Tokos kemencében 820. Előmelegítési hőmérsékleti görbék elkészítése. Felkészülés a munkára
A gázfűtéses kemencék csak abban különböznek az olajkemencéktől, hogy a tüzelőanyagot a kemencébe szállítják. Ebben az esetben a befecskendező égők által a kemencébe szállított gázt használják tüzelőanyagként.
A gázfűtéses kemencék közé tartoznak a kamrás kemencék fix kandallóval és forgóvázas kandallóval, forgó retortával, folyamatos tokos stb.
A kemence kerete acéllemezből van hegesztve, és tűzkő- és dolomittéglával bélelt. A hőveszteség csökkentése érdekében azbesztlemezt helyeznek a bélés és a keret közé. A kemence földgázzal működő befecskendező égőkkel van felszerelve.
A hőfokszabályozás automatikus membránszeleppel A szelep vezérlése hőelemről érkező impulzussal történik, pneumatikus rögzítéssel ellátott pirométeren keresztül. A pirometrikus készülék légnyomását egy reduktor állítja be.
1 - sütő keret 2 - azbesztlemez, 3 - tűzálló tégla 4 - összecsukható asztal 5 - redőny, 6 - befecskendező égők, 7 - membránszelep, 8- alatt, 9 - kémény; V- oldalnézet: 10,11 - öntöttvas lemezek 12 - lánc, 13 - görgők, 14 - rúd, 15 - rúdhenger 16 - pneumatikus rendszer.
AKamrás gázkemencék gömb alakú kandallóval. A szerszám- és présmechanikai műhelyek termikus részlegeiben szén- és ötvözött acélból készült mérő- és vágószerszámok, valamint kovácsoló- és sajtolószerszámok és eszközök hőkezelésére golyóstollú gázkemencéket használnak.

A kemence földgázzal működik, amely a munkakamrában ég, a gáz áramlási sebessége 35-40 m 3 / óra. Munkahelyiség 1150X1900 mm 2, munkaablak magassága 520 mm. A kemence alján négy hornyolt vezető van elhelyezve 4, amelyben a golyók vannak 5, hőálló acélból készült. A kemence munkakamrájában található golyók és sínek nagymértékben megkönnyítik az alkatrészekkel ellátott raklapok mozgását a kemence be- és kirakodása során. A rakodóasztalon 2 A raklapokat golyókra szerelik, és egy acél kampóval kézzel vezetik a kemence munkakamrájába.
A kemence 7 befecskendező égőkkel van felszerelve. A kemence részeit a kemence falai és teteje hősugárzása melegíti fel. zatlonka 1 hengeren keresztül pneumatikus emelő emeli és süllyeszti 3. A sütő hőmérsékletét egy membránszelep szabályozza és szabályozza automatikusan . A hőelem egy speciális lyukba van beépítve 6, a sütő falazatában található (fent). A kemence kapacitása az oltás és normalizálás során kb. 250 kg/óra.
Kamrás gázkemencék csúszó kandallóval. Az ábrán a forgóvázas kandallókemence általános képe látható.


A kemence alá csúsztatható kerekes kocsi formájában készül, amely szigetelő és tűzálló tűzálló téglával van bélelve. Egy ilyen kandallószerkezet lehetővé teszi az alkatrészek be- és kirakodását a kemence munkaterén kívül egy felső daru segítségével. A forgóvázas kandallókemencék nagy és nehéz keretek, acélöntvények, hengerelt termékek izzítására, öntöttvas öntvények mesterséges öregítésére és magas megeresztésére szolgálnak.
A kemence acélöntvények, tekercshuzal izzítására és szerszámgépek öntöttvas kereteinek mesterséges öregítésére szolgál.
A kemence alatt egy visszahúzható kocsi formájában készül 7 . Kemence kívülről 2 építőtéglával bélelt, és belülről 3 - samott. Kód 11 A kemence speciális függő tűzkőtéglából készült.
Kerekeken mozog a sütő alatt 10 síneken 9, lefektették a műhely padlójára. A mozgás elektromos motorhoz csatlakoztatott acélkábellel történik.
A kemence fűtése átvezetett földgázzal történik 16 injekciós égők 6, amelyek a kemence mindkét falán találhatók. Az alsó égősor a kandalló szintjében van, így az égéstermékek a kandalló alá kerülnek. Az égők felső sora úgy van elhelyezve, hogy az égéstermékek a kemence teteje alatt áramolhassanak. Városi gázfogyasztás 11 m 3 / óra egy égőhöz.
A füstgázokat csatornákon keresztül távolítják el a munkakamrából 8, padlószinten, a kémény mentén található 1. A sütő erős ventilátorral van felszerelve 4, amely biztosítja a kemence légkörének egyenletes keringését a terében. A hőmérsékletmérés hőelemekkel történik lyukakon keresztül 5 És 12.
A forgóvázas kandallós kemencék nem csak olaj- és gázfűtésűek, hanem elektromosak is.
Műszaki adatokforgóvázas kandalló gázkamrás kemence
Maximális hőmérséklet, ° С 650-850
fiók terület, m 2 27,6
Magasság a padlótól a boltozatig, m 4,5
A fémtöltet tömege, t ............... 30
Gépesített kemencék forgó retortával. Ilyen sütők (lenti kép)

egyszerű alakú kis részek gázkarburálására és keményítésére használják, és nem igényelnek nagy mélységű karburált réteget.
A kemence bélelt fémhenger 3, vízszintes helyzetben tartórudakra szerelve. A henger belsejében hőálló öntött retorta található 4, amely a kemence munkakamrája. A retorta támasztógörgőkön forog 8 csiga- és láncfogaskerekek segítségével 7 villanymotorról 6 teljesítmény 0,85 kw. A tartógörgők a fémvázas kemence véglapjaira vannak rögzítve.
A karburálás során az alkatrészekkel megrakott retorta folyamatosan forog, aminek következtében karburáló gázzal vagy gázkeverékkel áramlik körbe az alkatrészek. Annak érdekében, hogy a retorta forgása közben ne gyűljenek össze az alkatrészek egy helyen,
a retorta betöltő oldala fedéllel hermetikusan le van zárva 2 a retorta belsejében kis hosszanti bordák sorakoznak. Képernyővel. A cementáló gázt csövön keresztül vezetik be a kemencébe 5, a retorta hátsó falában található. A kipufogógáz egy csövön keresztül távozik 1 a retorta fedelén keresztül, ahol meggyullad.
A sütő fűtése városi gázzal működik És injekciós égők. A földgázt karburátorként használják a karburáláshoz. Karburátor gázfogyasztás - 3,0-3,5 m 3 /óra; fűtéshez szükséges gáz - 60 m 3 / óra.
Az alkatrészek karburizálódásának felgyorsítása és a kemence forgása közbeni bevágások elleni védelme érdekében 1,5-2,0 kg apró széndarabok. A kemence teljesítménye 0,6-0,8 cementált rétegmélység mellett mm- 50 kg/óra. A cementálás mértéke átlagosan nem haladja meg a 0,15-0,20-at mm/óra, A ragasztandó részeket csak 830-840°C-ra való lehűtés után keményítjük meg.
A cementált részek kirakodásakor a kemencét lendkerék segítségével könnyen megdöntjük, és az alkatrészeket egy keményítőtartályba öntik, melynek alján (vashálókosár található. Cementáló gázok vagy gázkeverékek hiányában az üzemeknél, a retortakemence részei tömör karburátorral vannak cementezve, egyenetlen fugázás és esetleges apró bevágások keletkeznek az alkatrészeken.
Gépesített forgó retorta kemence műszaki leírása
Maximális hőmérséklet, ° С...................... 930
A retorta munkaterületének méretei, mm:
átmérő.................................. 360
hossza.............................. 1324
Folyamatos tokos gázkemencék. A tömegáramú gyártás során, ha nagyszámú alkatrészt kell beszerezni a cementezett réteg azonos mélységével, folyamatos tokos gázkemencéket használnak.

az alkatrészek időszakos raklapra rakásával

Az alkatrészeket tartalmazó raklapok a sínek mentén mozognak mechanikus toló segítségével 1, a kemence betöltő végére rögzítve, mely gépesített asztallal ellátott edzési tartállyal van felszerelve a közvetlen edzéshez az alkatrészek karburálás utáni előzetes hűtésével. A kemence bemeneti oldalán egy betöltő kamra van felszerelve 2, acéllemezből, bélés nélkül. A kamrában két gázégő található. 3, melynek égése során a levegő oxigénje felszívódik és a fugázási munkakamrából kilépő gázok felvillanó ereje csökken 6 a csappantyú kinyitásakor 4 tompa.
Kamera 6 egy 5-ös tokos, öntött karimás részekből összeállítva, amelyek csavarokkal megerősítve és gáztömör varrattal hegesztettek. A tokos részek és a rögzítőcsavarok Х18Н25С2 hőálló acélból készülnek. A tompa méretei a következők: hossza 7-8 m, szélessége 0,82 m, magasság 0,43 m. Egyszerre 24 raklap kerül a tokba; gyakorlatilag csak 22 tantárgy működik. Ez úgy történik, hogy mindig legyen szabad hely a kemence ürítési végén.
Minden raklap 100 és 120 közötti tömegű részekkel van megrakva kg. A berakodandó alkatrészek száma és egymásra rakásuk sorrendje az alkatrészek alakjától és súlyától függ.
Kirakodó kamra 9 (hűtőkamra) két független égővel és egy csappantyúval rendelkezik 11. A fugázó kamrától hermetikus csappantyú választja el 10 hidraulikus zárral. Egy ilyen kamra jelenléte lehetővé teszi az alkatrészek hűtését a karburálási hőmérsékletről (930 °C) a keményedési hőmérsékletre (820-840 °C).
Amint az alany a részletekkel eléri az edzéskamrát, vaskampók segítségével kihúzzák a kamrából. 12,. gépesített asztalra szerelve, majd az asztallal együtt olajos oltótartályba merítik. Az alkatrészekkel ellátott asztal pneumatikus emelővel süllyeszthető. A tokos kemencét általában városi földgázzal fűtik, 28 égővel, amelyek két sorban vannak elhelyezve a tokos két oldalán. A kemence fűtőolajjal is működhet.
A karburáló kamrában a hőmérsékletet három zónában elhelyezett 7 hőelemek szabályozzák. A csendes zónák hőmérsékletét 920-940 °C között tartják. A negyedik zóna a hűtőkamra. A karburáló gázt három lyukon (bemeneten) vezetik be a hangtompítóba 8, tetején található, és egy - a tompa aljáról.
A kipufogógázok a kipufogódobból egy hidraulikus tömítésre kerülnek, így a külső levegő, amely oxidálja a cementezett részeket, nem juthat be a tokba. Ezután a kipufogógázokat kivezetik, és a cső bejáratánál meggyújtják. Karburátor gázfogyasztás 5-6 m 3 / óra,és a fűtéshez szükséges gáz, 60-70 m 3 / óra. A karburáló kemence termelékenysége a cementált réteg mélységében 1,0-1,2 mm 200-250 kg/óra, a folyamat időtartama 7-8 óra.
A tokos kemencék egyik fő hátránya a drága hőálló öntött tokok jelenléte, amelyek élettartama alacsony - legfeljebb 10-12 hónap. A karburálási hőmérséklet 1000 °C-ig történő növelésével a hangtompító ellenállása még alacsonyabb lesz. Jelentős nehézségeket okoz az is, hogy a kemence javítása során a tompa cseréje történt. A régi, kiégett tok eltávolításához és egy újra cseréléséhez szinte teljesen szét kell bontani a kemence falazatát. Ezek a hiányosságok teljesen kiküszöbölhetők a modern hangtompító nélküli egységek használatakor.
Tokos fugázó egységek. Az ilyen egységeket gépjárművek és traktorok fogaskerekeinek, tengelyeinek, kormányférgeinek, fémforgácsoló szerszámgépek alkatrészeinek és mezőgazdasági gépek gázkarburizálására és nitrokarbonizálására használják. A hangtompító nélküli egységek egysorosak és kétsorosak lehetnek.
Az alábbi ábrán egy egysoros hangtompító nélküli egység látható.

Egy ilyen egységben minden folyamat nitrokarburizálás, azaz az acél alkatrészek felületének szénnel való telítése. És nitrogén; keményedés; öblítés és temperálás - teljesen automatizált.

Az egység egy szorosan hegesztett keret, melynek belsejében egy cementező tokos kemence található 5, rakodó kamra 2, keményítő kamra gépesített tartállyal izoterm edzéshez, mosógép 9, temperáló kemence 10 és görgős asztalrendszer 11. A cementáló kemence dinas tűzálló téglával van bélelve. A kemence falazatának karburizációtól való védelme érdekében a kemence munkakamrája nagyolvasztó téglával van bélelve. A karburáló kemencét sugárzó fűtőcsövek fűtik 17, hőálló króm-nikkel acélból készült, függőlegesen elhelyezve a munkakamrában. Ez lehetővé teszi, hogy a legtöbb hőt kapja földgáz égetésekor bennük, és kiégés esetén vegye ki őket cserére. A cső tetején és alján homoktömítés található 16. Égők 18 a cső alsó részében kell elhelyezni, és oly módon, hogy a csőben az égéstermékek magának a csőnek a tolóereje miatt felfelé mozogjanak. A cső elhagyásakor az égéstermékek (gázok) belépnek a dobozba 15. Ebből a dobozból a kemence tetején elhelyezett ventilátor szívja el őket. Egy ilyen ventilátor hozzájárul a kemencében a karburáló atmoszféra felkavarásához.
A kemence falazata, acélkeret tömítése és a csövek homoktömítése állandó nyomást biztosít a kemencében - 20 mm víz. Művészet. A rakodóoldali tömítés a rakodókocsi falainak folyamatos hidraulikus préselésével egy azbeszt tömítésen keresztül a rakodókamra keretéhez, a kirakodási oldalról pedig a csomagtartó kimeneténél található olajzárral az olajedzésbe. tartály. A kemencében a hőmérsékletnek a karburáló kamra 2/z hossza mentén 930 ± 10 °C-nak kell lennie, nitrokarburálásnál - 850-860 °C-nak. A kemence kiürítési végén 800-820 °C-ra csökken. kirakodáskor a kemencét lehűtik, hogy a szénkoncentrációt normálisra állítsák, és a forró olajban történő közvetlen kioltás után a legkevesebb ausztenit kerüljön a karburált rétegbe.
A karburátor endoterm gázból, ammóniából és földgázból álló gázkeverék.
A nitrokarbonizálás hőálló raklapokon történik 13, ráadásul egyszerre 17 raklap van a sütőben. Az egység a következőképpen működik. A rakodófelület az alkatrészek raklapját a rakodóasztalhoz hozza 12. Az asztal felfelé haladva a raklapot az alkatrészekkel a kirakodó kamrába irányítja. Ezt követően az első és a hátsó lengéscsillapítók megemelkednek 4. A kirakodó oldalról egy toló-lapát kerül a kemencébe, és ezzel egyidejűleg az edzési tartályban lévő asztal megemelkedik. Toló 1 mozgatja a raklapot a "nyers" alkatrészekkel, a toló-lapát pedig egy raklap karburált alkatrészekkel visszamozdul és az olajtartály asztalára teszi őket. Ezután a redőnyöket leengedik, és az asztalt az alkatrészekkel egy 170°C hőmérsékletű oltóolajos olajtartályba merítik, ahol izotermikusan kihűtik. Továbbá az edzett részek hideg olajjal a tartályba, majd onnan a mosókamrába kerülnek, és a rakodófelület visszaáll eredeti helyzetébe. Ezt követően a mosógép és a temperáló kemence csappantyúi megemelkednek, az edzett részekkel ellátott raklap a görgős asztalra kerül, és a helyére kerül a raklap a mosott részekkel. Ezután a mosógép és a temperáló kemence redőnyeit leengedik, és új karburálási ciklus kezdődik.
A technológiai folyamat automatikus vezérléséhez az egység két rendszerrel van felszerelve a hidraulikus mechanizmusok egymás utáni működésére és a hőmérséklet szabályozására. A hidraulikus mechanizmusok szekvenciális működési rendszere egy elektromos órából, egy csengővel az időintervallum fenntartására, egy raklap tolójából áll, olyan alkatrészekkel, végálláskapcsolókkal és relékkel, amelyek garantálják a mechanizmusok meghatározott működési sorrendjét. Az érintkezőórától kapott hangjel után a mechanizmusok a termikus beavatkozása nélkül működnek. Az alkatrészeket tartalmazó raklapok 12-15 percenként kerülnek berakodásra.
Az autók fogaskerekeinek karburizálására szolgáló hangtompító nélküli aggregátumok termelékenysége 350 kg/óra.
Rajt
Ez a vállalkozás elkezdődött, ahogy általában sok ilyen vállalkozás kezdődik - véletlenül bementem egy barátom műhelyébe, és ő mutatott egy új „játékot” - egy félig szétszerelt MP-2UM tokos kemencét ( 1. ábra). A sütő régi, nincs “natív” vezérlőegység, nincs hőelem, de a fűtőszál ép, a kamra jó állapotú. Természetesen a tulajdonosnak van egy kérdése - csatlakoztatható-e hozzá valamilyen házilag készített vezérlő? Legyen egyszerű, akár kis pontossággal a hőmérséklet fenntartásában, de hogy a sütő működjön? Hmm, talán lehetséges... De előbb jó lenne megnézni a dokumentációt, majd tisztázni a feladatkört, és felmérni a megvalósítás lehetőségeit.
Tehát az első dolog az, hogy a dokumentáció a hálózaton van, és könnyen megtalálható az "MP-2UM" kérésére (a cikk mellékletében is található). A fő jellemzők listájából az következik, hogy a kemence tápellátása egyfázisú 220 V, az energiafogyasztás körülbelül 2,6 kW, a felső hőmérsékleti küszöb 1000 ° C.
Másodszor össze kell szerelni egy elektronikus egységet, amely 12-13 A áramfelvétel mellett vezérelheti a fűtőelem tápellátását, és a kamra beállított és tényleges hőmérsékletét is megjelenítheti. A vezérlőegység tervezésekor nem szabad elfelejteni, hogy a műhelyben nincs normál földelés, és nem tudni, hogy mikor lesz.
Figyelembe véve a fenti feltételeket és a rendelkezésre álló elektronikus bázist, úgy döntöttek, hogy összeállítanak egy áramkört, amely méri a hőelem potenciálját, és összehasonlítja a beállított "beállított" értékkel. Az összehasonlítást egy komparátor végzi, amelynek kimeneti jele vezérli a relét, amely viszont kinyit és bezár egy erős triacot, amelyen keresztül a 220 V-os hálózati feszültség a fűtőelemhez kerül. A triac fázis-impulzusvezérlésének elutasítása a terhelés nagy áramával és a földelés hiányával jár. Úgy döntöttünk, hogy ha „diszkrét” vezérléssel kiderül, hogy a kamra hőmérséklete nagy határok között ingadozik, akkor az áramkört „fázissá” alakítjuk át. A hőmérséklet jelzésére mutató műszer használható. Az áramkör tápegysége egy közönséges transzformátor, a kapcsolóüzemű tápegység megtagadása szintén a földelés hiánya miatt van.
A legnehezebb a hőelem megtalálása volt. Városunkban a boltok nem árulnak ilyesmit, de szokás szerint rádióamatőrök segítettek azon a vágyon, hogy mindenféle elektronikai szemetet örökre garázsokban tároljanak. Körülbelül egy héttel azután, hogy a legközelebbi ismerősöket értesítették a „termoelem-szükségletről”, a város egyik legrégebbi rádióamatőrje telefonált, és közölte, hogy van, amelyik a szovjet idők óta hazudik. De ellenőrizni kell - kiderülhet, hogy alacsony hőmérsékletű chromel-copel. Igen, természetesen ellenőrizzük, köszi, nos, bármelyik alkalmas kísérletezésre.
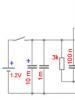
Egy kis "menés a netre", hogy megnézzük, mit csináltak már mások ebben a témában, megmutatta, hogy alapvetően ennek az elvnek megfelelően a barkácsolók tervezik őket - "hőelem - erősítő - komparátor - teljesítményszabályozás" ( 2. ábra). Ezért nem leszünk eredetiek – megpróbáljuk megismételni a már beváltakat.

Kísérletek
Először döntsünk a hőelemről - ez egy és egy csomópont, így nem lesz szobahőmérséklet változás a kompenzációs áramkörben. Voltmérő csatlakoztatásával a hőelem kivezetéseire és a csatlakozási ponton különböző hőmérsékletű levegővel fújva egy hőlégpisztolyból ( 3. ábra), készítünk egy táblázatot a potenciálokról ( 4. ábra), amelyből látható, hogy a feszültség 100 fokonként körülbelül 5 mV-os gradációval növekszik. Figyelembe véve a vezetékek megjelenését, és a kapott értékeket összehasonlítva a különböző csomópontok jellemzőivel a hálózatból vett táblázatok szerint ( 5. ábra), nagy valószínűséggel feltételezhető, hogy az alkalmazott hőelem chromel-alumel (TXA), és hosszú ideig használható 900-1000 °C hőmérsékleten.



A hőelem jellemzőinek megismerése után kísérletezzünk áramkörrel ( 6. ábra). Az áramkört teljesítményszakasz nélkül tesztelték, az első verziókban az LM358 műveleti erősítőt, a végső változatba pedig az LMV722-t telepítették. Szintén kétcsatornás, és egypólusú (5 V) tápegységgel is működik, de a leírásból ítélve jobb a hőmérséklet-stabilitása. Bár nagyon könnyen lehet, hogy ez túlzott viszontbiztosítás volt, hiszen az alkalmazott áramkörrel már elég nagy a hiba a beállított hőmérséklet beállításában és fenntartásában.

eredmények
A végső vezérlőáramkör a képen látható 7. ábra. Itt a T1 hőelem kapcsairól érkező potenciál az OP1.1 műveleti erősítő direkt és inverz bemenetére kerül, amelynek erősítése körülbelül 34 dB (50-szer). A felerősített jel ezután áthalad az R5C2R6C3 aluláteresztő szűrőn, ahol az 50 Hz-es zaj -26 dB-re csillapodik a hőelemről érkező szintről (ezt az áramkört korábban szimulálta a program, a számított eredményt a 8. ábra). Ezután a szűrt feszültséget az OP1.2 műveleti erősítő inverz bemenetére tápláljuk, amely komparátorként működik. A komparátor küszöbszintje egy változtatható R12 ellenállással választható ki (körülbelül 0,1 V és 2,5 V között). A maximális érték a VR2 állítható zener-dióda kapcsolóáramkörétől függ, amelyre a példaértékű feszültségforrást felszerelik.
Annak érdekében, hogy a komparátor ne „ugráljon” a közeli bemeneti feszültségeknél, pozitív visszacsatoló áramkört vezetnek be - egy nagy ellenállású R14 ellenállást kell felszerelni. Ez lehetővé teszi, hogy a komparátor minden egyes indításakor néhány millivolttal eltolja a referenciafeszültség szintjét, ami trigger módhoz vezet, és kiküszöböli a „pattanást”. A komparátor kimeneti feszültsége az R17 áramkorlátozó ellenálláson keresztül a VT1 tranzisztor alapjába kerül, amely a K1 relé működését vezérli, amelynek érintkezői nyitják vagy zárják a VS1 triacot, amelyen keresztül 220 V feszültség a tokos kemence fűtőjébe kerül.


Az elektronikus rész tápellátása a Tr1 transzformátoron történik. A hálózati feszültség a primer tekercsre egy alacsony frekvenciájú C8L1L2C9 szűrőn keresztül jut. A szekunder tekercsből származó váltakozó feszültséget egy híd a VD2 ... VD5 diódákon egyenirányítja, és a C7 kondenzátoron körülbelül +15 V szinten simítja, belép a VR1 stabilizátor mikroáramkör bemenetére, amelynek kimenetéről stabilizált +5 V-ot kapunk az OP1 táplálására. A K1 relé működéséhez +15 V stabilizálatlan feszültséget vesznek fel, a felesleges feszültséget az R19 ellenálláson „kioltják”.
A feszültség megjelenését a tápegységben a zöld HL1 LED jelzi. A K1 relé működési módja, és így a kemence felfűtésének folyamata a HL2 LED-et pirosan világít.
A P1 mutatóeszköz az S1 nyomógombos kapcsoló bal oldali állásában a kemencekamra hőmérsékletét, az S1 jobb pozícióban pedig a kívánt hőmérsékletet jelzi.
Részletek és design
Az áramkörben lévő részleteket normál kimenetként használják, és felületre szerelhetőek. Szinte mindegyik 100x145 mm méretű egyoldalas fóliatextolitból készült nyomtatott áramköri lapra van felszerelve. Erőátviteli transzformátorral, túlfeszültség-védő elemekkel és triac-os radiátorral is rendelkezik. Tovább 9. ábra a tábla nyomtatási oldali nézete látható (a program formátumú fájl a cikk mellékletében található, a rajzot LUT-val kell „tükrözni”). A tábla tokba való beszerelésének lehetősége a képen látható rizs. 10. Itt látható még az elülső falra rögzített P1 pointer eszköz, a HL1 és HL2 LED, az S1 gomb, az R12 ellenállás és az S2 packet switch.


A túlfeszültségvédő ferritgyűrűs magjait egy régi számítógép tápegységéből veszik, majd becsomagolják, amíg meg nem töltik szigetelt vezetékkel. Használhat más típusú fojtókat, de akkor el kell végeznie a szükséges szerkesztéseket a nyomtatott áramköri lapon.
Már a vezérlőegység kemencére történő felszerelése előtt egy törésellenállást forrasztottak az egyik vezető résébe, amely a szűrőből a transzformátorba megy. Célja nem annyira a tápegység védelme, hanem a transzformátor primer tekercsének C9 kondenzátorral történő tolatásából származó rezonanciakör minőségi tényezőjének csökkentése.
Az F1 biztosíték a kártya 220 V-os bemenetére van forrasztva (függőlegesen szerelve).
Bármilyen transzformátor megfelelő, 3 ... 5 W-nál nagyobb teljesítménnyel, és a szekunder tekercs feszültsége 10 ... 17 V tartományban van. Lehetséges kevesebbel is, akkor a relét kell állítsa alacsonyabb üzemi feszültségre (például öt voltra).
Az OP1 műveleti erősítő LM358-ra, a VT1 tranzisztor egy hasonló paraméterre cserélhető, 50-nél nagyobb statikus áramátviteli tényezővel és 50 ... 100 mA-nél nagyobb kollektor üzemi árammal (KT3102, KT3117). A nyomtatott áramköri lapon az smd verzióban (BC817, BC846, BC847) tranzisztor beépítésére is van hely.
Az 50 kOhm ellenállású R3 és R4 ellenállás 4 db 100 kOhm névleges értékű ellenállás, kettő párhuzamosan.
Az R15 és R16 a HL1, HL2 LED-ek kapcsaira van forrasztva.
K1 relé - OSA-SS-212DM5. Az R19 ellenállás több sorba kapcsolt elemből áll, hogy ne melegedjen túl.
Változó ellenállás R12 - RK-1111N.
Nyomógombos kapcsoló S1 - KM1-I. Csomagkapcsoló S2 - PV 3-16 (1. verzió) vagy hasonló a PV vagy PP sorozatból a kívánt pólusszámhoz.
Triac VS1 - TS132-40-10 vagy egy másik a TS122 ... 142 sorozatból, alkalmas áramra és feszültségre. Az R20, R21, R22 és C10 elemeket felületi rögzítéssel forrasztják a triac kimenetekre. A radiátor egy régi számítógép tápegységéből származik.
Mutató elektromos mérőeszközként a P1 bármilyen megfelelő mérethez és 1 mA érzékenységig alkalmas.
A hőelemtől a vezérlőegységig vezető vezetékek a lehető legrövidebbek, és szimmetrikus négyvezetékes vonalak (a leírás szerint).
A bemeneti tápkábel magkeresztmetszete körülbelül 1,5 m2.
Beállítás és beállítás
Jobb a rendszer hibakeresése szakaszosan. Azok. forrassza az egyenirányító elemeket feszültségstabilizátorokkal - ellenőrizze a feszültséget. Forrassza be az elektronikus részt, csatlakoztassa a hőelemet - ellenőrizze a relé küszöbértékeit (ebben a szakaszban szüksége lesz valamilyen fűtőelemre, amely egy külső kiegészítő tápegységhez van csatlakoztatva ( 11. ábra), vagy legalább egy gyertyát vagy öngyújtót). Ezután forrassza ki a teljes tápegységet, és a terhelés csatlakoztatásával (például egy villanykörte 12. ábraÉs 13. ábra)) győződjön meg arról, hogy a vezérlőegység fenntartja a beállított hőmérsékletet a lámpa be- és kikapcsolásával.



A beállításra csak az erősítő részben lehet szükség - itt a lényeg az, hogy az OP1.1 kimenetén a feszültség a hőelem maximális melegítésénél ne haladja meg a 2,5 V-ot. Ezért, ha a kimeneti feszültség magas, akkor a kaszkád erősítésének változtatásával (az R3 és R4 ellenállások ellenállásának csökkentésével) csökkenteni kell. Ha alacsony EMF kimeneti értékű hőelemet használnak, és az OP1.1 kimenetén a feszültség kicsinek bizonyul, akkor ebben az esetben növelni kell a kaszkád erősítését.
Az R7 hangoló ellenállás értéke a használt P1 eszköz érzékenységétől függ.
Lehetőség van a vezérlőegység feszültségjelzés nélküli változatának összeszerelésére, és ennek megfelelően a kívánt hőmérsékleti küszöb előbeállítási módja nélkül - pl. távolítsa el az S1-et, P1-et és R7-et az áramkörből, majd a hőmérséklet kiválasztásához kockáztasson az R12 ellenállás fogantyúján, és rajzoljon egy skálát hőmérsékleti jelekkel a blokk testére.
A skála kalibrálása nem nehéz - az alsó határokon ezt egy forrasztópáka forrólevegős pisztolyával lehet megtenni (de a hőelemet a lehető legjobban fel kell melegíteni, hogy a hosszú és viszonylag hideg vezetékek ne hűljenek le lefelé a termocsatlakozás helyén). Magasabb hőmérsékletet pedig a kemencekamrában lévő különféle fémek megolvadása határozhat meg ( 14. ábra) viszonylag hosszú folyamat, mivel kis lépésekben kell módosítani a beállításokat, és elegendő időt kell hagyni a sütőnek, hogy felmelegedjen.

A képen látható rizs. 15, a műhelybe való első felvételkor készült. A hőmérséklet-kalibrálás még nem történt meg, így a készülék skálája tiszta - a jövőben sok sokszínű jelölés lesz jelölővel közvetlenül az üvegen.

Egy idő után telefonált a sütő tulajdonosa, és panaszkodott, hogy a piros LED nem világít. Az ellenőrzés során kiderült, hogy nem működik. Valószínűleg ez annak köszönhető, hogy a legutóbbi bekapcsoláskor ellenőrizték a kemence képességeit, és a kamra a tulajdonos szerint fehérre melegedett. Kicserélték a LED-et, a vezérlőegységet nem vitték át - egyrészt talán nem a vezérlőegység túlmelegedése volt, másrészt nem lesz több ilyen extrém mód, mivel nincs szükség ilyen hőmérsékletekre.
Andrey Goltsov, r9o-11, Iskitim, 2017 nyara
A rádióelemek listája
| Kijelölés | típus | Megnevezés | Mennyiség | jegyzet | Üzlet | A jegyzettömböm |
|---|---|---|---|---|---|---|
| OP1 | Műveleti erősítő | LMV722 | 1 | helyettesíthető az LM358-cal | Jegyzettömbhöz | |
| VR1 | Lineáris szabályozó | LM78L05 | 1 | Jegyzettömbhöz | ||
| VR2 | Referencia IC | TL431 | 1 | Jegyzettömbhöz | ||
| VT1 | bipoláris tranzisztor | KT315V | 1 | Jegyzettömbhöz | ||
| HL1 | Fénykibocsátó dióda | AL307VM | 1 | Jegyzettömbhöz | ||
| HL2 | Fénykibocsátó dióda | AL307 AM | 1 | Jegyzettömbhöz | ||
| VD1...VD5 | egyenirányító dióda | 1N4003 | 5 | Jegyzettömbhöz | ||
| VS1 | Tirisztor és Triac | TS132-40-12 | 1 | Jegyzettömbhöz | ||
| R1, R2, R5, R6, R9, R17 | Ellenállás | 1 kOhm | 6 | smd 0805 | Jegyzettömbhöz | |
| R3, R4 | Ellenállás | 100 kOhm | 4 | lásd a szöveget | Jegyzettömbhöz | |
| R8, R10, R11 | Ellenállás | 15 kOhm | 3 | smd 0805 | Jegyzettömbhöz | |
| R13 | Ellenállás | 51 ohm | 1 | smd 0805 | Jegyzettömbhöz | |
| R14 | Ellenállás | 1,5 MΩ | 1 | smd vagy MLT-0.125 | Jegyzettömbhöz | |
| R15, R16 | Ellenállás | 1,2 kOhm | 2 | MLT-0,125 | Jegyzettömbhöz | |
| R18 | Ellenállás | 510 ohm | 1 | smd 0805 | Jegyzettömbhöz | |
| R19 | Ellenállás | 160 ohm | 1 | smd 0805, lásd a szöveget | Jegyzettömbhöz | |
| R20 | Ellenállás | 300 ohm | 1 | MLT-2 | Jegyzettömbhöz | |
| R21 | Ellenállás |
A laboratóriumi tokos kemence különleges magas hőmérsékletű fűtőberendezések laboratóriumi használatra tervezték. Ez az eszköz egy különleges kialakítású kemence.
Teljességet biztosít interakció hiánya felforrósodott tárgyak különféle alkatrészekkel, amelyek az üzemanyag égése következtében a levegőbe kerülnek ( korom, gáznemű anyagok, valamint korom).
Ilyen fűtési feltételek megteremtésére használják tompa- egy tűzálló kamra, amely egyfajta gátat képez a felmelegített termék és a felhasznált tüzelőanyag között.
Mi az a laboratóriumi tokos kemence?
A legtöbb ilyen hangtompítóból készül tűzálló tégla, hőálló acél vagy nagy szilárdságú kerámia szál. Ennek az eszköznek köszönhető, hogy a gyártók képesek megakadályozni a különféle drága fémek, valamint a vegytiszta minták idegen anyagokkal való szennyeződését.

Tekintettel arra, hogy a berendezés különleges műszaki jellemzőkkel rendelkezik, ez Számos területen használható ipar:
- V kémiai laboratóriumok;
- gyártó cégeknél ékszerek;
- V geofizikai laboratóriumok;
- gyártó cégeknél viasztárgyak;
- V étel ipar;
- teljesítő cégekben különböző nemesfémek kupelálása;
- V fogászati központok;
- hogy különféle elemző munka(hevítés és szárítás, kristályok elégetése vagy termesztése);
- Mert különféle formájú tüzeléseköntéshez;
- gyártásához porcelán vagy kerámia termékek;
- Mert úszónadrág, és különböző fémek keményítéseés ötvözeteik;
- számára hamvasztás.
A modern berendezéseknek feltétlenül a következő jellemzőkkel kell rendelkezniük:

- Elegendő Belső tér hogy a feldolgozott tárgyak szabadon elférjenek a készülék belsejében.
- Nagy hőmérsékleti tartomány lehetővé teszi különböző típusú munkák elvégzését.
- termosztát.
- Rendszer motorháztetők.
- Lehetőség számítógéphez való csatlakozás(a követelmény egyes műszermodellekre vonatkozik).
Tervezési jellemzők
A berendezés speciális szerkezeti sémával rendelkezik, amely alkalmas arra, hogy különleges feltételeket teremtsen a különféle termékek feldolgozásához. Fő különbség más típusú kemencékből való jelenlétében rejlik tűzálló kamra vagy az úgynevezett tompa. Ez gátat hoz létre, amely megakadályozza, hogy az anyagok felülete kölcsönhatásba lépjen a felhasznált üzemanyagból felszabaduló gáznemű anyagokkal.
Muffel készítéséhez- a készülék fő része - és egyéb elemek, a gyártók általában hőálló acélt, tűzálló téglát, valamint kerámiaszálat használnak, amely nagy szilárdságú.

1. fotó Laboratóriumi tokos kemence készülékének sematikus ábrázolása. Csak a fő részek láthatók.
Hogyan válasszuk ki a megfelelő készüléket?
A berendezés leghatékonyabb működéséhez a következőkre kell figyelni: jellemzők:
- lehetőségek;
- maximális lehetséges terhelések;
- erő;
- az égetési hőmérséklet korlátozása;
- üzemi feszültség;
- tápfeszültség;
- a fűtés egyenletessége;
- berendezések működésének biztonsága;
- ár.
Először is döntenie kell hangerő munkakamra, valamint hőmérsékleti tartomány. Ezen kívül oda kell figyelni fűtési nehézség.
A laboratóriumi sütők típusai

Ugyanilyen fontos mutatók a felszerelés kiválasztásakor a sebesség és fűtési egyenletesség tompakamra.
Egyedi igényektől függően választhat vízszintes vagy függőleges sütő: az első meglehetősen nagy kapacitású, a második pedig rövid időn belül felmelegszik.
A laboratóriumi tokos kemencék fel vannak szerelve nyisd ki vagy zárt fűtőelemek. Az első típusú készülékek tökéletesek olyan körülmények között történő használatra, ahol fel kell melegíteni a kamerát rövid időn belül magas hőmérsékletre. Az ilyen berendezések azonban jobban ki vannak téve a tárgyak feldolgozása során felszabaduló különféle agresszív anyagok negatív hatásainak.
A zárt fűtőelemet használó kemencék eltérőek hosszabb üzemidő, egyenletes fűtés főzőkamrában, de sokkal tovább tart a maximális felmelegedés. Az ilyen típusú készülékek jelentős hátránya, hogy ha a fűtőelem elromlik, a teljes kamrát ki kell cserélni.
A legegyszerűbb kialakításnak olyan felszerelése van, amely rendelkezik egyfokozatú termosztát. Az ő fő sajátosság- kezdettől fogva a kamrát egy bizonyos hőmérsékletre melegítik, majd a munkafolyamat során folyamatosan fenntartják. Ezeket a kemencéket leggyakrabban olyan egyszerű feladatokra használják, mint a szárítás vagy tüzelés.

Bonyolultabb analitikai munkákhoz tokos kemencéket terveznek, amelyek működése miatt speciális programvezérlés.
Lehetővé teszik a fűtési folyamat több különböző szintre történő beállítását. A vezérlés digitális kijelzővel ellátott mikroprocesszor és hangjelző berendezés segítségével történik.
Szükség esetén a program automatikusan futtatható.
A megfelelő sütő kiválasztásához ellenőrizni kell berendezések hiányára mechanikai sérülés(forgácsok, horzsolások, karcolások stb.) minden alkatrészen.
Hasznos videó
Nézze meg a videót, amely bemutatja, hogyan néz ki egy nagy térfogatú tokos kemence fémfeldolgozáshoz.
Valószínűleg mindenki hallott már a tokos kemencékről, de ritkán valaki vállalja, hogy elmagyarázza ennek az eszköznek nemcsak a szerkezetét, hanem a célját is. Eközben a tokos kemence egy rendkívül speciális kialakítású, amelyet fémek olvasztására, agyag vagy kerámia termékek égetésére, szerszámok sterilizálására vagy egyes kristályok termesztésére terveztek. Az ipari kemencék mellett néha találnak otthoni tokos kemencét is, mert a házi kézművesek termékei széles körben ismertek.
Az otthoni használatra szánt kompakt gyári sütők meglehetősen drágák, ezért egyre többen beszélnek a készülék saját építéséről. A kemence gyártásának minden szakaszának teljes megértéséhez először meg kell ismerkednie a jellemzőivel, szerkezetével, osztályozásával kapcsolatos általános elméleti kérdésekkel.
Kész gyári verzió
Osztályozás
Az alcsoportokra való felosztás első jele a megjelenés. Tájolás szerint a kemencék függőleges és vízszintesre vannak osztva. Az anyag feldolgozása normál légtérben, levegőtlen térben, inert gázzal töltött kapszulában végezhető. A második és a harmadik "csináld magad" feldolgozási módszer nem lehetséges, amelyeket a munka megkezdése előtt figyelembe kell venni.
A tűzifa nem működhet hőforrásként, mivel a tokos hőmérséklete elérheti az 1000 ° C-ot, és a fa nem rendelkezik ilyen fajlagos égéshővel. Ezért csak két lehetőséget használnak a fűtőelem gyártására:
- Az első lehetőség egy gáztokos kemence, amely csak a gyártásban található. Köztudott, hogy a gázberendezésekkel történő bármilyen manipulációt több hatóság azonnal elnyomja, és szó sem lehet arról, hogy kézműves módon készítsenek el eszközöket.
- Az elektromos tokos kemence lehetővé teszi a kreativitás alkalmazását, minden szükséges biztonsági feltétel mellett.

Nagy sütő gyártás alatt
Felkészülés a munkára
Minden munkát egy bizonyos előkészítő szakaszban kell kezdeni. Az intézkedési terv jóváhagyása esetén is szükséges szerszámok és anyagok előkészítése, ellenkező esetben a munkában hosszú megszakítások léphetnek fel, amelyek negatívan befolyásolják a mester teljesítményét és az épített szerkezet minőségét.
A tényleges építkezés megkezdése előtt azonnal elő kell készítenie egy darálót a fémlemez vágásához és a tűzoltó téglák feldolgozásához. A daráló köreinek megfelelőnek kell lenniük. A lista kiegészül a mindennapi használatra szánt fogyóeszközökkel és egyéb fémmegmunkáló eszközökkel történő elektromos hegesztéssel.
Az anyag nikróm vagy fekrális drótot, bazaltgyapotot, tűzoltó téglákat és legalább 2 mm vastagságú vaslemezt tartalmaz. A szerkezet készítési módjától függően előfordulhat, hogy egyes eszközök vagy anyagok nem hasznosak, és a folyamat során továbbiakat kell beszerezni.

Kézzel készített sütő
Néhány kész elem a kemence gyártásához
A munka megtervezésekor nemcsak türelmet és szerszámhasználati képességet kell mutatnia, hanem találékonyságot is. Hiszen annyi felesleges dolog vesz körül bennünket, amelyek egyes szerkezetek kész kulcselemeivé válhatnak. Jelenleg néhány kézműves kész tapasztalatait és megfigyeléseit fogjuk felhasználni, amelyek lehetővé teszik a kemence saját gyártásának folyamatát.
A jövő kemence testeként fém sütőt használhat. Biztosan tudja, hol lehet beszerezni egy régi gáztűzhelyet vagy elektromos sütőt. Ha a fémfelületet nem sérti a korrózió, akkor a lelet tokként szolgálhat, mivel szerkezetileg ellenáll a magas hőmérsékletnek. Már csak az extra alkatrészek szétszerelése és a műanyag elemek eltávolítása marad.

régi sütő
A fűtőelemet önállóan kell elkészíteni, mivel sok elektromos készülékben szigetelőanyaggal van feltöltve, és nem valószínű, hogy károsodás nélkül leszerelhető. De a független gyártásban van egy jelentős plusz - az a képesség, hogy a kívánt geometria elemét a megadott paraméterekkel végrehajtsák.
A Fechral használata a legelőnyösebb, mivel ellenáll a magasabb hőmérsékleteknek, és a levegővel való érintkezés nem okoz sok kárt, ami nem mondható el a nikrómról.
A huzal átmérőjének 2 mm-nek kell lennie. A tekercs átmérője és a huzal hossza könnyen kiszámítható a fűtőelem méretei alapján egy elemi fizikai képlet segítségével. Azonnal meg kell jegyezni, hogy a kapott kemence sok energiát fogyaszt. Értéke eléri a 4 kW-ot, ami azt jelenti, hogy az árnyékolásból külön vezetéket kell kihúzni 25 A-es megszakítóval.

kész vezeték
Hőszigetelésként olyan anyagokat kell használni, amelyek nemcsak alacsony hővezető képességgel rendelkeznek, hanem ellenállnak a magas hőmérsékletnek is. Annak érdekében, hogy ne kényszerítsük az olvasót a fizikai asztalok felkavarására, azonnal megjegyezzük, hogy a bazaltgyapot, a hőálló ragasztó, amelyet a boltban vásárolnak, és a tűzoltó tégla vagy a tűzálló agyag megfelelő anyag. Ha nem biztosítja a megfelelő fokú szigetelést, akkor a hő nagy része céltalanul megy el, ami felesleges energiaköltségekhez vezet.
Saját gyártású
Ha nem talál régi sütőt, akkor fémlemezt és elektromos hegesztést kell használnia. A kívánt méreteknek megfelelően egy daráló segítségével fémlemezből vágjuk ki leendő termékünk falait. A folyamat egyszerűsítése érdekében a sütő hengeres. Ezután a fémcsíkot hengerbe hajtják, és egy varrással hegesztik.
Az egyik vége a fém kör fog szolgálni, a másik oldalon pedig egy ajtó kerül beépítésre egy kicsit később. A kialakítást meg kell erősíteni, és ehhez több sarkot kell hegeszteni a henger és a kör falainak találkozásánál.

Egy fémlapot hengerré hajlítunk
Belülről a kapott henger falait bazaltgyapot borítja. Ezt az anyagot nem véletlenül választották ki. A nyílt tűzzel való érintkezés határhőmérséklete 1114 ° C, az anyag rossz hővezető képességgel rendelkezik, ami ilyen körülmények között egyszerűen szükséges, és még kritikus hőmérsékleten is biztonságos az emberi egészségre.
A tűzoltó téglák éleit darálóval dolgozzák meg úgy, hogy keresztmetszetben trapéz alakúak legyenek. Ezekből az elemekből egyfajta tűzálló gyűrűt készíthet.

Tűzgyűrű létrehozása
Mivel az arcok különböző szögekben fordulnak elő, és szét kell szerelni a szerkezetet, javasoljuk, hogy minden téglára sorszámot helyezzen el. Miután a téglákat sima felületre fektette úgy, hogy a belső élek „felfelé nézzenek”, enyhe szögben végezzen sekély vágásokat, ezekbe a vágásokba spirál kerül. A hornyoknak el kell különíteniük a tekercsfordulatokat egymástól, és biztosítaniuk kell a fűtőelem eloszlását a magban. Most ismét össze kell szerelnie a téglákat egy gyűrűbe, és meg kell húzni őket dróttal vagy bilinccsel.
Az előkészített spirált a horonyba helyezzük, a végeit kihúzzuk, ahová a csatlakozó kapcsokat rögzítjük. A spirálgyűrű a sütő fűtőelemét jelenti.

Spirálfektetés
A bazaltgyapot hengert a homlokfelületével vízszintes síkban kell felszerelni. Az aljára egy tűzoltó tégla kerül, hogy megvédje a kerek falat a magas hőmérséklettől. Egy fűtőelem van behelyezve, és minden üreg ki van töltve hőálló ragasztóval. A készülék megszáradása több napig tart. Ez idő alatt kitalálhat és elkészíthet egy ajtót a sütő számára. Minél szorosabban zárja be a tűzteret, annál tovább tart a házi készítésű spirál. A saját építésű tokos kemence képes nemesfémek olvasztására, agyag égetésére és egyes fémek olvasztására.
A kis agyagtermékek otthoni tüzeléséhez elkészítheti a kemence egyszerűbb változatát. Egy nyitott fűtőelemmel ellátott elektromos főzőlapból és egy megfelelő méretű kerámia edényből áll. Az alkatrészt nem lehet közvetlenül a spirálra fektetni, ezért tűzkőtéglákat helyeznek alá, és a tetejére egy edényt borítanak.

Anyagok kemence létrehozásához
A házi tervezés hátrányai
Mindegyik készülék nem mentes bizonyos hátrányoktól, és egy házilag készített készülék is megsokszorozza ezeket. A cél feltételei között lehetőség van egyes követelmények feláldozására mások teljesítése érdekében. A negatív következmények listáját azonban mindenkinek ismernie kell.
- A saját készítésű konstrukció mentes minden garanciától, beleértve a biztonsági garanciákat is.
- A fém elpárolgása a fűtőtekercsből arra a tényre vezethet, hogy a feldolgozott nemesfém összetételében szennyeződések formájában jelen lesz.
- A házilag készített hőszigetelés nem biztosítja a teljes hőkoncentrációt a kemencében, ezért a házi készítésű kályha teste nagyon forró, és gondos kezelést igényel. Ez egyébként néhány gyári modell hátránya.
- A megfelelő hőmérséklet-szabályozási és -szabályozási rendszer hiánya azt eredményezheti, hogy a kemence nem tud egy adott hőkezelési feladatot elvégezni.
A kész gyári kemencéket meglehetősen szűk feladatok elvégzésére tervezték, de ez inkább a professzionalizmus mutatója, mint a hátránya. Egy adott eszköz fő paraméterei és hatóköre az útlevélben szerepel.
A kompakt és helyhez kötött tokos kemencék gyártásában a vezetők olyan cégek, mint a TSMP Ltd (Anglia), a SNOL-TERM (Oroszország), a CZYLOK (Lengyelország), a Daihan (Dél-Korea). A bemutatott lista tükrözi a vállalatok felső listáját az orosz piac magas hőmérsékletű berendezések beszállítóinak értékelésében.
Jelenleg a kritikus csövek meglehetősen változatos választékát melegítik és hűtik a hőkezelés során különböző kialakítású folyamatos tokos kemencékben, védőgázzal ellátva, hogy fényes felületet kapjanak. A hangtompítókat kívülről égéstermékek vagy elektromos fűtőtestek fűtik. A kemencék terjedelmesek, a magas hőmérsékletű kemencék elektromos fűtői gyakran kiégnek, a hangtompítók élettartama rövid az egyenetlen fűtés és vetemedés miatt. Legfőbb hátrányuk azonban a gépesítés hiánya: a folyamatos áramlás megszervezése érdekében (egy cső minden tokon keresztül), a kemence bemeneti oldalán a csöveket kézzel, perselyekkel csatlakoztatják egymáshoz, és manuálisan kapcsolják le kimeneti oldal. Ez csökkenti a munka termelékenységét és észrevehető selejtekhez vezet, különösen a kis átmérőjű (6-12 mm) csöveknél. A szállítószalagos tokos kemencék terjedelmesek, gazdaságtalanok és gyakran meghibásodnak a szakadt áramkörök miatt.
A kis átmérőjű (különösen a vékonyfalú) csövek fluidágyas közvetlen fűtése során történő folyamatos szállításának megszervezése is jelentős nehézségeket okoz, ha nem beszélünk olyan technológiai folyamatokról, amelyekben a cső, mint egy huzal, a csőben mozog. folytonos végtelen szál formája.
A Pervouralsk Novotrubny üzem alkalmazottai a hidegen alakított perlit osztályú csövek hőkezelését (fűtését és hűtését) javasolták annak érdekében, hogy enyhítsék a feszültségeket, amelyek a fluidizált ágyon kívülről fűtött tokokban keletkező deformáció során keletkeznek. Az első ilyen egységet ismertetjük.
Az előzetes kísérletek azt mutatták, hogy a fluidágyas fűtött tokosok fűtési sebessége körülbelül fele e csövek 320 mm-es korundrészecskékből álló fluidágyban történő közvetlen melegítésének sebességének, de lényegesen nagyobb, mint a láncos szállítószalaggal ellátott lánggáz tokos kemencében. A hangtompító azonos hőmérséklete mellett (920 °C) a 25 X 2 (acél 20) cső tokjaiban a melegítési idő 820 °C-ra 2,5, illetve 6 perc volt, és a cső munkaterének hőmérséklete. láng kemence 70-80 °C-kal magasabb volt, mint a forrásban lévő réteg hőmérséklete. Az ilyen körülmények között a fűtési sebességek különbségét a láncok fémének nagy tömege magyarázza, amelyeket a szállító kemence csövével együtt melegítenek, és a hőmérséklet egyenetlenségei a tok hosszában. Ez magyarázza azt is, hogy a szállítószalag kemencében a cső hűtési sebessége körülbelül a fele. Érdekes módon egy kis átmérőjű (25 mm-es) tokban a fűtött csövek felülete könnyűnek bizonyult anélkül, hogy a kenőanyag égése miatt védőgázt juttattak volna hozzájuk, mivel a nem zsírtalanított csöveket közvetlenül azután melegítették fel. a HPTR malom.
Ezen adatok alapján az üzem tervező részlege és a hőtechnikai laboratórium az UPI-vel közösen egy teljesen gépesített ötszálas hangtompító egységet tervezett. Tartalmaz egy rakodóasztalt polcokkal; olyan berendezés, amely csöveket helyez a kemencébe, és egy ötszálas csőkészülékből áll, egyedi elektromos meghajtással és egy pneumatikus nyomóberendezéssel; fluidágyas fűtőkamra, melyben öt darab ~2,8 m hosszúságú (a fűtött rész hossza 1,3 m) 114 mm átmérőjű, 10 mm falvastagságú Kh23N18 acélból készült tok található. 175 mm-es lépés; egy cső alakú vízhűtő (cső a csőben), 1,7 m hosszú, ami tulajdonképpen a hangtompítók folytatása; csöveket fogadó eszköz (egyedi elektromos meghajtású mágneses görgő, amelynek forgási sebessége megegyezik a meghajtó eszköz sebességével); görgős szállítóasztal sima görgőkkel és lánckidobóval.
A fluidágyas kemence téglalap alakú fűtőkamrás, folyékony üvegen, tűzálló agyaggal bélelt, gázzáró fém béléssel. A tűzhely szerepét a kemencében két, 960 x 570 mm területű kivehető gázelosztó rács látja el, amelyek mindegyike 40 db (valójában 39 db) X23H18 acélból készült, 50 mm fejátmérőjű sapkával rendelkezik. 110 mm-es lépéssel a négyzet sarkainál. Mindegyik kupak hat 2,8 mm átmérőjű lyukkal rendelkezik, amelyeken keresztül gáz-levegő keveréket szállítanak a keverőkamrákból. A kemence szárításához és fűtéséhez kétvezetékes GNP-2 égő biztosított. A fluidizált anyag 32. számú (320 mikron) GOST 3647-71 és OH-11-60 korund, 300 mm ömlesztett rétegmagassággal (a sapkák lyukaitól számítva).
Az egységet az üzem gyártotta és szerelte össze, és 1970 decemberében helyezték üzembe. A kemence becsült költsége 9 ezer rubel, ebből 2,5 ezer rubel a falazatra. és EB-32 korund betöltötte a kemencébe 1,5 ezer rubelt. A korund tényleges költsége lényegesen alacsonyabb, mivel ára 293 rubel/tonna, terhelése pedig nem haladja meg az 1 tonnát A fúvó ára -2 ezer rubel. A gépesítés becsült költsége 11 ezer rubel, a műszerek és az automatizálás -4 ezer rubel.
A fluidágyas egységben a csövek gyorsított fűtése lehetővé tette a hosszának csökkentését a lángtokos kemencékhez képest, ami kiküszöbölte a csövek összekötését. Mivel a kemence hossza a hűtővel kisebb, mint a hőkezelt csövek hossza, a csőnek mindig van egy szabad vége a sütőn kívül, amely vagy a sütő előtti csőtoló berendezésben, vagy a sütőben található. mágneses görgő húzza a hűtő után. A mágneses görgőn való áthaladás után a csövek egy automatikusan vagy távolról vezérelt lánckidobóra esnek, és ledobódnak a kibocsátó asztalról.
Az egység egyetlen kézi művelete az, hogy a csöveket egymásra rakják a csőkészülékbe, és egyidejűleg 1-30 cső mozog az egyes tokokon 1,0-0,2 m/perc sebességgel, a csövek átmérőjétől és falvastagságától függően. .
A kemencében a hőmérsékletet automatikusan fenntartjuk a gáz áramlási sebességének állandó légáramlási sebességgel történő változtatásával egy adott névleges hőmérsékleten, jelentősen meghaladja az elméletileg szükséges mennyiséget (a b \u003d 1,15-2,5). A fluidizáció üzemi sebessége 0,5-0,8 m/s 900-1100°C kemencehőmérséklet mellett.Ez a szabályozási mód növeli a kipufogógázok veszteségeit, de leegyszerűsíti az automatizálási rendszert és lehetővé teszi a hőmérséklet szabályozását, gyakorlatilag a hőmérséklet változtatása nélkül. a fluidizálószer beállított sebességét. A névleges hőmérséklet növekedésével a légáramlást a beállító növeli.
A kovácsolt hőelemekkel végzett mérések azt mutatták, hogy a kemence felmelegítése és az állandósult állapot elérése után (kb. 2 órával a begyújtás után) az összes tok hőmérséklete hosszában és keresztmetszetében azonos lett, és gyakorlatilag megegyezik a fluidágy hőmérsékletével. Csak a tompa bemeneti végénél volt valamivel alacsonyabb a hőmérséklet. Ezért a fluidágyas tokos kemencékben a hőátadás az ágyról a tokosra nem korlátozza a csőfűtési sebességet, amelyet csak a belső hőátadás határoz meg.
A kemence általában 900-1000 °C-on működik. Alapjáraton 900; 950 és 1000 ° C-on a földgáz áramlási sebessége normál körülményekre csökkentve 16, 21 és 24 m 3 / h. Látható, hogy a kemence termelékenységének növekedésével a teljes gázfogyasztás kissé növekszik, a fajlagos pedig meredeken csökken. Különböző szerzők adatai 1 tonna csőszerű termék folyamatos melegítésére fordított fajlagos hőfogyasztásra vonatkoznak, jól látható, hogy fluidágyas kemencében a fajlagos hőfogyasztás 1,9-1,25-ször kisebb, mint a lángkemencékben.
Az 1000 °C-os kemencehőmérsékleten és 520 kg/h 8 x 1,5 mm-es csöveket 820 °C-ra melegítve végzett mérlegvizsgálatok azt mutatták, hogy a bemenő hő 29,8%-a a csövek fűtésére, a falazaton keresztüli veszteségekre fordítódik. 18 ,7%, a kemence nyitott tetején keresztül történő sugárzási veszteség 11%, a védőgáz (nitrogén) hevítésénél a tompókba 5,2% megy, a füstgázok vesztesége 35,3%. A kemence hatékonyságának a termelékenységétől való függése meglehetősen közelinek bizonyult a projekt alapjául szolgáló számítotthoz.

A hangtompban mozgó cső hőmérsékletének mérésével kapott termogramok, amelyekbe egy hőelem van behelyezve, azt mutatják, hogy az egyes csövek adott hőmérsékletre való felfűtési ideje növekszik a tokban lévő csövek számának növekedésével, azonban annak ellenére, hogy a csövek száma csökken. a csövek ez által okozott sebessége, a kemence termelékenysége nő. Ha egy 40 x 2 mm átmérőjű csövet 0,55 m / perc sebességgel 820 ° C-ra melegítünk 120-130 másodperc alatt, akkor kettőt 180 s alatt, ami a sebesség 1,5-szeres csökkenésével lehetővé teszi hogy a termelékenységet körülbelül 35%-kal növelje.
Az adatok elemzésekor szem előtt kell tartani: víz és kenőanyagok jelenléte a 10 mm-nél nagyobb csövekben, amelyek lassítják a fűtést a kezdeti szakaszban; a csövek lassú felmelegedése a tompa falazatban található részében; a hangtompító és a csövek kimeneti végének hűtése hővezetéssel (a tompa hőszigetelő tömítés nélkül csatlakozik a hűtőhöz, így a csövek hűtése már a tok kimeneti részében megkezdődik).

A leírt kemencében, amely 1970 decemberétől 1972 márciusáig folyamatos kereskedelmi üzemben volt, a köztes és végső méretű csövek (beleértve az exportot is) 10 izzított acélból készültek; 20; 35; 45; 15X; 20X; 40X; 20A átmérő 4-12mm falvastagsággal<4,0 мм, а также готовых труб для ВАЗа из сталей 10, 20 диаметром 6-36 мм толщиной стенки <55,0 мм. Механические свойства как по длине отдельной трубы, так и по разным трубам всех пяти муфелей, заметно не различались (o в и о s обычно не более чем ±1-2 кгс/мм 2 , б не более ±4%), были стабильны по времени и вполне удовлетворяли техническим условиям. Металлографические исследования показали, что микроструктура металла труб после отжига в кипящем слое представляет собой равноосные зерна феррита и перлита.

Normál üzemi körülmények között a hőkezelt csövek könnyű felülettel rendelkeznek. A termelékenység növekedésével a csövek 300 ° C-ot meghaladó hőmérsékletre melegítve hagyják el a hűtőszekrényt, ezért árnyalatos színek jelennek meg a felületen (a műszaki feltételek lehetővé teszik).

1971-ben a kemence terhelés alatt 6589 órát dolgozott, átlagosan 300 kg/h termelékenységgel, azaz -2000 tonna terméket állított elő (-1000 óra a kemence töltés nélkül működött - üresjárat, tesztelés, tesztelési módok; -1000 óra állásidő volt), és 1972-ben 2 hónapig - 1116 óra átlagosan 322 kg/h termelékenységgel. A kemence maximális termelékenysége 1000 ° C-os ágyhőmérsékleten a kész méretű csöveken (5 X 1-8 X 1 mm) eléri (3,6-4 és 1 mm között). A működési év során a kemence több mint 3,5 ezer tonna csövet dolgozott fel. A fluidágyas és lángfűtésű tokos kemencék összehasonlító mutatóit a táblázat tartalmazza. 27., bolti adatok alapján összeállított.
Táblázatból. A 27. ábra azt mutatja, hogy a csövek eltávolítása a kemencefenék 1 m 2 területéről a fluidágyra való átállás során 58,5-ről 240 kg/(m 2 .h), azaz hatszorosára nő. A karbantartók létszáma felére csökkent (műszakonként kettőről egyre). A kemence költsége berendezésekkel és műszerekkel 35,5 ezer rubel volt, a gazdasági hatás több mint 45 ezer rubel / év.

E kemencék működésének pozitív tapasztalatait felhasználva 1972 novemberében ugyanannak a PNTZ műhelynek az alkalmazottai kereskedelmi üzembe helyezték a harmadik tíztokos egységet a csövek könnyű hőkezelésére a VAZ és más ügyfelek számára.
ábra szerinti összeállítás. 74 tartalmazza az 1. állványt; görgős asztali feladat 2; három elektromágneses szekcionált görgő 3 elektromos meghajtással, amelyek a csöveket a kemencébe helyezik; tíz 89x6 mm átmérőjű, Kh23N18 acélból készült 4 tompa, amelyek az 5 fűtőkamrában helyezkednek el, 0,4 mm-es fluidizált elektrokorund réteggel; cső alakú vízhűtő 6; elektromágneses szekcionált görgő 7 csövek kioldásához; nem mágneses acélból készült vezetőcsövek 8 elektromos tekercsekkel, amelyek jelzik a cső áthaladását, és 10 nyíló csúszdák a csövek leejtéséhez; elektromágneses összenyomó 9 görgőt, amely a csöveket a 10 nyomócsatornába mozgatja; hevederes szállítószalag a 10 csúszdából a 11 zsebbe hulló csövekhez. A csöveket két dolgozó nemmágneses acélcsövekkel köti össze, mielőtt betáplálnák őket a kemencébe.

A hűtőből való kilépésnél a csöveket a 7-es görgő automatikusan kioldja, amelynek forgási sebessége nagyobb, mint a csőfeladat-görgőké, és a fúvókák szabadon esnek a kosárba. Az adagolóasztal és a szállítószalag területén egy nyomógombos panel található a csőürítés kézi vezérlésére, amelyet szükség esetén egy harmadik dolgozó karbantart. Az egységen 12-30 mm átmérőjű, 0,5-3,5 mm falvastagságú szénacél csöveket hőkezelnek. A hőkezelt csövek minőségére vonatkozó főbb követelmények:

Az egységen megmunkált csövek minősége megfelel az előírt követelményeknek. A fényes felület eléréséhez 70-80 m 3 /h védőgázt (95-96% nitrogén, 4-5% hidrogén) juttatnak a tokba. A hangtompítók a hangtompítókkal azonos csövekből készült tartókra vannak felszerelve. A gyakorlat azt mutatja, hogy az 5-7 és 10-14 mm falvastagságú hangtompítók tartói közötti optimális lépés 300, illetve 500 mm. A támasztékok jelenléte nem befolyásolja az anyag fluidizációját.
Az egység fűtőkamrájának hossza mentén, hasonlóan az ábrán láthatóhoz. 69 és 74, belső méretek 3,78 x 1,58 m, felülről 2,04 m-re kiterjednek, három gázelosztó rács található, amelyek területe 1,94 m 2, és ennek megfelelően három független hőmérséklet-szabályozó zóna. A gyártás során minden rácsba 180 kupakot hegesztenek 100x100 mm-es osztással. Ahogy az ábrán látható kemencében. 74, a kupakok 24 mm átmérőjű csőből (acél Kh23N18) készülnek, melynek egyik vége kovácsolt, alá pedig négy 3 mm átmérőjű lyuk van fúrva (a cső falvastagsága 7 mm). Az ilyen kupakok, amelyek előállítása nem fáradságos, kiválóan bevált a második öttokos kemencén (egyik sem ment tönkre a teljes működési időszak alatt). A fűtőkamra felső részében perforált boltozat található. Az ömlesztett réteg magassága 250 mm, a rács és a réteg ellenállása (összesen) ~8 kN/m 2 . A pneumofluidizáció feltételes sebessége (a hideg keverék alapján) névleges üzemmódban és indításkor 0,1-0,15, 0,22-0,25 m/s.
A technológiai rendszer követelményeinek megfelelően a kemence három zónájában különböző hőmérsékleteket kell fenntartani. A VAZ kész méretű csövek (30x1,5 és 36x2,1 mm-es csövek, TUZ-208-69) feldolgozásakor ezek 850, 820 és 810 ° C. A csövek mozgási sebessége 0,8-1,2 m/perc, ami átlagosan 600 kg/h termelékenységet biztosít. A GOST 9567-60 szerinti kész és előkészített méretű csövek és egyéb zónák szerinti hőmérsékletek 950, 920 és 820 ° C, a csövek mozgási sebessége pedig 0,8-8 m / perc, a falvastagságtól függően. Az átlagos termelékenység ezeken a csöveken eléri az 1 t/h-t.
Fontos megjegyezni, hogy az egyik hőmérsékleti rendszerről a másikra való átmenet (például a hőmérséklet emelkedése 820 ° C-ról 950 ° C-ra) csak 5-6 percig tart, ami gyakorlatilag kiküszöböli a kemence állásidejét, amikor egy másik csőtartományra vált. A hőmérséklet-szabályozás automatikusan történik, az egyes zónák gázáramlási sebességének állandó légáramlási sebesség mellett történő változtatásával. Az abszolút üzemanyag-fogyasztás (földgáz) ebben az üzemmódban 55-80 m 3 /h. Az egység beruházási költségei 12 086 rubelt tettek ki a kemencére, 8 461 rubelt a műszerekre és automatizálásra, és 23 048 rubelt a mechanikai berendezésekre.
Mivel ez az egység egy rekonstruált tokos láng kemence volt, nem lehetett a gépesítés optimális változatát létrehozni. Eközben most már megvan az összes kezdeti adat az ilyen kemencék gépesítésének létrehozásához, amely szinte teljesen kizárja a kézi munkát. Jelenleg egy ilyen kemencét fejlesztünk. Ennek ellenére a meglévő drága és nem túl tökéletes gépesítés mellett is 81 ezer rubel/év a becsült gazdasági hatás a kemence rekonstrukciójából. Az utolsó fejezetben megadott számítási módszertanból az következik, hogy a fluidágy használata a tokos egységekben annál jövedelmezőbb, minél nagyobb a tok hőterhelése, vagyis annál több fém halad át rajta egységnyi idő alatt. Éppen ezért a fluidágyas egység a lángolóval ellentétben nagyobb termelékenységet ad, ha a tompa teljes szakasza csövekkel van megtöltve. Ez azt jelenti, hogy a fluidágyas hangtompító egységek nagyon ígéretesek a meglehetősen masszív termékek (csövek, orsók, gyűrűk stb.) tokjaiban történő könnyű fűtésre is, ami szintén nagyon megkönnyíti a mozgásuk gépesítését. Jelenleg az egyik üzemben befejezzük a csapágygyűrűk fűtésére szolgáló fluidágyas hangtompító egység építését. Kísérletek kimutatták, hogy a 130-140 mm átmérőjű, 20 mm vastag és 30-50 mm széles gyűrűket 8-12 perc alatt melegítik 1100-1150°C-ra. Az alábbi módszer szerinti számítás ugyanazokat a mutatókat adja.
A csőgyárakban a tokos szállítószalagos kemencéket széles körben alkalmazzák a csövek könnyű, kockázatmentes megmunkálására. Ezekben a kemencékben többszörösen több hőt fordítanak a szállítószalag-lánc fűtésére a tokokban szállító csövek, mint maguk a csövek fűtésére, aminek következtében mind a kívánt hőmérsékletre való felfűtési, mind a hűtési idő meredeken megnő. Az elemzés kimutatta, hogy a fluidágy alkalmazása a tokfűtéshez lehetővé teszi a hőátadás jelentős fokozását ilyen körülmények között. Ezenkívül általában ugyanaz a szállítószalag fut végig a sütőn és a hűtőn. Ha az egyik szállítószalagot két láncra osztja (az egyik a sütőben, a másik a hűtőszekrényben), a szállítószalagos sütők hátrányát az előnyükre fordíthatja, mert ebben az esetben az első lánc szinte teljes hosszában forró lesz, azaz felgyorsítja a csövek felmelegedését, és a második, a teljes hosszon hideg, hozzájárul a csövek hűtéséhez. A forró lánc hosszának csökkentése csökkenti a mechanikai és termikus terhelést, és növeli működésének megbízhatóságát. Egy ilyen egységet jelenleg is fejlesztünk a PNTZ munkatársaival közösen.
Adminisztráció A cikk általános értékelése: Közzétett: 2012.05.21