.14 इंजन 740.11 पर। मैं
कनेक्टिंग रॉड पिस्टन
कनेक्टिंग रॉड के साथ पिस्टन अंजीर। पिस्टन कनेक्टिंग रॉड के साथ रिंग असेंबली के साथ ) एक फ्लोटिंग प्रकार की उंगली 3 से जुड़ा हुआ है, इसकी अक्षीय गति को बनाए रखने के छल्ले 6 द्वारा सीमित है। उंगली क्रोमियम-निकल स्टील से बना है, छेद का व्यास 22 मिमी है। 25 मिमी छेद वाली उंगलियों का उपयोग अस्वीकार्य है, क्योंकि यह इंजन के संतुलन को बाधित करता है।
कामाज़ 740.11-240, 740.13-260, 740.14-300 इंजन के संपीड़न के छल्ले
संपीड़न के छल्ले (अंजीर। पिस्टन कनेक्टिंग रॉड के साथ रिंग असेंबली के साथ ) उच्च शक्ति के बने होते हैं, और ग्रे कास्ट आयरन के तेल परिमार्जन। पर 740 का इंजन.11 पार के अनुभागीय आकार संपीड़न के छल्ले स्थापना के दौरान एक तरफा ट्रेपोजॉइड, निशान "शीर्ष" के साथ इच्छुक छोर पिस्टन तल की ओर स्थित होना चाहिए। पर 740 इंजन.13 और 740.14 ऊपरी संपीड़न रिंग में ऊपरी छोर पर एक नमूने के साथ एक दो तरफा ट्रेपेज़ॉइड का क्रॉस-सेक्शनल आकार है, जो पिस्टन तल पर स्थित होना चाहिए।
कनेक्टिंग रॉड और रिंग्स विधानसभा के साथ पिस्टन: 1 - पिस्टन; 2 - तेल खुरचनी अंगूठी; 3 - एक पिस्टन उंगली; 4, 5 - संपीड़न के छल्ले; 6 - एक लॉक रिंग।
ऊपरी संपीड़न रिंग 4 की कामकाजी सतह मोलिब्डेनम के साथ लेपित है और एक बैरल के आकार का है। क्रोम दूसरे संपीड़न 5 और तेल खुरचनी के छल्ले 2 की कामकाजी सतह पर लागू होता है। दूसरी अंगूठी पर इसकी आकृति नीचे की ओर एक पूर्वाग्रह के साथ एक शंकु है, इस विशेषता विशेषता के अनुसार अंगूठी को "मिनट" कहा जाता है। कचरे के लिए तेल की खपत को कम करने के लिए मिनट के छल्ले का उपयोग किया जाता है, ऊपरी नाली में उनकी स्थापना अनुमेय नहीं है।
इंजन KAMAZ 740.11-240, 740.13-260, 740.14-300 के तेल खुरचनी अंगूठी
ऑयल स्क्रैपर रिंग एक वसंत विस्तारक के साथ बॉक्स-प्रकार जिसमें मोड़ की एक चर पिच और एक पॉलिश बाहरी सतह होती है। पिस्टन पर स्थापित होने पर घुमाव की एक छोटी पिच के साथ विस्तारक का मध्य भाग रिंग लॉक में स्थित होना चाहिए। पर इंजन आदर्श 740 .11 रिंग ऊँचाई - 5 मिमी और पर 740 इंजन.13 और 740.14 रिंग ऊंचाई 4 मिमी।
स्थापना पिस्टन के छल्ले अन्य मॉडलों से kAMAZ इंजन अपशिष्ट के लिए तेल की खपत में वृद्धि हो सकती है।
मरम्मत कार्य के दौरान सिलेंडर-पिस्टन समूह के गैर-विनिमेय भागों का उपयोग करने की संभावना को बाहर करने के लिए, मरम्मत किट का उपयोग करने की सिफारिश की जाती है:
- 7405.1000128-42 - इंजन के लिए 740.11-240;
- 740.13.1000128 और 740.30-1000128 - इंजन 740.13-260 और 740.14-300 के लिए।
मरम्मत किट में शामिल हैं:
- पिस्टन;
- पिस्टन के छल्ले;
- पिस्टन पिन;
- पिस्टन पिन बनाए रखने के छल्ले;
- सिलेंडर लाइनर;
- सिलेंडर लाइनर।
शीतलन इंजन के लिए इंजेक्शन KAMAZ 740.11-240, 740.13-260, 740.14-300
शीतलक नलिका (अंजीर। लाइनर और पिस्टन कूलिंग नोजल को स्थापित करना ) सिलेंडर ब्लॉक के क्रैंककेस में स्थापित होते हैं और मुख्य तेल लाइन से तेल प्रदान करते हैं जब यह 0.8 - 1.2 किग्रा / सेमी 2 (प्रत्येक नोजल में स्थित वाल्व इस दबाव को समायोजित किया जाता है) के आंतरिक गुहा में पहुंचता है पिस्टन.
विधानसभा के दौरान कामाजी इंजन ट्यूब की सही स्थिति को नियंत्रित करना आवश्यक है जेट सिलेंडर लाइनर के सापेक्ष और पिस्टन। पिस्टन के साथ संपर्क की अनुमति नहीं है।
![]()
जानकारी का स्रोत वेबसाइट: http: //www.avtokama.ru/files/teh/dvigatel1.html
आंतरिक दहन इंजन में संरचनात्मक रूप से संभोग भागों की एक बड़ी संख्या होती है जो ऑपरेशन के दौरान महत्वपूर्ण भार का अनुभव करते हैं। इस कारण से, मोटर को असेंबल करना एक जिम्मेदार और जटिल ऑपरेशन है, जिसके सफल समापन के लिए प्रक्रिया का पालन किया जाना चाहिए। संपूर्ण बिजली इकाई की संचालन क्षमता सीधे निर्धारण की विश्वसनीयता और व्यक्तिगत तत्वों के फिट होने की सटीकता पर निर्भर करती है। इस कारण से, महत्वपूर्ण बिंदु संभोग सतहों या घर्षण जोड़े के बीच डिजाइन मेट्स का सटीक कार्यान्वयन है। पहले मामले में, हम सिलेंडर सिर को सिलेंडर ब्लॉक को बन्धन के बारे में बात कर रहे हैं, क्योंकि बोल्ट को कड़ाई से परिभाषित बल और स्पष्ट रूप से परिभाषित अनुक्रम के साथ खींचा जाना चाहिए।
भरी हुई रगड़ के जोड़े के लिए, कनेक्टिंग रॉड और मुख्य बीयरिंग (मुख्य और कनेक्टिंग छड़) को ठीक करने के लिए बढ़ी हुई आवश्यकताओं को आगे रखा जाता है। पावर यूनिट के बाद के असेंबली के दौरान इंजन की मरम्मत के बाद, मुख्य और कनेक्टिंग रॉड ट्रैकर्स के लिए सही कसने वाले टोक़ का निरीक्षण करना बहुत महत्वपूर्ण है। इस लेख में, हम जांच करेंगे कि कड़ाई से परिभाषित प्रयास के साथ लाइनरों को कसने के लिए क्यों आवश्यक है, और इस सवाल का जवाब भी देना है कि मुख्य और जोड़ने वाली रॉड बीयरिंग का कसने वाला टोक़ क्या है।
सादे बियरिंग क्या हैं
इंजन लाइनरों को एक विशिष्ट बिंदु पर कसने की आवश्यकता क्यों है, इसकी बेहतर समझ के लिए, आइए इन तत्वों के कार्यों और उद्देश्य पर एक नज़र डालें। शुरू करने के लिए, ये स्लाइडिंग बीयरिंग किसी भी आईसीई के सबसे महत्वपूर्ण भागों में से एक के साथ बातचीत करते हैं -। संक्षेप में, सिलेंडर में घूमने वाली गति क्रैंकशाफ्ट के कारण ठीक घूर्णी गति में बदल जाती है। परिणाम एक टोक़ है जो अंततः कार के पहियों को प्रेषित किया जाता है।
क्रैंकशाफ्ट लगातार घूमता है, एक जटिल आकार है, महत्वपूर्ण भार का अनुभव करता है और एक महंगा हिस्सा है। डिजाइन में तत्व के जीवन को अधिकतम करने के लिए, कनेक्टिंग रॉड और मुख्य बीयरिंग का उपयोग किया जाता है। इस तथ्य को देखते हुए कि क्रैंकशाफ्ट घूमता है, साथ ही कई अन्य विशेषताओं के साथ, इस भाग के लिए स्थितियां बनाई जाती हैं जो पहनने को कम से कम करते हैं।
दूसरे शब्दों में, इंजीनियरों ने इस मामले में पारंपरिक बॉल बेयरिंग या रोलर टाइप बेयरिंग लगाने का फैसला छोड़ दिया, उन्हें मुख्य और जोड़ने वाली रॉड बेयरिंग से बदल दिया। मुख्य बियरिंग्स का उपयोग क्रैंकशाफ्ट मुख्य पत्रिकाओं के लिए किया जाता है। कनेक्टिंग रॉड को क्रेंकशाफ्ट की गर्दन से जोड़ने के स्थान पर कनेक्टिंग रॉड लाइनर्स लगाए जाते हैं। अक्सर, मुख्य और कनेक्टिंग रॉड बेयरिंग एक ही सिद्धांत के अनुसार बनाए जाते हैं और केवल आंतरिक व्यास में भिन्न होते हैं।
लाइनर्स के निर्माण के लिए, नरम सामग्री का उपयोग उन लोगों की तुलना में किया जाता है जिनसे क्रैंकशाफ्ट खुद बनाया जाता है। इसके अलावा, लाइनर्स को अतिरिक्त रूप से एक एंटीफ्रीक्शन परत के साथ लेपित किया जाता है। उस स्थान पर जहां लाइनर को क्रैंकशाफ्ट की गर्दन के साथ जोड़ा जाता है, स्नेहक (इंजन तेल) दबाव में आपूर्ति की जाती है। निर्दिष्ट दबाव तेल पंप द्वारा प्रदान किया जाता है। यह विशेष रूप से महत्वपूर्ण है कि क्रैंकशाफ्ट जर्नल और स्लाइडिंग असर के बीच एक आवश्यक मंजूरी है। रगड़ जोड़ी की स्नेहन गुणवत्ता अंतराल के आकार पर निर्भर करेगी, साथ ही इंजन के स्नेहन प्रणाली में इंजन तेल का दबाव संकेतक भी होगा। यदि निकासी बढ़ जाती है, तो स्नेहक दबाव कम हो जाता है। नतीजतन, इंजन में क्रैंकशाफ्ट पत्रिकाओं के तेजी से पहनने के साथ-साथ अन्य लोड किए गए नोड भी होते हैं। इसके समानांतर, इंजन में एक दस्तक दिखाई देती है।
हम कहते हैं कि तेल के दबाव का एक कम संकेतक (अन्य कारणों की अनुपस्थिति में) एक संकेत है कि आपको क्रैंकशाफ्ट को पीसने की जरूरत है, और इंजन लाइनर्स को खुद को मरम्मत के आकार को ध्यान में रखना चाहिए। मरम्मत लाइनर्स के लिए, 0.25 मिमी की मोटाई में वृद्धि प्रदान की जाती है। एक नियम के रूप में, मरम्मत आयाम 4 हैं। इसका मतलब है कि अंतिम आयाम में मरम्मत लाइनर का व्यास 1 मिमी होगा। मानक से कम है।
स्लाइड बीयरिंग में स्वयं दो हिस्सों होते हैं जिसमें उचित स्थापना के लिए विशेष ताले बनाए जाते हैं। मुख्य कार्य शाफ्ट जर्नल और लाइनर के बीच एक अंतर बनाना है, जो इंजन निर्माता द्वारा अनुशंसित है।
एक नियम के रूप में, गर्दन को मापने के लिए एक माइक्रोमीटर का उपयोग किया जाता है; कनेक्टिंग रॉड बेयरिंग के आंतरिक व्यास को कनेक्टिंग रॉड पर असेंबली के बाद एक आंतरिक कैलिपर के साथ मापा जाता है। इसके अलावा, माप के लिए, आप तांबे की पन्नी या एक नियंत्रण प्लास्टिक के तार का उपयोग करके, कागज की नियंत्रण पट्टी का उपयोग कर सकते हैं। रगड़ जोड़े के लिए न्यूनतम निकासी 0. 025 मिमी होनी चाहिए। 0.08 मिमी की निकासी में वृद्धि क्रेंकशाफ्ट को अगले मरम्मत आकार में बोर करने का एक कारण है।
ध्यान दें कि कुछ मामलों में, लाइनर केवल नए क्रैंकशाफ्ट मुक्त गर्दन में बदल जाते हैं। दूसरे शब्दों में, केवल लाइनरों को बदलकर प्रबंधित करना संभव है और बिना पीस के वांछित निकासी प्राप्त करना संभव है। कृपया ध्यान दें कि अनुभवी विशेषज्ञ इस प्रकार की मरम्मत की अनुशंसा नहीं करते हैं। तथ्य यह है कि इंटरफ़ेस में भागों का संसाधन तब भी बहुत कम हो जाता है, जब रगड़ जोड़ी में अंतर सामान्य हो। इसका कारण माइक्रोएडेक्ट्स माना जाता है, जो पीसने से इनकार करने के मामले में अभी भी शाफ्ट पत्रिका की सतह पर बने हुए हैं।
क्रैंकशाफ्ट मुख्य और असर वाले गोले कसने के लिए कैसे

तो, पूर्वगामी को देखते हुए, यह स्पष्ट हो जाता है कि मुख्य और कनेक्टिंग रॉड बीयरिंग का कसने वाला टोक़ अत्यंत महत्वपूर्ण है। अब निर्माण प्रक्रिया पर चलते हैं।
- सबसे पहले, जड़ गर्दन के बिस्तर में, जड़ आवेषण स्थापित होते हैं। कृपया ध्यान दें कि मध्य लाइनर दूसरों से अलग है। बीयरिंग स्थापित करने से पहले, परिरक्षक ग्रीस हटा दिया जाता है, जिसके बाद सतह पर थोड़ा मोटर तेल लगाया जाता है। उसके बाद, बेड के कवर लगाए जाते हैं, जिसके बाद पफ को बाहर किया जाता है। कसने वाला टोक़ होना चाहिए जो किसी विशेष पावरट्रेन मॉडल के लिए अनुशंसित हो। उदाहरण के लिए, VAZ 2108 मॉडल पर इंजन के लिए, यह आंकड़ा 68 से 84 एन · एम तक हो सकता है।
- अगला, कनेक्टिंग रॉड बेयरिंग स्थापित करें। विधानसभा के दौरान, जगह में कवर को ठीक से स्थापित करना आवश्यक है। ये कवर चिह्नित हैं, अर्थात, उनकी मनमानी स्थापना की अनुमति नहीं है। कनेक्टिंग रॉड बीयरिंग का कसने वाला टोक मुख्य लोगों की तुलना में थोड़ा कम है (सूचक 43 से 53 एन · · सीमा में है)। लाडा प्रियोरा के लिए, मुख्य बीयरिंग 68.31-84.38 के बल के साथ कड़े होते हैं, और कनेक्टिंग रॉड बीयरिंग में 43.3-53.5 का कसाव होता है।
इसे अलग से जोड़ा जाना चाहिए कि निर्दिष्ट कसने में नए भागों का उपयोग शामिल है। यदि हम एक विधानसभा के बारे में बात कर रहे हैं जिसमें इस्तेमाल किए गए स्पेयर पार्ट्स का उपयोग किया जाता है, तो वर्किंग आउट या अन्य संभावित दोषों की उपस्थिति के लिए अनुशंसित मानदंड से विचलन हो सकता है। इस मामले में, बोल्ट को कसने पर, आप अनुशंसित टोक़ के ऊपरी बार से शुरू कर सकते हैं, जो तकनीकी मैनुअल में इंगित किया गया है।
संक्षेप में कहना
यद्यपि मुख्य और कनेक्टिंग रॉड बियरिंग्स के कवर्स का कसने वाला टॉर्क एक महत्वपूर्ण पैरामीटर है, अक्सर टॉर्क वैल्यू को किसी विशेष वाहन के संचालन के लिए सामान्य तकनीकी मैनुअल में इंगित नहीं किया जाता है। इस कारण से, आईसीई के एक या दूसरे प्रकार की मरम्मत और रखरखाव पर विशेष साहित्य में आवश्यक डेटा के लिए अलग से खोज करना आवश्यक है। यह स्थापना से पहले किया जाना चाहिए, जो आपको मरम्मत कार्य को सही ढंग से करने की अनुमति देगा, साथ ही साथ संभावित परिणामों से बचें।
यह याद रखना भी महत्वपूर्ण है कि कसने के दौरान अनुशंसित बल के अनुपालन के मामले में, अपर्याप्त टोक़ होने पर और बोल्ट को कसने पर दोनों समस्याएं पैदा हो सकती हैं। कम तेल दबाव, खटखटाने और पहनने के परिणामस्वरूप निकासी में वृद्धि होती है। एक कम निकासी का मतलब होगा कि संभोग क्षेत्र में, उदाहरण के लिए, गर्दन पर मजबूत लाइनर का दबाव होता है, जो क्रैंकशाफ्ट के साथ हस्तक्षेप करता है और इसके कारण हो सकता है।
इस कारण से, एक टोक़ रिंच का उपयोग करके कसना किया जाता है और एक सटीक परिभाषित प्रयास को ध्यान में रखता है। यह मत भूलो कि कनेक्टिंग रॉड और मुख्य असर कैप के बोल्टों का कसने वाला टोक़ थोड़ा अलग है।
31. संबंधित गर्दन के आवेषण का पदनाम, कनेक्टिंग रॉड में बिस्तर का व्यास सम्मिलित करने के पीछे की तरफ प्लॉट किया गया है (बदली सिर 19 मिमी, कनेक्टिंग स्क्वायर के साथ कुंजी)
32. कनेक्टिंग रॉड बेयरिंग शेल को लुब्रिकेट करें और उन्हें कनेक्टिंग रॉड कैप और लोअर कनेक्टिंग रॉड हेड्स में स्थापित करें। तेल M10G2K के साथ चिकनाई करें। लाइनर्स पर प्रोट्रूशंस को ढक्कन और कनेक्टिंग रॉड (तेल कंटेनर, ब्रश) पर अवकाश के साथ मेल खाना चाहिए
33. पहली क्रैंक पिन को निचले स्थान (लीवर) पर सेट करने के लिए क्रैंकशाफ्ट चालू करें।
34. कनेक्टिंग रॉड के साथ पिस्टन के पिस्टन के छल्ले के ताले को अलग करें और एक दूसरे के सापेक्ष पहले 180 डिग्री के रिंग असेंबली की रिंग करें और मैनड्रेल का उपयोग करके संबंधित सिलेंडर में कनेक्टिंग रॉड और रिंग असेंबली के साथ पिस्टन को स्थापित करें। पिस्टन इंडेक्स लाइनर इंडेक्स के समान होना चाहिए। 10 के सूचकांक के साथ पिस्टन, किसी भी आस्तीन में स्थापित किया जा सकता है। पिस्टन स्थापित करते समय, सिलेंडर ब्लॉक के पतन की ओर शिफ्ट करने के लिए पिस्टन तल पर वाल्व के नीचे टक। (पिस्टन, लकड़ी के हथौड़े की स्थापना के लिए भेजना)
35. कनेक्टिंग रॉड पर कनेक्टिंग रॉड कवर स्थापित करें और बोल्ट और नट्स के साथ पूर्व-सुरक्षित करें। 29-31 एनएम (2.9-3.1 kgf.m.) के कसने वाले टोक़ के साथ, कनेक्टिंग रॉड और उसके कवर पर संख्याओं का संभोग निशान समान होना चाहिए। कनेक्टिंग रॉड पर नाली को कनेक्टिंग रॉड कवर पर लॉकिंग मूंछ के साथ स्थापित किया जाना चाहिए (प्रतिकृति सिर 19 मिमी।, कनेक्टिंग स्क्वायर, एक्सटेंशन कॉर्ड, टॉर्क मॉडल 131 एम को संभालना)।
36. दोहराने के काम 33, 34 पिस्टन की अनुक्रमिक स्थापना के लिए 8.2,7,3,4,5 और 6 सिलेंडरों में छड़ और रिंग विधानसभा को जोड़ने के साथ।
36. क्रैंकशाफ्ट को चालू करें ताकि पहली कनेक्टिंग रॉड जर्नल निचले स्थान पर हो। क्रमांकन रिपोर्ट सिलेंडर ब्लॉक के सामने से रखी जाएगी।
37. पहले कनेक्टिंग रॉड जर्नल के कनेक्टिंग रॉड बोल्ट को कस लें। 0.25-0.27 मिमी की कनेक्टिंग रॉड बोल्ट के विस्तार के लिए नट्स को कस लें। 1 जुलाई, 1985 से निर्मित एम 13 एक्स 1.25 कनेक्टिंग रॉड बोल्ट, 120-130 एनएम (12-13 किग्रा। घंटा) (19 मिमी इंटरचेंजेबल हेड) के कसने वाले टोक़ के साथ कड़े होते हैं, कनेक्टिंग स्क्वायर के साथ रिंच, विस्तार लम्बा नियंत्रण , टॉर्क ग्रिप 131M)
38. निचले कनेक्टिंग रॉड हेड और क्रैंकशाफ्ट गाल के सिरों के बीच की खाई की जांच करें, क्लीयरेंस कम से कम 0.15 मिमी (जांच नंबर 2 का सेट) होना चाहिए
39. सिलेंडर ब्लॉक को क्षैतिज स्थिति में मोड़ो। (स्टैंड)
40. फ्लाईव्हील हाउसिंग गैसकेट को लुब्रिकेट करें, सिलेंडर ब्लॉक, फिग.1.3 पर फ्लाईव्हील हाउसिंग मैंड्रेल का उपयोग करके गैस्केट स्थापित करें।
फ्लाईव्हील आवास स्थापित करने के लिए अनिवार्य
1-खराद का धुरा
क्रैंककेस, गैसकेट और ब्लॉक में छेद मिलाएं, स्प्रिंग्स और फ्लैट वाशर के साथ बोल्ट और फास्टनरों को स्थापित करें और उन्हें लपेटें, TsIATIM-201 ग्रीस लागू करें। फ्लाईव्हील हाउसिंग बोल्ट्स के कसने वाले टॉर्क का मूल्य 90-110 N.m (9-11 kgf.m) है (क्षमता, ब्रश, प्रेषण, बदली जाने योग्य सिर 17 मिमी और 19 मिमी, कनेक्टिंग स्क्वायर के साथ रिंच, टॉर्क हैंडल 131M)
41. इंजन पर फ्लाईव्हील असेंबली स्थापित करें और फ्लाईव्हील माउंटिंग बोल्ट के लिए छेद संरेखित करें। फ्लाईव्हील को स्थापित करें ताकि क्रैंकशाफ्ट पर लगा पिन फ्लाईव्हील के छेद में फिट हो जाए। (बीम क्रेन, चक्का स्थापित करने के लिए निलंबन।)
42. फ्लाईव्हील लॉक फास्टनरों के साथ बन्धन बोल्ट को स्थापित और कस लें और प्लेटों के किनारों को बोल्ट के कगार पर मोड़ें। बढ़ते बोल्टों के कसने वाले टोक़ की भयावहता 150-170N.m (15-17 kgf.m) है। फरवरी 1979 तक नंबर 75800 को जारी करने के लिए इंजनों पर लॉकिंग प्लेट्स लगाई गई थीं। (बदली सिर 19 मिमी, कनेक्टिंग स्क्वायर के साथ कुंजी, टोक़ रिंच PIM-1754 मॉडल, हथौड़ा, छेनी)
43. क्रैंकशाफ्ट की धुरी के सापेक्ष फ्लाईव्हील अंत के रनआउट की जांच करें। रनआउट की मात्रा 0.25 मिमी से अधिक नहीं होनी चाहिए। रनआउट अधिकतम व्यास पर प्रतिस्थापित होता है। (संकेतक मॉडल PRI-1P वाले उपकरण)
44. द्रव युग्मन ड्राइव शाफ्ट को स्थापित करें।
45. ब्लॉक के सामने के कवर के गैस्केट को चिकनाई करें, स्नेहक TsIOTIM-201 (क्षमता, ब्रश) लागू करें
46. \u200b\u200bसिलेंडर ब्लॉक के सामने के छोर पर ब्लॉक असेंबली के सामने के कवर के साथ प्रशंसक ड्राइव के गैसकेट और द्रव युग्मन को स्थापित करें और बढ़ते बोल्ट को वसंत और फ्लैट वाशर के साथ कस लें।
M10 के बढ़ते बोल्ट्स के कसने की तीव्रता 50-60 N.m (5-6 kgf.m) है, और M12 बोल्ट 90-110 N.m (9-11 kgf.m) (बीम क्रेन, सस्पेंशन, इंटरचेंज हेड्स 17.19 मिमी, कनेक्टिंग स्क्वायर के साथ कुंजी, संभाल टोक़ मॉडल 130M)
47. रॉड पुशर में पहले सिलेंडर की पुशर रॉड्स असेंबली स्थापित करें।
48. सिलेंडर हेड गैसकेट और रबर गैसकेट Fig.1.4 स्थापित करें।
सिलेंडर सिर स्थापना

ए) एक आस्तीन और एक सिलेंडर ब्लॉक के साथ संयुक्त
बी) संयुक्त सील के साथ संयुक्त
बी) - गैस निर्माण के सिलेंडर लाइनर पर गैसकेटलेस गैस संयुक्त की एक अंगूठी के साथ।
49. सिलेंडर ब्लॉक पर वाल्व असेंबली के साथ सिलेंडर हेड स्थापित करें और वाशर के साथ फास्टनरों के साथ बोल्ट को कस लें। इससे पहले कि हम सिलेंडर हेड बोल्ट के धागे लपेटते हैं, ग्रेफाइट ग्रीस की एक पतली परत के साथ तेल। ब्लॉक के प्रमुख को स्थापित करने से पहले, घुमाव घुमाव के समायोजन शिकंजा को कई मोड़ पर करना आवश्यक है। अंजीर। 1.5।
सिलेंडर बढ़ते बोल्ट के लिए कसने का क्रम
सिलेंडर हेड बोल्ट टाइटनिंग स्कीम

बोल्ट के कसने वाले टॉर्क का मूल्य 40-50N.m (4-5 kgf.m) (19 मिमी इंटरचेंजेबल हेड, कनेक्टिंग स्क्वायर के साथ रिंच, टॉर्क मॉडल 131M, ग्रेफाइट ग्रीस (USSA) 3333-80, ब्रश) संभालना है।
50. सिलेंडर ब्लॉक में प्रत्येक सिलेंडर के लिए चरण 47-49 दोहराएं।
51. अंत में सिलेंडर सिर दो चरणों में बोल्ट करता है। 120-150 N.m (12-15 kgf.m) प्राप्त करने के लिए बढ़ते बोल्ट्स के कसने वाले टोक़ का मूल्य, 160-180 N.m (16-18 kgf.m) (19 मिमी विनिमेय सिर, टोक़ रिंच PIM-1754) प्राप्त करने के लिए
52. क्रैंकशाफ्ट को चालू करें ताकि फ्लाईव्हील रिटेनर रॉड फ्लाईव्हील ग्रूव में फिट हो जाए और कैमशाफ्ट गियर का "0" निशान ऊपरी स्थिति में हो। (शाखा)
53. इंजन पर शाफ्ट के साथ इंजेक्शन पंप असेंबली के संचालित गियर को स्थापित करें। चालित गियर को सेट करें ताकि चालित गियर का "0" चिह्न समान गियर चिह्न के साथ मेल खाता हो
केमशाफ्ट।
54. एक आस्तीन के साथ गैसकेट, रियर असर हाउसिंग असेंबली स्थापित करें और वसंत वाशर के साथ बढ़ते बोल्ट को कस लें। बोल्ट कसने वाले टॉर्क का मूल्य 45-50 N.m (4.5-5.0 kgf.m) है (इंटरचेंजेबल हेड 17 मिमी, कनेक्टिंग स्क्वायर के साथ रिंच, टॉर्क मॉडल 131 M, हथौड़ा)
55. फ्लाईव्हील ग्रूव के लॉक को हटा दें और क्रैंकशाफ्ट को रोटेशन की दिशा में 60 डिग्री तक घुमाएं, जिससे यह तालिका 1.4 के अनुसार स्थिति में आ जाए। प्रोट्रूशियन्स पर दो आसन्न छेदों के बीच कोणीय दूरी से चक्का का घुमाव क्रैंकशाफ्ट के रोटेशन से 30 डिग्री तक मेल खाता है।
तालिका 1.4।
वाल्व समायोजन
पैरामीटर
क्रैंकशाफ्ट की स्थिति में मापदंडों का मूल्य
रोटेशन कोण
क्रैंकशाफ्ट 600 2400 4200 6000
सिलेंडर
विनियमित
वाल्व 1-5 4-2 6-3 7-8
56. पहले और पांचवें सिलेंडर के वाल्व तंत्र में तनाव। निकासी: इनलेट वाल्व 0.25-0.30 मिमी के लिए, निकास वाल्व 0.35-0.40 मिमी के लिए। समायोजन शिकंजा के नट का कसाव मूल्य 34-42 N.m (3.4-4.2 kgf.m) है।
निम्नलिखित क्रम में थर्मल मंजूरी समायोजित करें:
समायोज्य सिलेंडर की बाहों के स्ट्रट्स के नट्स के कसने वाले टोक़ को कसने की जांच करें;
एक फीलर के साथ रॉकर आर्म (अंजीर। 1.6) के पंजों के बीच के गैप की जाँच करें और 1 और 5 वें सिलिंडर के वॉल्व उपजी हैं। इनलेट के लिए 0.3 मिमी मोटी और निकास वाल्व के लिए 0.4 मिमी की जांच बल के साथ दर्ज होनी चाहिए (सिलेंडर की पहली पंक्ति के सामने के वाल्व इनलेट हैं, बाईं पंक्ति निकास है);
वाल्व क्लीयरेंस चेक

अंतराल को समायोजित करने के लिए एक उपकरण स्थापित करने के लिए, यदि आवश्यक हो, तो पेंच अखरोट को ढीला करें, डिपस्टिक को अंतराल में स्थापित करें और पेचकश के साथ पेंच को चालू करें, आवश्यक अंतराल सेट करें। पेचकश के साथ पेंच को पकड़ते समय, अखरोट को रिंच के साथ कस लें और क्लीयरेंस घुमाएं। (थर्मल गैप को समायोजित करने के लिए एक उपकरण, जांच का एक सेट, एक बदली जाने योग्य सिर 13 मिमी, एक हैंडल डायनेमोमीटर मॉडल 131 मीटर)
57. रोटेशन की दिशा में क्रैंकशाफ्ट 180 डिग्री घुमाएँ। (लीवर)
58. इनलेट वाल्व 0.35-0.40 मिमी के लिए वाल्व 0.25-0.30 मिमी में निकासी को समायोजित करें। समायोजन शिकंजा के नट के कसने वाले टोक़ का मान 34-42 N.M (3.4-4.2 kgf.m) (जांच का एक सेट, एक 13 मिमी बदली जाने वाला सिर, एक टोक़ मॉडल 131M संभालता है, जो समायोजन को समायोजित करने के लिए एक उपकरण है)
59. छठे और तीसरे सिलेंडर के वाल्व तंत्र और क्रमशः सातवें और आठवें सिलेंडर के लिए 57-58 काम दोहराएं।
60. गैसकेट स्थापित करें, पहले सिलेंडर के सिर का आवरण और फ्लैट वाशर के साथ बन्धन के बोल्ट को कस लें। बोल्ट का कसने वाला टॉर्क 17-22 N.m (1.7-2.2 kgf.m) है (इंटरचेंजेबल हेड 13 मिमी, कनेक्टिंग स्क्वायर के साथ कुंजी, टॉर्क मॉडल 131 M हैंडल करें)
61. शेष सात सिलेंडर हेड कवर के लिए 60 दोहराएं।
62. एडजस्टेबल वॉशर को सामने की आईबोल्ट पर रखें और आईबोल्ट को सिलेंडर ब्लॉक में स्क्रू करें। चार से अधिक शिम नहीं होने चाहिए। इंजन के अनुदैर्ध्य अक्ष के सापेक्ष बोल्ट को 15 डिग्री तक पेंच। (विशेष प्रविष्टि)
63. स्नेहन प्रणाली के वाल्व के सामने निकला हुआ किनारा का गैस्केट स्थापित करें, ट्यूब के साथ तेल पंप विधानसभा, तेल पंप के लॉक वॉशर के साथ बोल्ट को कस लें और सिलेंडर ब्लॉक के ब्रैकेट के बोल्ट को सिलेंडर ब्लॉक तक ले जाएं और बोल्ट के कगार पर लॉक वाशर की मूंछें मोड़ें। बढ़ते बोल्ट का कसाव टोक 50-60 N.m (5.0-6.0 kgf.m) है। इंजन नंबर 163856 पर, लॉक वाशर को स्प्रिंग वाशर (तेल पंप माउंट) और फ्लैट (माउंट ब्रैकेट माउंट) के साथ बदल दिया गया था। (बदली सिर 17mm, कुंजी के साथ जोड़ने वर्ग, संभाल टोक़ मॉडल 131 M, हथौड़ा, छेनी)
64.Tighten बोल्ट के बन्धन को सिलेंडर ब्लॉक में स्नेहन प्रणाली के वाल्व की आपूर्ति पाइप के सामने के वाशर के साथ बांधें और बोल्ट के कगार पर लॉक वाशर की मूंछें मोड़ें। बढ़ते बोल्ट का कसाव टोक़ 50-60N.m (5-6 kgf.m) है। 15 फरवरी, 1980 से समस्या नंबर 163851 वाले इंजनों पर लॉक वाशर को स्प्रिंग वाशर से बदल दिया गया था। (13 मिमी विनिमेय सिर, कनेक्टिंग स्क्वायर के साथ कुंजी, टोक़ हैंडल मॉडल 131 एम, हथौड़ा, छेनी)
65. सिलेंडर ब्लॉक पर गैसकेट को गोंद करें, इसकी सतह चिकनाई या सीलेंट पेस्ट के साथ चिकनाई करें। लिटोल -24 या "सीलेंट" स्नेहक टीयू 6-10-1796-71 या यूएन -25 टीयू एमएचपी 3336-52 लागू करें। गैसकेट सामग्री: रबर। (क्षमता, लकड़ी के रंग)
66. इंजन की आंतरिक सतहों की अच्छी तरह से सफाई करें, पैन को स्थापित करें और स्प्रिंग वाशर के साथ अखरोट को सुरक्षित करने वाले बोल्ट को कस लें। (वायवीय प्रभाव रिंच मॉडल IP-3113, बदली सिर 13 मिमी)
67. सिलेंडर सिर के साथ बेंच पर इंजन चालू करें। (स्टैंड)
2. इंजन टेस्ट
2.1। उपकरण, उपकरण, उपकरण।
क्रेन बीम, परिवहन के लिए निलंबन और एक स्टैंड मॉडल पर इंजन की स्थापना 130.219.00.000.000; इंजन मॉडल 470.004 - 470.006 के लिए परीक्षण बेंच; जांच का एक सेट, एक हैंडल डायनेमोमीटर मॉडल 131M, इंजन मॉडल के क्रैंकशाफ्ट को बदलने के लिए एक लीवर 7829-4087 या 7829-4063, वाल्व I-801.14.000 को समायोजित करने के लिए एक उपकरण; विनिमेय प्रमुख 13.14, 17, 19, 22 मिमी, कनेक्टिंग स्क्वायर के साथ रिंच, ओपन-एंड रिंच 8, 10, 13, 14, 17, 19, 22, 24 मिमी, रिंग रिंच 17, 19, मिमी, पेचकश फिटर और असेंबली 8.0 मिमी, इलेक्ट्रिक फोर्कलिफ्ट श्रृंखला 02।
1. एक स्टैंड पर इंजन स्थापित करें, इसे ठीक करें और रनिंग-इन और परीक्षण के लिए इंजन तैयार करें, जिसके लिए निम्न कार्य किया जाना चाहिए:
इंजन तेल के नाबदान से बिना नाली के प्लग,
इंजन के एग्जॉस्ट मैनिफोल्ड्स के फ्लैंग्स के साथ गैस पाइप लाइन के एग्जॉस्ट पाइप को कनेक्ट करें,
प्रोपेलर शाफ्ट के साथ इंजन के चक्का के लिए स्टैंड के संतुलन इलेक्ट्रिक ब्रेक को कनेक्ट करें,
स्टैंड के ईंधन प्रणाली के लिए नलिका से ईंधन नाली पाइप को कनेक्ट करें,
पानी पंप ड्राइव बेल्ट स्थापित करें और उन्हें कस लें,
प्रशंसक पक्ष पर गार्ड कवर को बंद और सुरक्षित करें,
उच्च दाब वाले ईंधन पंप से रॉड को ईंधन आपूर्ति लीवर से कनेक्ट करें,
रॉड को इंजेक्शन पंप के लीवर से कनेक्ट करें,
इंजन में पानी के इनलेट और आउटलेट होसेस कनेक्ट करें,
केन्द्रापसारक तेल फिल्टर और पूर्ण-प्रवाह तेल फिल्टर के लिए तेल की आपूर्ति hoses कनेक्ट करें
8 वें खंड उच्च दबाव ईंधन पाइप निकालें
ईंधन पंप (इंजन का पहला सिलेंडर) और सेंसर फिटिंग से कनेक्ट करें,
ईंधन फिल्टर से ईंधन आपूर्ति नली (नाली) को कनेक्ट करें,
एयर फिल्टर से इंजन के लिए हवा की आपूर्ति के लिए एक लचीली धातु की नली को कनेक्ट करें,
कंप्रेसर और पावर स्टीयरिंग पंप को पानी और तेल की आपूर्ति के लिए छेद में तकनीकी प्लग स्थापित करें,
इंजन को पानी, तेल और ईंधन की आपूर्ति चालू करें। (बीम क्रेन, निलंबन, इंजन परीक्षण स्टैंड, विनिमेय प्रमुख 13,14,17,19 और 22 मिमी, एक कनेक्टिंग स्क्वायर के साथ एक रिंच, 8,10,13,14,17,19 22 और 27 मिमी, कुंजी के साथ खुला बैनर रिंग नट 17.19 मिमी)



