Csővezetékek akusztikus kibocsátása. Akusztikus emissziós módszer Akusztikus emissziós rendszerek összehasonlítása
OROSZORSZÁG GOSGORTEKHNADZOR
Jóváhagyott
felbontás
Az oroszországi Goszgortekhnadzor
96.11.11-én kelt 44. sz
SZABÁLYOK
HAJÓK, BERENDEZÉSEK, KAZÁNOK ÉS FOLYAMAT CSÖVEZETEK SZERVEZÉSE ÉS VÉGREHAJTÁSA
RD 03-131-97
Moszkva
NPO OBT
2000
1. Általános rendelkezések
1.1. Cél és hatály
A hajók, készülékek, kazánok és technológiai csővezetékek* akusztikai emisszió-ellenőrzésének megszervezésére és lebonyolítására vonatkozó szabályok olyan követelményeket határoznak meg, amelyek biztosítják az oroszországi Gosgortekhnadzor által ellenőrzött objektumok akusztikai kibocsátás-szabályozásának megszervezését és lebonyolítását, és vonatkoznak a hajók, berendezések akusztikus emisszió-szabályozására is. , túlnyomás alatt működő kazánok és technológiai csővezetékek. Jelen dokumentum más objektumokhoz való felhasználása csak a biztonságos üzemeltetést felügyelő hatóságokkal egyetértésben engedélyezett.
1.1.1. Az akusztikus emissziós módszer használatának alapvető rendelkezései edények, kazánok, készülékek és technológiai csővezetékek ellenőrzésére
Az akusztikus emissziós (AE) módszer az ellenőrzött tárgyak képlékeny deformációja és repedésnövekedése során fellépő akusztikus hullámok rögzítésével és elemzésével biztosítja a kialakuló hibák észlelését. Ezenkívül az AE módszer lehetővé teszi a munkafolyadék (folyadék vagy gáz) kiáramlásának észlelését egy ellenőrzött tárgyon lévő átmenő lyukakon keresztül. Az AE módszer ezen tulajdonságai lehetővé teszik, hogy megfelelő rendszert alakítsunk ki a hibák osztályozására és az objektum műszaki állapotának értékelésére szolgáló kritériumokra, a hiba tárgyra gyakorolt valós hatása alapján.
Az AE módszer jellemzői, amelyek meghatározzák képességeit, paramétereit és alkalmazási területeit, a következők:
Az AE módszer csak a kialakuló hibák észlelését és regisztrálását biztosítja, ami lehetővé teszi a hibák nem méret szerinti, hanem veszélyességi fok szerinti osztályozását.
Gyártási körülmények között az AE módszer lehetővé teszi a repedés tizedmilliméteres növekedésének kimutatását. Az akusztikus emissziós berendezések határérzékenysége a számított becslések szerint körülbelül 1
× 10 -6 mm 2, ami egy 1 μm hosszúságú repedésugrás 1 μm értékkel történő detektálásának felel meg, ami igen nagy érzékenységet jelez a növekedési hibákkal szemben.Az AE módszer integrált tulajdonsága biztosítja a teljes tárgy vezérlését egy vagy több, az objektum felületére rögzített AE jelátalakító segítségével.
Az AE módszer lehetővé teszi a különféle technológiai folyamatok és az anyagok tulajdonságait és állapotát megváltoztató folyamatok irányítását.
A hiba helyzete és tájolása nem befolyásolja a hibák észlelhetőségét.
Az AE módszer kevesebb korlátozást tartalmaz a szerkezeti anyagok tulajdonságaival és szerkezetével kapcsolatban, mint a többi roncsolásmentes vizsgálati módszer.
Az AE módszer egyik jellemzője, amely korlátozza az alkalmazását, bizonyos esetekben az AE jelek zajtól való elkülönítésének nehézsége. Ez annak a ténynek köszönhető, hogy az AE jelek zajszerűek, mivel az AE egy véletlenszerű impulzív folyamat. Ezért, ha az AE jelek amplitúdója kicsi, a hasznos jel elkülönítése a zajtól nehéz feladat. A hiba kialakulásával, amikor annak mérete megközelíti a kritikus értéket, az AE-jelek amplitúdója és generálásuk sebessége meredeken növekszik, ami jelentősen megnöveli az ilyen AE-forrás észlelésének valószínűségét.
Az AE módszerrel tárgyakat lehet ellenőrizni gyártásuk során - átvételi próbák során, időszakos műszaki vizsgálatok során, működés közben.
Az akusztikus emisszió-szabályozás célja az AE-források észlelése, koordinátáinak meghatározása és nyomon követése (monitoring) az érfal felületén vagy térfogatában, a hegesztett kötésben és a gyártott alkatrészekben és alkatrészekben. Az AE forrásait ajánlatos, ha műszakilag lehetséges, más roncsolásmentes vizsgálati módszerekkel értékelni. Az AE-módszer felhasználható a hiba kialakulásának sebességének becslésére is, hogy a tesztelést előre leállítsuk, és megelőzzük a termék tönkremenetelét. Az AE regisztrálása lehetővé teszi a sipolyok kialakulásának meghatározását repedéseken, tömítéseken, dugókon, szerelvényeken és karimás csatlakozásokon keresztüli szivárgáson keresztül.
A vizsgált objektumok műszaki állapotának akusztikus-emissziós ellenőrzésére csak akkor kerül sor, ha a szerkezetben olyan feszültségi állapot jön létre, amely elindítja az AE források működését az objektum anyagában. Ehhez a tárgyat erő, nyomás, hőmérsékleti mező stb. A terhelés típusának megválasztását az objektum kialakítása és működési feltételei, a vizsgálatok jellege határozza meg.
1.1.2. Az akusztikus emisszió szabályozási módszerének alkalmazási vázlatai
1.1.2.1. Az objektum akusztikus emissziós szabályozása történik. Az AE-források helyükön történő észlelése esetén az ellenőrzést a roncsolásmentes tesztelés egyik hagyományos módszerével végzik - ultrahangos (UT), sugárzásos, mágneses (MPD), kapilláris (KD) és egyéb, a hatósági, ill. műszaki dokumentumokat. Ezt a sémát a működő objektumok figyelésekor ajánljuk. Ezzel egyidejűleg csökken a hagyományos roncsolásmentes vizsgálati módszerek volumene, mivel hagyományos módszerek alkalmazása esetén az ellenőrzött objektum teljes felületét (térfogatát) át kell szkennelni.
1.1.2.2. Az ellenőrzést egy vagy több roncsolásmentes vizsgálati módszerrel végzik. Ha elfogadhatatlan (a hagyományos ellenőrzési módszerek normái szerint) hibákat észlelnek, vagy ha kétség merül fel az alkalmazott roncsolásmentes vizsgálati módszerek megbízhatóságával kapcsolatban, az objektumot AE módszerrel tesztelik. Az objektum üzembe helyezéséről vagy a feltárt hibák kijavításáról szóló végső döntés az akusztikus kibocsátás-ellenőrzés eredményei alapján születik.
1.1.2.3. Ha egy objektum roncsolásmentes vizsgálati módszerrel észlelt hibát, az AE módszert használják a hiba kialakulásának nyomon követésére. Ebben az esetben a vezérlőrendszer gazdaságos változata használható, az akusztikus emissziós berendezés egycsatornás vagy néhány csatornás konfigurációjával.
1.1.2.4. Az AE módszert a Nyomástartó edények Tervezési és Biztonságos Üzemeltetési Szabályzatának megfelelően a vizsgálat biztonságát növelő kísérő módszerként egy tárgy pneumatikus vizsgálatára alkalmazzák. Ebben az esetben az akusztikus emisszió-szabályozás alkalmazásának célja a katasztrofális pusztulás lehetőségének megelőzése. Az objektumok hidrotesztjének kísérő módszereként az AE módszer alkalmazása javasolt.
1.1.2.5. Az AE módszerrel felmérhető a fennmaradó élettartam, és megoldható az objektum további működésének lehetősége. Az erőforrás-felmérés egy speciálisan kifejlesztett módszertan alapján történik, amelyet az oroszországi Gosgortekhnadzorral egyeztettek. Az eredmények megbízhatósága ugyanakkor függ a károsodások kialakulásának modelljeiről, valamint az ellenőrzött objektum anyagának állapotáról a priori információk mennyiségétől és minőségétől.
1.1.3. Az akusztikus emissziós módszer alkalmazásának eljárása
1.1.3.1. Az akusztikus kibocsátás ellenőrzésére minden olyan esetben kerül sor, ha azt a létesítmény biztonsági szabályai vagy műszaki dokumentációja előírja.
1.1.3.2. Akusztikus emisszió-szabályozás minden olyan esetben történik, amikor az objektumra vonatkozó szabályozási és műszaki dokumentumok roncsolásmentes vizsgálatot (ultrahangos vizsgálat, radiográfia, MTD, CD és egyéb roncsolásmentes vizsgálati módszerek) írnak elő, de műszaki vagy egyéb okokból nem - a roncsoló tesztelés ezekkel a módszerekkel nehéz vagy lehetetlen.
1.1.3.3. Az akusztikus kibocsátás szabályozása önállóan, valamint az 1.1.3.2. pontban felsoroltak helyett is megengedett. a roncsolásmentes vizsgálat módszerei az oroszországi Gosgortekhnadzorral egyetértésben.
1.2. Az ellenőrzés tárgyai
Ez a dokumentum vonatkozik a vegyipari, petrolkémiai és olajfinomító ipar kapacitív, oszlopos, reaktoros, hőcserélő berendezéseire, izoterm tárolókra, cseppfolyósított szénhidrogén gázok nyomás alatti tárolóira, olajtermékek és korrozív folyadékok tartályaira, ammóniás hűtőberendezések berendezéseire, tartályokra, kazánokra , készülékek, gőz- és melegvíz technológiai vezetékek és ezek elemei.
2. A szervezettel szemben támasztott követelmények
művek, előadók és rend
felkészítés az akusztikus előadásra
kibocsátás-szabályozás
2.1. Az ellenőrzés szervezése
Az akusztikus emissziós vizsgálat előkészítésében és lebonyolításában az előadó és a megrendelő egyaránt részt vesz. Az akusztikai emissziós vizsgálat eredményeit jelentősen befolyásoló tényező az azt közvetlenül megelőző intézkedések. A következő műveleteket hajtják végre:
2.1.1. A megrendelő hivatalos kérelmének kézhezvétele után a vállalkozó képviselője előzetes megismertetést folytat az ellenőrzés tárgyával, hogy megvizsgálja az ellenőrzés lebonyolításának műszaki megvalósíthatóságát. Ebben a szakaszban dől el a szabályozás típusának kérdése: egy objektum akusztikus emissziós szabályozása lehet egyszeri, állandóan időszakos hordozható eszközökkel és folyamatos, álló eszközökkel (monitoring).
2.1.2. Az akusztikai emisszió vizsgálatára vonatkozó szerződés teljesítését követően a megrendelő benyújtja a kivitelezőnek a vizsgálati objektum minden, a teszteléshez szükséges terv- és műszaki dokumentációját a tényleges feltételekkel és üzemmódokkal.
2.1.3. A létesítmény dokumentációjának áttekintése után a vállalkozó Munkaprogramot készít a létesítmény akusztikai kibocsátásának szabályozására*. A munkaprogramot a megrendelő vállalkozás illetékes tisztviselője hagyja jóvá. Ez legyen a vállalkozás főmérnöke (műszaki igazgatója), vagy az őt helyettesítő személy.
______________
A munkaprogramnak tükröznie kell a megrendelő vállalkozás által az akusztikai emisszió-szabályozás végrehajtására való felkészülés érdekében végzett tevékenységeket, a munkavégzési eljárást, kiemelve az egyes munkában résztvevők felelősségét, mind a vállalkozó, mind a vállalkozó részéről. a vásárló. A munkaprogramnak olyan szervezési és technikai intézkedéseket kell tartalmaznia, amelyek biztosítják az akusztikus kibocsátás vizsgálatának sikeres végrehajtását. A munkaprogramnak a következő tevékenységeket kell tartalmaznia:
az akusztikus emissziós berendezések elhelyezésére szolgáló helyiségek képviselete (szükség esetén). A helyiség hőmérsékletének legalább 18 ° C-nak kell lennie, 220 V-os tápellátással és legalább 10 kW teljesítménnyel kell ellátni;
hozzáférés biztosítása az AE konverterek telepítési helyeihez a vezérlőobjektumban; A megrendelőnek szükség esetén emelőszerkezeteket kell biztosítania, állványokat kell felszerelni, dugókat gyártani és beépíteni, személyzetet kell kijelölni a segédmunkákra, beleértve az ablakok hőszigetelésbe vágását és a felület tisztítását az AE konverterek telepítési helyén (a felület tisztasága nem lehet rosszabb, mint Rz40); az előadónak el kell vinnie minden javítómunkást az ellenőrzött objektumtól az akusztikus kibocsátás ellenőrzésének idejére, le kell állítania a munkát a közeli tárgyaknál stb.;
az objektum terhelésében bekövetkező változások biztosítása a vállalkozó által kidolgozott rakodási ütemterv szerint;
kétirányú kommunikáció biztosítása az irányítást végző személyzet és a terhelésváltást végző kezelőszemélyzet között;
biztonsági eligazítások lebonyolítása, valamint az akusztikus kibocsátás ellenőrzését végző szakemberek személyi védőfelszereléssel és overallokkal való ellátása.
A biztonságos munkavégzésre irányuló intézkedéseket a megrendelő vállalkozás végzi.
2.2. Az ellenőrzés tárgyának előzetes tanulmányozása
Az akusztikus emisszió-szabályozás végrehajtása előtt az előadóművésznek gondosan tanulmányoznia kell az ellenőrzés tárgyát, hogy adatokat szerezzen az objektum akusztikus kibocsátásának szabályozására szolgáló speciális technológia kifejlesztéséhez. A munkaprogram részét képező "Objektumvezérlési technológiát"* e dokumentum és az irányítás tárgyának vizsgálata során nyert adatok alapján kell kidolgozni. Az ellenőrzési technológiát az ellenőrzés jelentési dokumentációjában kell megadni.
A Vezérléstechnika fejlesztése során a következő adatokra van szükség:
2.2.1. Az anyag és a szabályozott tárgy akusztikai tulajdonságai, beleértve az akusztikus emisszió szabályozás végrehajtásához szükséges hullámok sebességét és csillapítási együtthatóit, valamint az anyagok impedanciáit.
2.2.2. Az akusztikus kibocsátás szabályozásához szükséges tárgy anyagi tulajdonságai.
2.2.3. Az objektum mint akusztikus csatorna paraméterei.
Az akusztikus és akusztikus-emissziós paramétereket az ellenőrzés tárgyának előzetes tanulmányozása során kapjuk meg, vagy a műszaki és tudományos irodalomból ismert adatokat használjuk fel.
A beszerzett adatok alapján módszertani módszereket dolgoznak ki az objektum megfigyelésére, és rendszert dolgoznak ki (vagy választanak ki a meglévő rendszerek és kritériumok közül) az AE források osztályozására és a monitoring eredményeinek értékelésére szolgáló kritériumokra. Javasoljuk, hogy az AE forrásosztályozási rendszerének és értékelési kritériumainak megválasztását egy, az oroszországi Gosgortekhnadzor által akkreditált szakértői szervezettel koordinálják.
2.2.4. A szabályozási technológiát az ellenőrzés elvégzése előtt egyeztetjük a megrendelővel, hogy a megrendelő elvégezhesse a szükséges előkészítő munkákat.
A vezérlési technológiának a következő információkat kell tartalmaznia:
a) az ellenőrzött tárgy anyaga és kialakítása, beleértve a méretet és formát, a tárolt (működő) termék típusát;
b) zajparaméterekre vonatkozó adatok;
c) AE jelátalakítók típusa, paraméterei, gyártójuk, kalibrálási információk;
d) AE jelátalakító rögzítési módja;
e) érintkezési közeg;
f) ellenőrzés után a tárgy tisztítása;
g) AE jelátalakítók elrendezése;
h) az AE készülék típusa, paraméterei;
i) az akusztikus emissziós berendezés rendszerének és kalibrálási eredményeinek leírása;
j) a naplózandó adatok és a naplózás módjai;
k) az AE források osztályozási rendszere és az ellenőrzött objektum állapotának értékelési kritériumai az ellenőrzés eredményei alapján;
l) az üzemeltetők képesítése.
Az akusztikus emisszió-szabályozás () eredményei alapján az ellenőrzés tárgyára és a szabályozás főbb paramétereire vonatkozó adatok kerülnek a jegyzőkönyvbe.
A hidro- (pneumatikus) vizsgálati eljárás teljes leírása; grafikonokat ad a terhelés és a hőmérséklet időbeli változásairól.
2.2.5. A Vevő a Vezérléstechnikával összhangban megszervezi a rakodási rendszer előkészítését, előállítja a szükséges vizsgálati közeg (inert gáz, víz, stb.) tartalékokat, megoldja a rakodóberendezések, emelőszerkezetek előkészítését és az egyéb meghatározott előkészítő munkákat. a Vezérléstechnikában. Előre terhelt vagy terhelés alatt álló tárgyak esetén a nyomást és/vagy a terhelést egy előre meghatározott szintre kell csökkenteni. A csökkentett nyomáson való tartási időt a korábban szerzett adatok alapján kell megállapítani.
Mielőtt egy objektumot működés közben tesztelne, kötelező információval rendelkeznie a következőkről:
legnagyobb üzemi (üzemi) nyomás vagy terhelés az elmúlt évben.
próbanyomás.
2.2.6. Az ellenőrző munkák elvégzése során a megrendelő a kivitelező rendelkezésére bocsát egy alkalmazotti csapatot, akik a munka elvégzését biztosítják. A szerzõdés határozza meg a szerzõdés feltételeit a szerzõdésnek a megrendelõ személyzetének akusztikai emisszió-szabályozását szolgáló kiegészítõ mûveletekben való részvételére.
2.3. A vállalkozásokkal és a személyzettel szemben támasztott követelmények,
vezetőképes akusztikus kibocsátás szabályozása
A tárgyak AE-ellenőrzését a megállapított eljárási rend szerint minősített roncsolásmentes vizsgáló laboratóriumok végzik.
(Módosított kiadás, Rev. No. 1)
Az ellenőrzés eredményéről szóló következtetés jogosult II. vagy III. szintű szakképesítéssel rendelkező szakembert adni.
Az akusztikai emisszió-szabályozást végző vállalkozásokkal szemben számos követelményt támasztanak, amelyeknek biztosítaniuk kell a munka magas műszaki színvonalú elvégzését.
A cégnek rendelkeznie kell:
az oroszországi Gosgortekhnadzor engedélye az akusztikus kibocsátás-szabályozási munkák elvégzésére;
kalibrált vezérlőeszközök (AE jelátalakítók és akusztikus kibocsátó berendezések);
minősített, szakképzett személyzet.
Javasoljuk, hogy rendelkezzen egy olyan dokumentumcsomaggal, amely megerősíti a végrehajtó vállalkozás szakmai színvonalát, a minőségbiztosítási rendszer adatait (Minőségi kézikönyv), az ipari létesítmények ellenőrzésével kapcsolatos korábbi munkákról szóló információkat, az ellenőrzött létesítmények és vállalkozások listáját, amelyeket átadtak. akusztikus kibocsátás-szabályozási szolgáltatások.
Az akusztikus emisszió-szabályozási munkák elvégzésére való felkészültséghez szükséges feltétele, hogy rendelkezzen a vezérelt objektum vezérlési technológiájával.
3. A hardverrel és felszereléssel szemben támasztott követelmények
Az akusztikus emisszió vizsgálatához használt készülékek és berendezések tartalmaznak AE jeladókat rögzítő eszközökkel és anyagokkal, amelyek akusztikus kommunikációt biztosítanak a vizsgált objektummal; AE jelszimulátorok; AE jelek erősítésére és feldolgozására szolgáló elektronikus blokkok; az ellenőrzés eredményeinek feldolgozására és bemutatására szolgáló számítástechnikai eszközök, beleértve a szoftvereket is; a vezérelt objektum betöltését jelenti.
3.1. AE jelátalakítók
Az AE jelátalakítók határozzák meg a szabályozás érzékenységét és működési frekvencia tartományát. A működési frekvenciát az objektum zajának, akusztikus csillapításának feltételei alapján kell megválasztani. Hajók, kazánok és készülékek vezérléséhez a 100-500 kHz tartomány használata javasolt. A technológiai csővezetékek figyelésekor az alacsonyabb, 20-60 kHz-es frekvenciatartományt kell használni. Figyelembe kell venni, hogy az objektumok alacsonyabb frekvenciájú tesztelésekor magas szintű külső mechanikai zaj figyelhető meg. Az 500 kHz feletti tartományban a rugalmas hullámok csillapítása a szerkezetben kifejezettebb.
A használt AE-nek hőmérséklet-stabilnak kell lennie abban a hőmérséklet-tartományban, amelyben az objektumok ellenőrzése történik. Elektroakusztikus konverziós tényezőjük nem változhat 3 dB-nél nagyobb mértékben ebben a hőmérsékleti tartományban. Az objektum vezérlésére használt jelátalakítók kötegének konverziós együtthatóinak szórása nem haladhatja meg a 3 dB-t. Javasoljuk, hogy túlnyomórészt rezonáns AE-t használjon.
Az AE konvertereknek zajállónak kell lenniük, ami az elfogadott zajvédelmi módszerek, valamint differenciáláramkörök alkalmazásával érhető el.
Az AE jelátalakítókat mechanikus eszközökkel, mágneses tartókkal vagy ragasztóval kell a tárgyhoz rögzíteni. A konverterek létesítményben történő telepítésére szolgáló eszközöket a tervezési jellemzők figyelembevételével választják ki. Lehetnek eltávolíthatóak (mágneses tartók, bilincsek, bilincsek stb.) vagy állandóan rögzített konzolok formájában.
Az előerősítő az AE konverter közelében vagy közvetlenül a házában található. Az AE átalakítót az előerősítővel összekötő jelkábel hossza általában nem haladhatja meg a 2 m-t, a kábelnek árnyékolással kell rendelkeznie az elektromágneses interferencia ellen. Az előerősítőt a készülékkel összekötő kábel maximális hossza általában nem haladhatja meg a 150 m-t. A jelveszteség ebben a kábelben nem haladhatja meg az 1 dB-t 30 m hosszúságonként, az elektromos kapacitás pedig nem haladhatja meg a 30 pF/m-t .
Az AE jelátalakítót vagy közvetlenül az ér felületére szerelik fel, vagy egy hullámvezető segítségével. Nem irányított jelátalakítók használata javasolt. Lineáris objektumok (csővezetékek) vagy bizonyos zónák figyelésekor megengedett az irányított AE jelátalakítók használata. Vastag falú tárgyakhoz (feltéve
l<< t» 10 L, Ahol t- falvastagság,l- hullámhossz az üzemi frekvencián, L- az AE jelátalakítók közötti távolság), felületi hullám piezo átalakítók használata javasolt.Amikor az AE jelátalakítót a vizsgálandó tárgyra telepítik, az akusztikus érintkezési közegnek biztosítania kell az AE jelátalakító hatékony akusztikus csatolását a tárgyhoz. A jel amplitúdójának csökkenése a tárgyról az AE jelátalakítóra való áthaladása során nem haladhatja meg a 6-12 dB-t, amit minimális csillapítású és akusztikus impedanciájú érintkezési közeg alkalmazásával érnek el, ami hozzájárul az AE jelátalakító akusztikus illesztéséhez, ill. a tárgy. Az érintkező közeg nem gyakorolhat nemkívánatos hatást (például korróziót) a szabályozott tárgyra. Az érintkező közegnek megbízható akusztikus érintkezést kell biztosítania a teljes vizsgálati időszak alatt a szabályozott tárgy hőmérsékletén. Kontaktközegként keményítő nélküli epoxigyantát, gépi olajat, glicerint és egyéb folyékony közegeket használhat. A vizsgálandó tárgy felületét az AE jelátalakító telepítési helyén legalább olyan tisztaságúra kell megtisztítani, mint
Rz 40.Miután az AE jelátalakítót a vezérlőobjektumra telepítették, azok teljesítményét AE szimulátorok segítségével ellenőrzik. AE jelszimulátorként egy generátor elektromos impulzusaival gerjesztett piezoelektromos átalakítót kell használni. A szimulációs impulzus frekvenciatartományának meg kell egyeznie a vezérlőrendszer frekvenciatartományával.
A szimulációs konvertert gerjesztő generátornak meg kell felelnie a következő követelményeknek:
impulzus ismétlési frekvencia - 1-1000 Hz;
a generált impulzusok amplitúdója változó, és a vezérlőrendszer átalakítóinak kimenetén az amplitúdó változását kell biztosítania (figyelembe véve a csillapítást) 10-30 mV tartományban;
a gerjesztő elektromos impulzus időtartama nem haladhatja meg a 0,1-0,2 μs-ot.
Az AE-jelek szimulátoraként Su-Nielsen-forrást is lehet használni [0,3-0,5 mm átmérőjű, 2T (2H) keménységű grafitrúd törése].
A vezérlés végrehajtásakor a használt működő AE jeladókat referencia AE jelátalakítókkal kell kalibrálni.
A kalibrálás során a referencia AE jelátalakító elektroakusztikus konverziós együtthatójának meghatározását szilárd test felülete dinamikus elmozdulásának amplitúdója és az impulzusválasz amplitúdója mérésével a testek (laboratóriumok) példaértékű mérőműszerekkel végzik. Oroszország állami szabványa által akkreditált.
A működő AE-átalakítók kalibrálását az oroszországi állami szabvány által akkreditált független laboratóriumok végzik szabványos AE-átalakítókkal. A működő AE konverterek fő paramétereinek meghatározását az AE konverterek tulajdonosai végzik referencia AE konverterek segítségével. Az AE referencia-átalakítók kalibrálását évente egyszer el kell végezni. A működő AE jelátalakítók főbb paramétereinek meghatározását minden ellenőrzés előtt, de legalább évente egyszer el kell végezni. Az eredményeket az AE konverter útlevelében rögzítik.
3.2. Akusztikus kibocsátó berendezés
A nagyméretű objektumok tesztelése során az AE regisztrálásához többcsatornás rendszerek formájában akusztikus emissziós berendezéseket kell használni, amelyek lehetővé teszik a jelforrások koordinátáit és az AE jellemzőit a terhelési paraméterek (nyomás, hőmérséklet stb.) egyidejű rögzítésével.
A többcsatornás akusztikus kibocsátó rendszernek tartalmaznia kell:
előerősítők készlete;
kábelvezetékek;
az AE-jelek előzetes feldolgozásának és átalakításának blokkjai;
Számítógép a szükséges szoftverrel;
információ megjelenítésére szolgáló eszközök;
rendszer kalibrációs blokkok.
Az akusztikus kibocsátó rendszer lehet álló és mobil is. Egyszerű konfigurációjú objektumok vezérléséhez vagy olyan esetekben, amikor nem szükséges a hibák helyének meghatározása, megengedett kevésbé kifinomult berendezések használata, pl. egycsatornás eszköz (eszközök), vagy többcsatornás rendszer zónavezérlési módban.
Az akusztikus emissziós rendszernek biztosítania kell mind az információk valós idejű feldolgozását és megjelenítését, mind pedig a feldolgozást, a megjelenítést és a perifériás eszközökre történő kimenetet, hogy a teszt befejezése után dokumentálja a teszt során felhalmozott adatokat.
Ilyen információk a következők:
az AE jelátalakítók azon csoportjainak száma, amelyek regisztrálták az AE impulzust, vagy az AET száma;
az egyes regisztrált AE impulzusok koordinátáit (ez nem szükséges a zónavezérlési módban);
az AE impulzus amplitúdója (az akusztikus emissziós folyamat amplitúdó-eloszlása);
akusztikus emissziós impulzusenergia vagy "MARSE" (az egyenirányított jelburok mért területe - a jelburok alatti mért terület), vagy más energiaparaméter;
kibocsátások száma (a jelzés általi megkülönböztetési szint túllépése);
a jel időbeli jellemzői;
terhelési paraméterek, amelyeknél az AE impulzust regisztrálták (nyomás, alakváltozás vagy hőmérséklet);
impulzus regisztrációs idő;
a jelek érkezési idejének különbségének értékei (ez nem szükséges a zónavezérlési módban);
Az akusztikus kibocsátó rendszerekre a következő általános műszaki követelmények vonatkoznak, amelyeket a berendezés kalibrációs tanúsítványa igazol:
működési frekvencia tartomány 10-500 kHz;
az amplitúdó-frekvencia karakterisztika egyenetlensége a frekvenciatartományon belül legfeljebb ±3 dB;
a működési tartományon kívüli jelcsillapítás a legalább 30 dB határfrekvenciához képest oktáv zavarral;
az erősítőút belső zajfeszültségének effektív értéke legfeljebb 5 μV;
előerősítő erősítés 20-60 dB;
a főerősítő erősítése 0-40 dB 1 dB utáni fokozatbeállítással;
az előerősítő amplitúdó dinamikus tartománya legalább 70 dB;
az AE jel amplitúdómérés dinamikus tartománya legalább 60 dB;
az akusztikus kibocsátó rendszernek lehetőséget kell biztosítania a mérőcsatornák érzékenységének kiegyenlítésére úgy, hogy az eltérések ne haladják meg a ±1 dB-t.
Az akusztikus emissziós rendszernek biztosítania kell a hamis események visszautasítását, mind hardver, mind szoftver szinten megvalósítva.
A program rendszerrészének kényelmét kell biztosítania a kezelő számára a számítógéppel való kommunikációban, a feladatmegrendelések bevitelében és a paraméterek módosításában az interaktív feldolgozási módban.
Az akusztikus emissziós berendezés főbb paramétereit és működési módjait a jegyzőkönyv rögzíti (). Ha a vizsgálat során megváltoznak, fel kell tüntetni az okot.
4. Ellenőrzés végrehajtása
A tárgyakat munkahelyzetükben kell irányítani. Az előkészítő munka után közvetlen vezérlési munkákat végeznek, amelyek az AE konverterek objektumra történő felszerelésével kezdődnek.
4.1. Akusztikus emissziós jelátalakítók telepítése
Minden AE jelátalakítót közvetlenül a tárgy felületére kell felszerelni, vagy megfelelő hullámvezetőt lehet használni. Figyelembe kell venni, hogy színező és védőbevonatok, valamint a tárgyfelület görbülete és az érintkezési zóna felületi egyenetlenségei esetén az AE jel amplitúdójának csökkenése és alakjának torzulása lehetséges. Ha az AE jel amplitúdójának csökkenése meghaladja a 6 dB-t, akkor az AE jelátalakító felszerelési helyén a tárgy felületét hiba nélkül meg kell tisztítani a festéktől vagy bevonattól.
Gondoskodni kell a jelkábel és az előerősítő rögzítéséről is, hogy kizárjuk az akusztikus érintkezés elvesztését és az AE jelátalakító mechanikai terhelését.
Az AE jelátalakítók elhelyezkedését és az antennacsoportok számát az objektum konfigurációja és az AE jelátalakítók jelcsillapításhoz kapcsolódó maximális távolsága, a koordináták meghatározásának pontossága határozza meg. Az antennacsoportokat és az egyes AE jeladókat a zóna helyén úgy kell felszerelni, hogy az objektum kritikus helyei, hegesztési varratok, nagyfeszültségű zónák, elágazó csövek, javított területek stb. belépett az ellenőrző zónába. Figyelembe kell venni a további csillapítást a hegesztéseknél és azokon a területeken, ahol az objektum falvastagsága megváltozik. Az AE jelátalakítók elhelyezését a Vezérléstechnika (vezérlőkártyák) tartalmazza.
A konfigurációtól függően az objektumot külön elemi szakaszokra kell osztani: lineáris, lapos, hengeres, gömb alakú. Minden szakaszhoz kiválasztják az AE jelátalakítók megfelelő elrendezését. A koordináták meghatározásához használt fő jelátalakító csoportok mellett az objektumra kisegítő (blokkoló) csoportok helyezhetők el az azonosított zajforrások zónájának térbeli kiválasztásához.
Az AE jelátalakítók elhelyezésének biztosítania kell a vezérelt tárgy teljes felületének ellenőrzését. Egyes esetekben, a megrendelővel egyetértésben, csak az objektum fontosnak ítélt területein szabad AE konvertereket elhelyezni. Ha a teljes létesítmény szabályozási zónáinak 100%-os átfedése nem biztosított, akkor ezt az ellenőrzési jelentésben meg kell jegyezni a rendszer alkalmazásának indoklásával.
Az akusztikus emisszió forrásainak koordinátáit a vezérelt tárgy felületén elhelyezett AE jelátalakítókhoz való jelek érkezési idejének különbségéből számítjuk.
Többcsatornás elhelyezés esetén az AE jelátalakítók közötti távolságot úgy választjuk meg, hogy a megfigyelt területen bárhol elhelyezett AE szimulátor (ceruzatörés) jelét a koordináták kiszámításához szükséges minimális számú jelátalakító érzékelje.
Az AE jelátalakítók közötti távolság kiválasztásához megmérik a csillapítást, miközben kiválasztják az objektum reprezentatív részét fúvókák, átjárók stb. nélkül, felszerelik az AE jelátalakítót és (0,5 m után) az AE szimulátort a vonal mentén az irányba mozgatják. az AE jelátalakítótól legfeljebb 3 m távolságra AE szimulátorként 0,3-0,5 mm átmérőjű, 2N keménységű piezoelektromos jelátalakító, vagy ceruza vezeték törése (Su-Nielsen szimulátor) használata javasolt. (2T), a rúd a felülethez képest körülbelül 30°-os dőlésszöge mellett a rúd 2,5 mm-rel meghosszabbodik.
Az AE jelátalakítók közötti távolság a zóna helyének használatakor úgy van beállítva, hogy a ceruzatörésből származó AE jelet (vagy egy másik AE szimulátorból származó jelet) legalább egy AE jelátalakító a szabályozott területen bárhol rögzítse, és amplitúdója legyen. nem kevesebb, mint a megadott. Általános szabály, hogy az AE szimulátor amplitúdóinak különbsége, ha az AE jelátalakító közelében és a zóna szélén található, nem haladhatja meg a 20 dB-t. Az AE jelátalakítók közötti maximális távolság nem haladhatja meg a távolságot, amely a küszöb 1,5-szerese. Ez utóbbit úgy definiáljuk, mint azt a távolságot, amelynél az AE szimulátorból érkező jel amplitúdója (ceruzavezeték-törés) megegyezik a küszöbfeszültséggel.
Az elasztikus hullámok nagy csillapításával rendelkező objektumok megfigyelésekor javasolt két működési frekvencia használata - alacsony - 20-60 kHz tartományban és magasabb - 100-500 kHz tartományban. Ebben az esetben nagyfrekvenciás csatornákat használnak az AE források észlelésére és értékelésére. Alacsony frekvenciájú csatornákat kell használni azon AE források azonosítására, amelyek kimaradhatnak az AE jelek nagy csillapítása miatt magas frekvencián. Ha jelentős aktivitást észlel alacsony frekvencián (amely II. vagy III. osztályú forrásnak felel meg), és nincs regisztráció a nagyfrekvenciás csatornákon, akkor alaphelyzetbe kell állítania a nagyfrekvenciás AET-t, és meg kell ismételnie az ellenőrzést.
Az AE-források koordinátáinak kiszámításához használt hangsebesség mérése a következőképpen történik.
Az AE szimulátor az AE konverterek csoportjain kívül található az AE konvertereket összekötő vonalon, az egyiktől 10-20 cm távolságra. Több mérés (legalább 5) elvégzésével a különböző AE jelátalakító párokra vonatkozóan meghatározzuk az átlagos terjedési időt. Ez és az AE jelátalakítók közötti ismert távolság alapján számítjuk ki az AE jelek terjedési sebességét.
4.2. Az akusztikus emisszió teljesítményének ellenőrzése
műszerezés és csatorna kalibrálás
Az akusztikus emissziós rendszer működőképességét közvetlenül az AE jelátalakítóknak a vezérelt objektumra történő felszerelése után, valamint a tesztelést követően egy AE szimulátor által az egyes AE jelátalakítóktól bizonyos távolságra elhelyezett hangjel gerjesztésével ellenőrzik. A regisztrált AE jel amplitúdójának eltérése nem haladhatja meg a 3 dB-t az összes csatorna átlagos értékétől. A megadott érték túllépése esetén az okot meg kell szüntetni, ellenkező esetben ismételt ellenőrzést kell végezni.
Az AE jelátalakítók különböző csoportjainak érzékenységi szintje eltérő lehet. Ebben az esetben az ellenőrzési jegyzőkönyvben jelölést, a jegyzőkönyvben pedig indoklást kell feltüntetni. A monitorozás eredményeinek értékelésekor figyelembe kell venni a csatornák érzékenységének szórását.
A csatorna erősítés és az amplitúdó megkülönböztetés küszöbértéke az AE jel amplitúdóinak várható tartományának figyelembevételével kerül kiválasztásra. Ugyanakkor biztosított, hogy az AE jelek torzításmentes átvitele biztosított legyen, és a csatornában az interferenciakibocsátás gyakorisága ne haladja meg az egyet 100 másodpercenként. A küszöbértéket, az AE jelcsúcsok számát, az energiát, a MARSE-t, az amplitúdót és az egyéb szükséges jellemzőket a Vezérléstechnikában rögzített technológia szerint ellenőrzik.
Abban az esetben, ha az objektumok hidrotesztjét végzik, a berendezés felállításával kapcsolatos összes munkát azután kell elvégezni, hogy az objektumokat teljesen feltöltötték vízzel.
4.3. Objektum betöltése
Az előkészítő és beállítási munkák elvégzése után az objektum betöltődik. Az akusztikus emisszió szabályozása az objektum egy bizonyos előre kiválasztott értékre történő betöltésekor és a terhelés meghatározott szinten tartása során történik.
A vezérlő objektum belső nyomással való terhelésekor annak maximális értéke - (próbanyomás) legalább 5-10%-kal haladja meg a megengedett üzemi nyomást (üzemi terhelést), de nem haladhatja meg a következő képlettel meghatározott próbanyomást:
![]()
Ahol R- az edény tervezési nyomása, MPa (kgf / cm 2); - az edény anyagának, illetve elemeinek megengedett feszültségei 20 °C-on és tervezési hőmérsékleten, MPa (kgf/cm2); A\u003d 1,25 - minden edényre, kivéve az öntötteket; A= 1,5 - öntött edényeknél (4.6.3. - 4.6.5. bekezdés).
Ha a maximális próbanyomás megegyezik a próbanyomással, az üzemben lévő tárgyak tartási ideje nem haladhatja meg az 5 percet ("A nyomástartó edények tervezésére és biztonságos üzemeltetésére vonatkozó szabályok" 6.3.20. pontja), és újbóli teszteléskor legyártják Az objektumok kiválasztása a 4.3. táblázat szerint történik. (4.6.12. „A nyomástartó edények tervezésére és biztonságos üzemeltetésére vonatkozó szabályok”).
4.3. táblázat
|
Az edény falvastagsága, mm |
Tartási idő, min |
|
Legfeljebb 50 |
|
|
50-100 felett |
|
|
100 felett |
|
|
Öntött és többrétegű, falvastagságtól függetlenül |
Ha a maximális próbanyomás kisebb, mint a próbanyomás, az újonnan gyártott tárgyak tesztelésekor a tartási időnek legalább 10 percnek kell lennie.
Az olaj, olajtermékek és egyéb folyékony közeg tárolására szolgáló tartályok akusztikus kibocsátás-szabályozásánál a maximális terhelési értéket használják R spanyol = 1,05 R rabszolga.
A töltésre vizsgált tárgyak akusztikus emisszió-szabályozása során a tartási idejük a megengedett legnagyobb töltési szinten legalább két óra legyen.
A maximális próbanyomás kijelölésénél figyelembe kell venni az anyag jellemzőit, a vizsgálati tárgy üzemi körülményeit, a hőmérsékletet, a terhelés történetét.
A rakodást speciális berendezéssel végzik, amely növeli a terhelést - belső (külső) nyomást egy adott ütemterv szerint, amely meghatározza a terhelési sebességet, a terhelés alatti tárgy tartási idejét és a terhelések értékeit. Egy tipikus terhelési ütemezés példája a hivatkozásban található. A tipikus rakodási ütemtervtől való eltérés megengedett, a jegyzőkönyvben szereplő szükséges indoklás mellett.
Az objektum tesztjei előzetes és működő tesztekre oszlanak.
Az előzetes tesztek célja:
az összes berendezés teljesítményének ellenőrzése;
a zajszint tisztázása és a diszkriminációs küszöb kiigazítása;
dugók és tömszelence tömítések nyomáspróbája;
a súrlódáshoz kapcsolódó akusztikus sugárzás forrásainak azonosítása tárgyak felfüggesztési (csatlakozási) pontjain, támasztékok, szerkezeti merevítők stb.
Az előzetes vizsgálatokat ciklikus terhelés mellett, 0-0,25 tartományban végezzük R rabszolga. Burkolat és merevítők nélküli tárgyak esetében a terhelési ciklusok száma legalább 2, mások esetében legalább 5.
Javasoljuk, hogy a munkapróba során a terhelést szakaszosan hajtsák végre, 0,58 nyomástartással× R rabszolga 0,75 × R slave 1.0 × R rabszolga És R spanyol A tartási idő a köztes szakaszokban általában 10 perc.
A tárgyak betöltését zökkenőmentesen kell végrehajtani olyan sebességgel, amelynél nem lép fel a megengedett szintet meghaladó interferencia (lásd). Az ajánlott nyomásemelkedési sebességek:
R spanyol /60-R teszt /20 [MPa/perc].
A megadott minimumnál kisebb terhelési sebességgel is szabad vizsgálatokat végezni. Ezekben az esetekben a köztes expozíciók elhagyhatók.
A nagy térfogatú tartályok és tárolók akusztikus emisszió-szabályozása felügyeleti üzemmódban (folyamatos szabályozás), vagy speciális program szerint történik. A betöltési programot minden ilyen objektumhoz egyedileg állítják össze, és az oroszországi Gosgortekhnadzor által akkreditált szakértői szervezettel egyeztetik.
Töltőközegként víz, a tárgy munkafolyadéka folyékony közeg formájában (hidroteszt), valamint gáznemű közeg (pneumatikus teszt) használható.
Hidroteszt esetén a töltőfolyadékot az edény alsó részében, az edényt kitöltő folyadék szintje alatt elhelyezett elágazó csövön keresztül kell bevezetni.
A zaj és az interferencia szintjének csökkentése érdekében a vezérlés során fel kell függeszteni minden külső munkát magán a vezérlő objektumon és annak közelében. Ki kell zárni a szervizplatformokon való gyaloglást, a járművek mozgását, a hegesztési és szerelési munkákat, a közelben található emelő- és szállítószerkezetek működtetését.
Nagy hosszúságú vagy nagyméretű objektumok tesztelésekor megengedett az ellenőrzés szakaszonkénti végrehajtása. Az egyes szakaszok közötti intervallumnak legalább 24 órásnak kell lennie, a megrendelővel egyetértésben csak az objektum egy részét szabad irányítani.
Az újonnan gyártott, hegesztés utáni hőkezelésen nem átesett edények tesztelésekor lehetőség van a feszültségkiegyenlítés okozta, és a hibák kialakulásához nem kapcsolódó AE regisztrálására. Ezért az első töltés során általában csak azokat a jeleket veszik figyelembe, amelyek amplitúdója több mint 20 dB-lel meghaladja a küszöbszintet, valamint az expozíció során rögzített jeleket. Ha az első betöltéskor II. vagy III. osztályú AE források derülnek ki, vagy határozatlan eredményt kapunk, az edényt a második töltési ciklussal hiba nélkül meg kell tölteni, a terhelést a próbanyomás 50%-ról 100%-ára változtatva. Az AE-források osztályozási rendszerét a.
A terhelés során az erősítési utak érzékenységének megváltoztatása a változtatások pillanatának és értékének kötelező rögzítésével és az akusztikus emisszió-szabályozási jegyzőkönyvben megadott indoklással megengedett.
Ha a regisztrált AE forrás eléri a IV. osztályt, a vizsgálatokat határidő előtt leállítják. A teljes szám, az impulzusamplitúdó, az energia vagy a MARSE gyors (exponenciális) növekedése a meghibásodáshoz vezető felgyorsult repedésnövekedés indikátoraként szolgálhat. Az objektumot ki kell rakni, vagy le kell állítani a vizsgálatot, vagy tisztázni kell az AE forrását, és fel kell mérni a vizsgálatok folytatásának biztonságát.
A nyomás és a hőmérséklet regisztrálása (ha változik) a teher emelésének és leengedésének teljes ciklusa alatt történik. A nyomást folyamatosan ellenőrizni kell a maximális próbanyomás ±2%-án belül. Az analóg nyomásmérő skálája a próbanyomás 1,5-nél nem kisebb és legfeljebb 5-szöröse lehet, a digitális műszer hibája nem haladhatja meg a próbanyomás 1%-át.
4.4. Zajelemzés
Az akusztikus emisszió-szabályozás hatékonyságát befolyásoló fő tényező a zaj. A tárgyak akusztikus kibocsátásának ellenőrzése során figyelembe kell venni, hogy a fő zajforrások a következők:
folyadék fröccsenése az edénybe, amikor meg van töltve;
hidrodinamikai turbulens jelenségek nagy terhelési sebességnél;
szivattyúk, motorok és egyéb mechanikus eszközök működtetése;
az elektromágneses hangszedők működése;
környezeti hatások (eső, szél stb.).
A zaj ellenőrzési eredményre gyakorolt hatásának csökkentésére irányuló intézkedések megtételéhez szükséges a zaj típus szerinti elkülönítése. A zaj forrásától függően akusztikus (mechanikus) és elektromágneses zajra osztható. A zajjel típusától függően impulzusos és folyamatos jelekre oszthatók. A forrás helyétől függően külső és belső részekre oszthatók. A tesztelés előtt minden szivárgást meg kell szüntetni az ellenőrzött objektumban és a töltőrendszerben.
A minimális zajszint, amelyet az AE berendezés érzékenysége határoz meg, az AE konverter belső termikus zajához és az erősítő (előerősítő) bemeneti fokozatainak zajadatához kapcsolódik. A piezokerámiából készült érzékeny elemmel rendelkező AE jelátalakító belső termikus zaja nem haladhatja meg az 5 μV-ot. Az erősítő bemeneti fokozatainak zajértéke nem haladhatja meg a 6 dB-t. Ezért az AE berendezés belső zaja nem haladhatja meg a 10 μV-ot (U sha <10 мкВ), приведенных ко входу.
A folyamatos akusztikus vagy elektromágneses zaj szintje ( U w ) nem haladhatja megU sha +6 dB ( U w< U pórus = U sha + 6 dB). Itt U mivel - küszöb feszültség.
Ha ez a feltétel nem teljesül, akkor minden (műszaki és szervezési) intézkedést meg kell tenni a zajszint csökkentésére. Ha a zajt nem lehet a kívánt értékre csökkenteni, akkor le kell állítani az akusztikus kibocsátás szabályozását. Az ellenőrzés végrehajtása fokozott zaj mellett (azaz amikor az egyenlőtlenségU w > U sha + 6 dB) csak a szükséges AE források azonosításának lehetőségének tudományos és műszaki alátámasztásával lehetséges. Ebben az esetben a berendezés küszöbszintjének értéke meghaladhatja a 20 μV értéket, azaz.U majd > U w >20 µV.
Az impulzuszaj (interferencia) határértékei a vizsgálatok elvégzésének körülményei alapján kerülnek meghatározásra. Javasoljuk, hogy az impulzuszaj rögzítésének átlagos frekvenciája ne haladja meg a 0,01 Hz-et (azaz.F pom < 0,01 Гц). При невозможности уменьшения частоты регистрации импульсных помех до требуемого значения необходимо прекратить проведение акустико-эмиссионного контроля. Проведение контроля в условиях повышенной частоты регистрации импульсных помех (т.е. при выполнении неравенства F pom > 0,01) csak a szükséges AE-források azonosításának lehetőségének tudományos és műszaki alátámasztásával lehetséges.
Az elektromágneses interferencia hatását árnyékolással, speciális rádióelemekkel (differenciálérzékelők és erősítők, szűrők stb.), valamint kapuzó berendezések alkalmazásával csökkentik az interferencia időtartamára.
Minden zajt azonosítani kell, minimálisra kell csökkenteni, és paramétereit rögzíteni kell. A berendezés beállítása után és az üzemi teszt elvégzése előtt a háttérzajt 15 percig ellenőrzik, aminek a megállapított küszöbérték alatt kell lennie. A küszöbértéket meghaladó zajok regisztrálásakor a zajforrást ki kell zárni, vagy a tesztet le kell állítani.
Az AE források helyét a megadott (a Vezérléstechnikában) pontossággal kell meghatározni akár többcsatornás helymeghatározó rendszerrel, akár zónavezérléssel. Az AE jelforrások koordinátáit a síkbeli helymeghatározási módban határozzuk meg, pl. a forrás mélysége nincs meghatározva.
A többcsatornás elhelyezés pontossága nem lehet kisebb, mint a két falvastagságnak megfelelő érték vagy az AE jelátalakítók közötti távolság 5%-a, attól függően, hogy melyik a nagyobb.
A koordináták számítási hibáit a jel jelátalakítókhoz való érkezési idejének mérésének hibái határozzák meg. A hibaforrások a következők:
időintervallumok mérési hibája;
a valós és az elméletileg elfogadott terjedési utak közötti különbség;
az anizotrópia jelenléte a jel terjedési sebességében;
a jel alakjának megváltozása a szerkezeten keresztüli terjedés következtében;
a jelek időbeni szuperpozíciója, valamint több forrás működése;
különböző típusú hullámok konverterekkel történő regisztrálása;
hiba a hangsebesség mérésében (beállításában);
hiba az AE jelátalakítók koordinátáinak beállításában.
A zónavezérlés során a szabályozott terület értékét az AE jelátalakító körüli tárgyfelület határa határozza meg, amelynél a határról az AE jelátalakítóra átmenő jel csillapítása nem haladja meg a 20 dB-t.
Az objektum betöltése előtt egy szimulátor segítségével megbecsülik a koordináták meghatározásának hibáját. Az objektum kiválasztott pontjára telepítik, és a koordinátarendszer leolvasásait összehasonlítják a szimulátor valós koordinátáival. Ebben az esetben a szimulált jel amplitúdója a tesztobjektum előzetes vizsgálata eredményeként meghatározott várt tartományon belül változik. A művelet megismétlődik az objektumstruktúra különböző zónáira. Abban az esetben, ha a koordináta-meghatározási hiba nem felel meg a megadott értéknek, meg kell határozni a fent jelzett fő hibaforrásokat, és módosítani kell a szabályozási paramétereket (a jelátalakítók elhelyezkedésének konfigurációjának megváltoztatása, a jelátalakítók közötti távolság stb).
5. Adatok felhalmozása, feldolgozása és elemzése
Az ellenőrzés során az adatokat azonnal összegyűjtjük és feldolgozzuk. A vezérlőrendszernek biztosítania kell a IV. osztálynak (katasztrofálisan aktív forrás) megfelelő AE forrás regisztrálását és jelzését valós időben. Az objektum ellenőrzése után az adatok utólagos feldolgozása, elemzése teljes körűen megtörténik.
Az adatgyűjtés az AE jelek paramétereinek kiválasztása után történik. Digitális felvevők jelenlétében az AE jelek tárolásra kerülnek a folyamat későbbi elemzése céljából.
Az adatok feldolgozását és elemzését az AE-források választott osztályozási rendszere és a monitoring eredményeinek értékelési kritériumai határozzák meg. Az összes regisztrált AE jelet AE forrásokra osztják, attól függően, hogy hol vannak a vezérelt objektumban. A forrásokat paramétereik értékétől függően osztályozzák.
Az AE források értékelése szakaszosan történik, a töltési módtól és a vezérlésre fordított időtől függően. Az egyes szakaszok nem haladhatják meg a 4 órás folyamatos megfigyelést. A teljes akusztikus kibocsátás-szabályozás időtartama nincs szabályozva.
A zónavezérlést olyan esetekben alkalmazzák, amikor lehetetlen vagy nem megfelelő az AE-források koordinátáinak meghatározása.
Ennek a megközelítésnek a használatához előzetesen elkészítik az adott kritérium kiválasztásához és alkalmazásához szükséges kezdeti információkat;
az adatfeldolgozást az akusztikus kibocsátáscsökkentő rendszerben szereplő számítógépen kell elvégezni.
Az információfeldolgozó programnak biztosítania kell az AE jelforrások elhelyezkedését a jelek AE jelátalakítókhoz való megérkezésekor vagy amplitúdó szerint, és a helyzetüket az AE forrás jelzései formájában a helytérképen (és az ellenőrzés folyamatában) kell megjelenítenie. - a kijelzőn).
A helytérképen az AE jelzések fokozott koncentrációjú zónáit (klasztereit) különböztetik meg, amelyek együttesen alkotják az AE forrás teljes képét.
Összehasonlítják a kapott zónák elhelyezkedését és az objektum technológiai topológiáját, hogy elkülönítsék a lehetséges mechanikai zajforrásokat, amelyek nem társulnak a hibák kialakulásához, az AE forrásoktól.
Az AE-jelzések koncentrációs zónáira vonatkozó információk rögzítése és feldolgozása beágyazott programok segítségével történik az egyes kiválasztott zónák előírt grafikonjainak elkészítéséhez és az AE-források osztályozásához.
6. Az ellenőrzési eredmények értékelése
A kapott jelek feldolgozása után az ellenőrzési eredményeket azonosított és osztályozott AE források formájában mutatjuk be.
Az akusztikus emisszió-szabályozás eredményei alapján történő döntés meghozatalakor olyan adatokat használnak fel, amelyeknek tartalmazniuk kell az összes AE-forrásról, azok osztályozásáról és azokról az AE-forrásokról, amelyek paraméterei meghaladják a megengedett szintet.
Az AE-forrás megengedett szintjét az előadó határozza meg, felkészülve egy adott objektum akusztikus emisszió-szabályozására.
Az AE-források osztályozása a következő jelparaméterekkel történik: teljes szám, impulzusok száma, amplitúdó (amplitúdó-eloszlás), energia (vagy energiaparaméter), számlálási sebesség, aktivitás, AE-források koncentrációja. Az osztályozási rendszer tartalmazza a vezérelt objektum és az idő betöltési paramétereit is.
Az azonosított és azonosított AE forrásokat négy osztályba kell osztani - I., II., III. és IV.
1. osztályú forrás – passzív forrás;
osztályú forrás - aktív forrás;
osztályú forrás - kritikusan aktív forrás;
A IV. osztályú forrás katasztrofálisan aktív forrás.
Javasoljuk, hogy egy adott objektum akusztikus emisszió-szabályozása során minden alkalommal válassza ki az AE-források osztályozási rendszerét és a források elfogadható szintjét (osztályát), a megadott adatok felhasználásával. Egyes külföldi szabályozási és műszaki dokumentumokban más osztályozási rendszereket is elfogadnak ().
|
1. forrás osztály – (passzív) |
regisztráljon, hogy elemezze későbbi fejlődésének dinamikáját. |
|
II. osztályú forrás – (aktív) |
|
|
III. osztályú forrás – (kritikusan aktív) |
1) ezen ellenőrzés végrehajtása során regisztrálja és figyelemmel kíséri a helyzet alakulását; |
|
2) intézkedjen az esetleges teherleválasztásra. |
|
|
IV. osztályú forrás – (katasztrofálisan aktív) |
1) azonnal csökkentse a terhelést 0-ra, vagy arra az értékre, amelynél az AE-forrás osztálya a II. és az I. osztályba csökken; |
|
2) a terhelés feloldása után az objektumot megvizsgálják, és ha szükséges, más módszerekkel ellenőrzik. |
Az AE források minden magasabb osztálya magában foglalja az összes alacsonyabb osztályú forráshoz meghatározott művelet végrehajtását.
Az objektum műszaki állapotának az akusztikus emissziós vizsgálatok eredményei alapján történő pozitív értékelése vagy a regisztrált AE források hiánya esetén további roncsolásmentes vizsgálati típusok alkalmazása nem szükséges. Ha az akusztikus emissziós vizsgálat eredményeinek értelmezése bizonytalan, további roncsolásmentes vizsgálati típusok alkalmazása javasolt.
Az azonosított AE-források és jelzések elfogadhatóságának végső értékelése további roncsolásmentes vizsgálati típusok alkalmazásakor a hibák mért paramétereinek felhasználásával történik a törésmechanikai normatív módszereken, a szerkezetek szilárdságának számítási módszerén és más meglévő szabályozási dokumentumokon alapulva.
7. Dokumentáció
ellenőrzési eredmények
Az akusztikus emisszió-szabályozás eredményeit jelentési dokumentumokban kell szerepeltetni - jelentésben, jegyzőkönyvben és következtetésben, amelyet az előadó - az akusztikus emisszió-ellenőrzést végző szervezet - készít. A jegyzőkönyv és a következtetés a jelentés részét képezi, önálló dokumentumként is felhasználható. Az azonos típusú objektumok vizsgálati eredményei alapján az ügyfélnek egyetlen jelentést lehet bemutatni, amely tartalmazza a vezérlőobjektumok regisztrációs számát.
A jelentést az ügyfél kérésére adjuk ki. Az oroszországi Gosgortekhnadzor területi szerve képviselőjének kérésére a jelentési dokumentumokat be kell nyújtani az oroszországi Gosgortekhnadzor szervéhez. Az elvégzett akusztikai emissziós vizsgálat eredményeivel kapcsolatos jegyzőkönyv vagy egyéb anyagok harmadik személynek (jogi személy vagy magánszemély) átadása csak a megrendelő engedélyével lehetséges.
Az akusztikus emissziós vizsgálat eredményeiről szóló jelentésnek átfogó adatokat kell tartalmaznia az akusztikai emissziós vizsgálat előkészítéséről és lefolytatásáról, valamint olyan információkat, amelyek lehetővé teszik az objektum állapotának felmérését, valamint az előadó és a szakértők besorolásának megerősítését. elvégezte az ellenőrzést, amely alapján megítélhető az eredmények megbízhatósága.
Az akusztikai emissziós vizsgálati eredményekről készült jegyzőkönyv tartalmára vonatkozó követelményeket a hivatkozás tartalmazza. A jegyzőkönyv és a következtetés formáit a kötelező mellékletek és (illetve) adják meg.
Az objektum akusztikai emisszió-szabályozásával kapcsolatos minden anyagot (munka, huzat stb.), valamint a jelentési dokumentumokat a vállalkozónak legalább 10 évig meg kell őriznie, vagy az objektum ismételt akusztikai ellenőrzéséig. Az objektum ismételt akusztikus kibocsátásának egy másik vállalkozó általi ellenőrzése során az elsődleges anyagokat és a jelentési dokumentumokat a megrendelő kérésére teljes egészében át kell adni neki.
8. Biztonsági követelmények a
ellenőrzés
Az akusztikai emisszió-szabályozás végrehajtásakor be kell tartani a munkavégzés műszaki biztonságára vonatkozó követelményeket a jelenlegi szabályozási dokumentumoknak megfelelően, beleértve a GOST 12.1.019-79 szabványt. "SSBT. "Elektromos biztonság. Általános követelmények", A fogyasztók villamos berendezéseinek üzemeltetésére vonatkozó szabályok és a 4.6. "Nyomástartó edények kialakításának és biztonságos üzemeltetésének szabályai" pont.
9. Felelősség a követelmények megsértéséért
Akusztikus kibocsátás szabályozási szabályok
9. szakasz
(Kizárva,változás 1. sz )
1. számú melléklet
(Tájékoztató)
Az akusztikus emisszió szabályozásának eredményeit a regisztrált akusztikus emissziós források (AE) listája formájában mutatjuk be, az AE paraméterek értékétől függően egy adott osztályhoz hozzárendelve. Az ilyen értékelést minden AE jelforrásra elvégezzük. A vezérelt objektum állapotának értékelése az egyik vagy másik osztályba tartozó AE-források jelenléte alapján történik a vezérelt objektumban.
Az AE-források osztályozására szolgáló specifikus rendszerek és az objektumok állapotfelmérésének kritériumai az ellenőrzött objektumok anyagainak mechanikai és akusztikai-emissziós tulajdonságaitól függenek. Az osztályozási rendszer és az objektum állapotának értékelésére szolgáló kritériumok kiválasztása a következő osztályozási rendszerek és kritériumok alapján történik a vezérelt objektum állapotának értékelésére. Más osztályozási rendszerek és értékelési kritériumok (és az AE jelparaméterek megfelelő értékei, amelyek meghatározzák a forrásosztályokat és az értékelési kritériumokat) használata megengedett, ha ezek alkalmazása indokolt.
A választás az akusztikus emissziós vizsgálat elvégzése előtt történik, és rögzítésre kerül a jelen dokumentum alapján kidolgozott vagy azzal összhangba hozott Control Technology-ban. Ezt követően az előadó elvégzi a megfelelő hardverbeállításokat és (ha szükséges) kifejleszti a szükséges szoftverterméket.
P 1.1. Amplitúdó kritérium [MP 204-86]
Számítsa ki az átlagos amplitúdót! A cf legalább három impulzus egyedi As amplitúdóval minden AE forráshoz a kiválasztott megfigyelési intervallumhoz. Az amplitúdó korrigálása az AE jelek csillapításának figyelembevételével történik az anyagban való terjedésük során.
Az előkísérletek során a megengedett amplitúdó határértékét határozzák meg A t :
Ahol U mivel - az amplitúdó megkülönböztetés küszöbértéke, A c a küszöbérték túllépésének értéke az AE jel által, amely megfelel az anyagban lévő repedés növekedésének, BAN BEN 1 és BAN BEN 2 - a kísérletből meghatározott együtthatók. Ezen együtthatók értéke 0-1 tartományban van.
A források az alábbiak szerint vannak osztályozva.
I. osztályú forrás - olyan forrás, amelyre az átlagos impulzusamplitúdót nem számították ki (háromnál kevesebb impulzust kapott a megfigyelési intervallum alatt);
osztályú forrás - olyan forrás, amelyre a következő egyenlőtlenség igaz: A Házasodik< A t
III. osztályú forrás - olyan forrás, amelyre a következő egyenlőtlenség igaz: A vö > A t
IV. osztályú forrás - olyan forrás, amely legalább három regisztrált impulzust tartalmaz, amelyekre a következő egyenlőtlenség teljesül: A vö > A t .
Konkrét értékek A t , BAN BEN 1 és BAN BEN 2 függenek az ellenőrzött objektum anyagától, és előzetes kísérletekben határozzák meg.
P 1.2. Integrál kritérium [MP 204-86]
Minden zónára az AE jelforrások aktivitását a következő kifejezéssel számítjuk ki:
![]()
 k
= 1, 2 +, NAK NEK
k
= 1, 2 +, NAK NEK
Események száma k-adik paraméterbecslési intervallum;
események száma k+1. paraméterbecslési intervallum;
k- a paraméterbecslési intervallum száma.
A megfigyelési intervallum fel van osztva k paraméterbecslési intervallumok.
Értékelés készítése:
F<<1,
F= 1,
F>1.
Számítsa ki a relatív erősséget! Jk AE forrás minden regisztrációs intervallumban
![]()
Ahol A k- az intervallum átlagos forrásamplitúdója k;
AK- az összes AE forrás átlagos amplitúdója az egész objektumban, az intervallumra elemzett forrás kivételével k;
W- előkísérletekben meghatározott együttható.
|
Jk<1 |
J k >1 |
Jk ³ 1 |
|
|
F£ 1 |
|||
|
F=1 |
|||
|
F>1 |
P 1.3. Helyi dinamikus kritérium [MP 204-86]
Az értékelés valós időben történik, a következő AE paraméterek használatával:
A kiugró értékek száma a következő eseményben;
A kiugró értékek száma az előző eseményben, vagy;
A következő esemény energiája;
Az előző esemény energiája.
Az energia helyett egy paraméter használható - az amplitúdó négyzete.
Minden eseményhez a következő értékeket számítjuk ki:
Vagy

Ahol - a külső paraméter értéke a következő esemény regisztrálásakor (ha az időt használjuk paraméterként, akkor ez a megfigyelési intervallum kezdetétől számított időintervallum);
A külső paraméter értéke az előző esemény regisztrálásának pillanatában (ha időt használunk paraméterként, akkor ez a megfigyelési intervallum kezdetétől számított időintervallum).
I osztály -
II osztály -
III osztály -
IV osztály -
P 1.4. Integrált-dinamikus kritérium [standard NDIS 2412-80, Japán]
P 1.4.1. Minden forráshoz határozza meg a koncentrációs együtthatót VAL VEL:
ahol R az AE forrás átlagos sugara.
P 1.4.2. Minden egyes forrás esetében meghatározzák a teljes energiát:
![]()
P 1.4.3. A paragrafusok szerint. P 1.4.1. és P 1.4.2. becsülje meg a pont helyzetét a síkon az IgC - lgE koordinátákban (P 1.4.1. táblázat). A forrás rangja be van állítva. A határoló vonalak helyzetét előzetes kísérletekkel határozzuk meg.
P táblázat 1.4.1.

1.4.4. Alakítsa ki az értéket R, amely a forrás energiafelszabadulási dinamikáját jellemzi a megfigyelési intervallumon keresztül:
 k = 1, 2 +, K.
k = 1, 2 +, K.
P . 1.4.5. A forrás típusa a táblázat szerint van beállítva. 1.4.2.
P táblázat 1.4.2.
|
R |
típus |
|
R£ 1 |
|
|
P<1 |
|
|
P=1 |
|
|
P>1 |
1.4.6. A forrás osztályozása a táblázat szerint történik. P 1.4.3.
P táblázat 1.4.3.
|
típus |
Rang |
|||
P 1.5. ASME kód kritériumai.
Az ellenőrzési eredmények értékelése a P 1.5. táblázat szerint történik. A paraméterek konkrét értékei a szabályozási feltételektől, a vezérelt objektum anyagától és állapotától függenek.
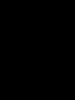
P 1.6 AE források osztályozási rendszere a technológiábanMONPAC
Az AE-források osztályokba vannak osztva a "teljesítményindex" és a "történelmi index" paraméterek értékei szerint. "Power Index" S az av meghatározása:
![]()
Ahol S oi az i-edik esemény jelerőssége, amely kétszerese az AE impulzus burkológörbe alatti területének.
![]() .
.
A történelmi indexet a következő kifejezés határozza meg:

Az egyes regisztrált AE-impulzusok indexértékeinek kiszámítása után a forrásokat a P 1.6 táblázat szerint osztályozzuk, ahol a következő osztályozást alkalmazzuk.
|
AE forrásosztály |
AE forrás leírása |
|
Kisebb forrás – a jövőbeni vizsgálatok során figyelembe kell venni. |
|
|
A forrást nyilvántartásba veszik a jövőbeni vizsgálatok során, és megvizsgálják az objektum felületét, hogy azonosítsák a felületi hibákat, például korróziót, lyukakat, repedéseket stb. |
|
|
A forrás olyan hiba jelenlétét jelzi, amely az akusztikus emissziós vizsgálati adatok utólagos elemzését, ismételt akusztikus emissziós vizsgálatot vagy más módszerekkel végzett vizsgálatot igényel. |
|
|
A forrás jelentős hiba jelenlétét jelzi, amely utólagos ellenőrzést igényel más módszerekkel. |
|
|
A forrás egy nagy hiba jelenlétét jelzi, amely megköveteli a terhelés azonnali leállítását és más módszerekkel történő ellenőrzést. |
táblázat P 1.5
A ZÓNA HELYEZÉSÉNEK BÍRÁLATI KRITÉRIUMAI*
|
Emisszió terheléstartás közben |
Számlálási arány |
Impulzusok száma |
A nagy amplitúdójú impulzusok száma |
MARSE vagy amplitúdó |
Tevékenység |
Küszöb, dB |
|
|
Első töltés Hegesztés után nem hőkezelt nyomástartó edények |
Nem több, mint impulzusok egy alkalommal |
Nem használt |
Nem használt |
A MARSE vagy az impulzus amplitúdója nem növekszik a terhelés hatására |
Az aktivitás nem növekszik a terhelés hatására |
||
|
Egyéb nyomástartó edények |
Nem több, mint a pulzusok száma |
Kevesebb, mint a PAE-nkénti kibocsátás adott terhelésnövekedés mellett |
Nincs több impulzus a beállított amplitúdó felett |
Nincs több impulzus a beállított amplitúdó felett |
A MARSE vagy az impulzus amplitúdója nem növekszik a terhelés hatására |
Az aktivitás nem növekszik a terhelés hatására |
Jegyzet:
A. E H, N T, E T és E A - az AE paraméterek megadott megengedett értékei.
B. V TH egy adott küszöb.
B. T H a megadott áztatási idő.
* ASME kód szerint
P 1.7. A folyamatos AE kritériuma.
A folyamatos AE regisztrálása, amelynek szintje meghaladja a vezérlőrendszer küszöbszintjét, azt jelzi, hogy az ellenőrzött objektum falában szivárgás van. A folyamatos AE kritériuma szerint a helyzet a következőképpen osztályozható:
I - nincs folyamatos AE;
IV - folyamatos AE nyilvántartása.
Az AE-források osztályozási diagramja a technikában MONPAC

H - történelmi index
2. melléklet
(Tájékoztató)
1. GOST 27655-88. akusztikus emisszió. Kifejezések, meghatározások és megnevezések.
13. A technológiai vezetékek építésének és biztonságos üzemeltetésének szabályai. PB 03-94. Jóváhagyva az oroszországi Gosgortekhnadzor 11. sz. határozatával, 95.03.02.
14. A hűtőrendszerek tervezésének és biztonságos üzemeltetésének szabályai. M.: 1991.
15. A fogyasztók elektromos berendezéseinek műszaki üzemeltetésének szabályai és a fogyasztói villamos berendezések üzemeltetésére vonatkozó biztonsági előírások"..: 1986.
16. ASTM E 569-91 "Szabványos gyakorlat a szerkezetek akusztikus emissziójának megfigyelésére ellenőrzött ingerlés során".
17. ASTM E 1316-94 "Az akusztikus emisszióra vonatkozó kifejezések szabványos meghatározásai".
18. ASTM E 650-92 "Szabványos útmutató piezoelektromos akusztikus emissziós érzékelők felszereléséhez".
19. ASTM E 750-93 "Standard Practice for Characterizing Emission Instrumentation".
20. ASTM E 1106-92 "Akusztikus emissziós érzékelők elsődleges kalibrálásának szabványos módszere".
21. ASTM E 1139-92 "Szabványos gyakorlat a fémnyomás határaiból származó kibocsátás folyamatos ellenőrzésére".
22. ASME 1419-91. "Tesztmódszer a varrat nélküli, gázzal töltött, nyomástartó edények akusztikus kibocsátással történő vizsgálatára".
23 ASME. "Javasolt szabvány az akusztikus emisszió vizsgálatára a nyomás alkalmazása során" E 00096 (1975).
24 ASME. "Akusztikus emissziós vizsgálat alkalmazása a radiográfia helyett", 1968. kódszámú ügy, VIII. szakasz, 1. rész (1982).
25 ASME. "Fémedények akusztikus kibocsátásának vizsgálata nyomásvizsgálat során" 12. cikk, A. alszakasz, V. szakasz, Kazánok és nyomástartó edények szabályzata (1988. decemberi kiegészítés és későbbi kiadások).
26 ASME. "Akusztikai kibocsátás egymást követő vizsgálatokhoz. XI. szakasz, 1. rész", N-471. sz. sz. kiegészítés. 5, Code Cases 1989 Edition, Nuclear Components, Boiler and Pressure Vessel Code. Jóváhagyás dátuma: 1990. április 30.
27 ASME. "Akusztikus kibocsátás a nyomástartó edények folyamatos ellenőrzéséhez", 13. cikk, V. szakasz, Kazánok és nyomástartó edények kódexe.
28.NDIS 2412-1980. "Nagy szakítószilárdságú acélból készült gömbnyomású edények akusztikus kibocsátásának vizsgálata és a vizsgálati eredmények osztályozása".
29. Fowler T.J., Blessing J.A., Conlisk P.J., Swanson T.L. A MONPAC rendszer. Journal of Acoustic Emission, 1989, 8. kötet, 3. szám, 1-8.
3. függelék
(Tájékoztató)
TARTALMI KÖVETELMÉNYEK
ELLENŐRZÉSI JELENTÉS
A Jelentés összes része fel van sorolva.
2. Bevezetés.
Olyan információkat közölnek, amelyek megelőzik az akusztikus kibocsátás-szabályozás végrehajtására vonatkozó megállapodást, és alátámasztják egy adott objektum akusztikus kibocsátás-szabályozásának szükségességét.
3. Az ellenőrzés tárgya.
Minden olyan adat megadva van, amely befolyásolhatja az akusztikus emissziós vizsgálat eredményeit. Leírják a vizsgált elemet, beleértve az anyagot, a gyártási módot, a gyártó nevét, a működés rövid történetét, beleértve az üzemelési és hibaállapotokat, valamint a terheléscsökkentési műveletekre vonatkozó adatokat a tesztelés előtti lazítás érdekében.
Az edény vázlatos rajza vagy a gyártó rajza megadja az AET méreteit és helyzetét.
4. Ellenőrzési feltételek.
Leírják az akusztikus kibocsátás szabályozásának feltételeit, beleértve a környezeti feltételeket, az akusztikus zaj szintjét, a rezgéseket és az elektromágneses interferenciát. Meg van adva a felhasznált munkaközeg (vizsgálati folyadék vagy gáz), a munkaközeg hőmérséklete, a környezet és a tárgy anyaga. Intézkedések az interferencia szintjének csökkentésére. A szokatlan jelenségeket és bármit, ami befolyásolhatja az akusztikus emissziós vizsgálat eredményeit.
5. Felkészülés az akusztikus kibocsátás szabályozására.
Az akusztikus emissziós vizsgálatra való felkészüléssel kapcsolatos összes tevékenység leírásra kerül. A teszteléshez minden előkészítési művelet megadva van, beleértve az objektum előkészítését, az AE jelátalakítók számának megválasztásának indoklását és az AE átalakítók elrendezését, valamint az átalakítók elrendezésének technológiai műveleteit, a hullámcsillapításra vonatkozó adatokat.
6. AE források osztályozási rendszere és elutasítási kritériumai.
Leírják az objektum akusztikus kibocsátásának szabályozásához kiválasztott kritériumokat. Megadjuk az adott típusú kritériumok és azok értékeinek kiválasztásának indoklását. Megadjuk az AE-források osztályozását és az operátorok tevékenységét az egyik vagy másik osztályba tartozó AE-forrás regisztrálásakor.
7. AE berendezések.
A berendezés kiválasztása megalapozott, és a kiválasztott AE berendezések minden lényeges paramétere megadva van. Az akusztikus kibocsátás-szabályozás műszaki eszközeinek teljes leírása megtalálható, beleértve a gyártó nevét, a modellszámokat, a használt átalakítók típusát és számát, a rendszer erősítését, a berendezés belső elektronikus zajszintjét, a berendezés kalibrálási technikáját. , és az utolsó kalibrálás dátuma. Az AE jelátalakítók leírása tartalmazza a gyártót, az AE jelátalakító típusát és paramétereit, a gyártási évet és a sorozatszámokat, valamint az AE jelátalakító kalibrálási eljárását.
Az erősítési tényezők értékei és a berendezések paramétereinek változásai a tesztek során a táblázatban találhatók.
asztal
8. Az AE berendezés beállítása.
A csatornák és az összes berendezés beállításához szükséges vezérlési paraméterek és műveletek megválasztását indokolják.
9. Technológia ellenőrzése.
Az objektum vezérlésére közvetlenül használt speciális technikák vannak megadva. Az akusztikus emisszió-szabályozás előtt elkészített Szabályozási Technológiától való minden eltérést és az eltéréseket okozó okokat feljegyezzük. Javasoljuk, hogy a p.p.-re vonatkozó adatokat beépítsék a Vezérléstechnikába. melléklet 4-10.
10. Akusztikai emisszió szabályozás elvégzése.
Leírják az akusztikus kibocsátás szabályozásának folyamatát és a kezelők tevékenységét. Az akusztikus emisszió vizsgálata során közvetlenül felmerülő helyzetek elemzése kerül bemutatásra.
Adott:
előre elkészített rakodási ütemterv, és egy valóban megvalósított ütemezés (rakodási sebesség, tartási idők és terhelési értékek). Az eltérések okait, ha vannak, feltüntetik;
a vizsgálati adatok korrelációja az elfogadási kritériumokkal;
az objektum vázlata vagy rajza, amely jelzi azon zónák helyzetét, amelyek nem felelnek meg az elutasítási kritériumnak;
bármilyen szokatlan jelenség vagy megfigyelés a tesztelés során.
11. Az akusztikai emissziós vizsgálatok eredményeinek feldolgozása, bemutatása.
A jelentés a következőket tartalmazza:
érettségi térkép;
akusztikus kibocsátás-ellenőrző kártya;
táblázat az AE források leírásával;
grafikai anyag, amely tükrözi az AE források viselkedését a betöltés során.
A kalibrációs térkép egy sematikus szkennelés az objektumról, amely jelzi az érzékelők és az AE jelszimulátorok helyzetét és a kalibrálási eredményeket. Ez az akusztikus emisszió-szabályozási protokollban van megadva.
Az akusztikus emisszió szabályozási térkép az objektum diagramja, amely a következőket jelzi:
az AE jelátalakítók helyzete a megfelelő számozással (csoportszám / jelátalakító száma);
a fő szerkezeti elemek helyzete (merevítő bordák, elágazó csövek, hegesztési varratok stb.);
más módszerekkel azonosított hibák helye.
Az AE folyamat dinamikáját tükröző grafikus anyagot függőségi gráfok formájában kell bemutatni.
A kontroll során azonosított AE összes forrását ismertetjük. Az egyik kritériumot kell használni az AE azonosított forrásainak értékeléséhez. Veszélyességük mértékét a választott osztályozási rendszer szerint értékelik.
Minden olyan forrás kiemelésre kerül, amelyről úgy tűnik, hogy nem felel meg a vezérelt objektum további működéséhez szükséges követelményeknek (a kiválasztott jellemzőknek és az elutasítási kritériumoknak megfelelően).
12. Az akusztikus kibocsátás ellenőrzését végző személyzet.
Az akusztikai emisszió-szabályozást végző szakemberek listája. Megadják besorolásuk szintjét, hol és mikor szerezték meg a jogosítványt, ki állította ki a képesítési bizonyítványt. Beszámolnak a szakirányítók tapasztalatairól és az általuk ellenőrzött objektumok számáról.
13. Következtetések az akusztikus emisszió-szabályozás eredményeiről.
Az akusztikus emisszió-szabályozás eredményeire vonatkozó következtetést a megadott formában hajtjuk végre. Az akusztikus kibocsátás-szabályozási adatokat a helyszíni nyilvántartásokkal együtt kell megőrizni.
14. Az ellenőrzés végrehajtása és a jelentés elkészítése során használt fogalmak.
16. Pályázatok. A mellékleteknek tartalmazniuk kell a jegyzőkönyvet és az akusztikus emisszió-ellenőrzés eredményeire vonatkozó következtetést (a jegyzőkönyv és a következtetés formanyomtatványait a 4. számú melléklet és jelen dokumentum tartalmazza).
Az elvégzett akusztikai emisszió-ellenőrzés következtetése alapján az objektumért felelős személy az ellenőrzött objektum útlevelébe rögzíti az objektum műszaki állapotát és a következő ellenőrzés időpontját.
2. Ellenőrzést végző szervezet: ___________________________________________________
3. Adatok az objektumról:
gyártó _________________________________________________________________________;
útlevél ___________;
üzembe helyezés dátuma ____________________________;
anyagminőség ____________________________;
GOST (TU) _________________________________;
gyártási módszer ___________________________________________________________________;
falvastagság ____________________________ mm;
belső átmérő _____________________________________ mm;
az ellenőrzött zóna méretei ________________________________________________ m;
üzemi nyomás _________________________ MPa (______________________________ kgf/cm);
munkakörnyezet ________________________________________________________________;
üzemi hőmérséklet ____________________________________°С;
felületi állapot _____________________________________________________________;
mágneses tulajdonságok ______________________________;
hullámcsillapítási jellemzők __________________________________________________________;
az edény vázlata, amely feltünteti az AE jelátalakítók méreteit és elhelyezését (mellékletben).
4. További információk az objektumról __________________________________________________
_____________________________________________________________________________
5. Típus és vizsgálati feltételek ____________,
munkatest _______________________, (hidraulikus vagy pneumatikus)
a _______________ tárgy és a környezet hőmérséklete
környezet _______________,
rakodóberendezés márkája: _____________________________________________________,
próbanyomás ____________________________ MPa (_________________ kgf / cm 2),
6. Betöltési görbe paraméterei:
(betöltési sebesség ____________________, tartási idő _________________________,
terhelések értéke záridőnél __________________________________________________)
_____________________________________________________________________________
7. Az AE berendezés típusa és jellemzői, beleértve a gyártó nevét,
modell és készülék száma _________________________________________________________________
_____________________________________________________________________________
_____________________________________________________________________________
_____________________________________________________________________________
8. A jelátalakítók száma és típusa: _________________________________________________________
_____________________________________________________________________________
_____________________________________________________________________________
9. Kapcsolattartási környezet: ________________________________________________________
10. Az AE berendezés működési módja és teljesítményének ellenőrzése a tesztelés előtt
és tesztelés után):
előerősítés __________________ dB
(_________ dB);
fő nyereség a csatornákon ___________ dB
(____________);
a csatornák szerinti megkülönböztetés szintje _______________ dB
(____________ µV);
önzajszint (a bemenetre csökkentve
előerősítő): _____________ dB (_____________________ μV);
működési frekvenciasáv: __________-_____________ kHz.
11. A berendezések paramétereinek megváltoztatása a tesztek során: ________________________________
12. Pályázati lista:
vázlat a vezérlés tárgyáról és az elrendezésről
AE konverterek;
rakodási ütemterv;
Az AE regisztráció eredményei (______________________________________________________ ábra)
Alapvető információk az ellenőrzés eredményeiről:
(beleértve a források leírását és osztályonkénti megoszlását - "passzív",
"aktív", "kritikusan aktív", "katasztrófálisan aktív" - és kritériumok).
______________________________________________________________________________
______________________________________________________________________________
A felmérést elvégezték:
az akusztika üzemeltetői
kibocsátás-szabályozás
aláírás vezetéknév
I. képesítési szint __________________ (______________________)
aláírás vezetéknév
I. képesítési szint __________________ (______________________)
aláírás vezetéknév
Ellenőrzés tárgya: __________________________________________________________________
Ki végezte az ellenőrzést: ____________________________________________________________
Részletes információ az elvégzett akusztikus emisszióról
ellenőrzés szerepel a jelentésben.
A hidro-(pneumo) alatti akusztikus emisszió szabályozás eredményeként
az objektum tesztelése a következőket tárta fel ("passzív", "aktív",
„kritikusan aktív”, „katasztrófálisan aktív”) akusztikai források
kibocsátás, amely alapján a következő következtetést vonták le: ____________________________
_____________________________________________________________________________
_____________________________________________________________________________
_____________________________________________________________________________
_____________________________________________________________________________
_____________________________________________________________________________
A tanulmány magában foglalja a műszaki dokumentációból, referenciakönyvekből és egyéb szakirodalomból származó referenciaadatok beszerzését, valamint speciális laboratóriumi vagy ipari kísérletek elvégzését.
Irányító végrehajtó
Az akusztikus kibocsátás szabályozását végző szervezet. Megfelel az ISO 9004-2 szabvány "beszállító" (szolgáltató szervezet) kifejezésének
Ügyfélvezérlés
Akusztikus emisszió vizsgálatát megrendelő szervezet. Megfelel az ISO 9004-2 szabvány "ügyfél" kifejezésének
Az objektum tulajdonosának vezérlése
Az irányítás tárgyát birtokló szervezet
Az akusztikus emisszió szabályozásának módszere
Technológiai műveletek paramétereik feltüntetésével egy adott objektum akusztikus kibocsátásának szabályozásához
Az AE jelátalakító érzékelő eleme
A jelátalakító része, ahol az akusztikus jel elektromos jellé történő közvetlen átalakítása történik
Zóna vezérlés
Az objektum egy bizonyos területének vezérlése az AE forrás koordinátáinak meghatározása nélkül
Zajszint
RMS jel zaj
Az akusztikus kibocsátás szabályozásának eszközei
Műszaki eszközök, beleértve az AE jelátalakítókat, összekötő kábeleket, hullámvezetőket, érintkezési adathordozókat, berendezéseket
GOST R 52727-2007
T59 csoport
AZ OROSZ FÖDERÁCIÓ NEMZETI SZABVÁNYA
Műszaki diagnosztika
AKUSZTIKUS EMISSZIÓS DIAGNÓZIS
Általános követelmények
műszaki diagnosztika. akusztikus emissziós diagnosztika.
Általános követelmények
OKS 77.040.10
Bevezetés dátuma 2007-10-01
Előszó
Az Orosz Föderáció szabványosításának céljait és alapelveit a 2002. december 27-i N 184-FZ "A műszaki előírásokról" című szövetségi törvény, valamint az Orosz Föderáció nemzeti szabványainak alkalmazására vonatkozó szabályok - GOST R 1.0-2004 - állapítja meg. "Szabványosítás az Orosz Föderációban. Alapvető rendelkezések"
A szabványról
1 FEJLESZTŐ: INR RRC "KI", az OAO "Orgenergoneft" szamarai fiókja, FSUE "Afrikantov OKBM"
2 BEVEZETE a Szabványügyi Műszaki Bizottság TC 132 "Műszaki diagnosztika"
3 A Szövetségi Műszaki Szabályozási és Mérésügyi Ügynökség 2007. június 14-i, N 134-st.
4 ELŐSZÖR BEMUTATVA
A szabvány változásaira vonatkozó információkat az évente megjelenő „Nemzeti Szabványok” indexben, a változtatások és módosítások szövegét pedig a „Nemzeti szabványok” havonta megjelenő információs indexekben teszik közzé. A szabvány felülvizsgálata (lecserélése) vagy törlése esetén a megfelelő értesítést a „Nemzeti Szabványok” havonta megjelenő információs indexben teszik közzé. A vonatkozó információk, értesítések és szövegek a nyilvános információs rendszerben is megjelennek - a Szövetségi Műszaki Szabályozási és Mérésügyi Ügynökség hivatalos honlapján az interneten
Bevezetés
Az akusztikus emissziós módszer a roncsolásmentes vizsgálat és a műszaki diagnosztika akusztikus módszerei közé tartozik. A módszer a feszültséghullám-sugárzás fizikai jelenségén alapul az anyag gyors lokális szerkezetátalakítása során. Az akusztikus emisszió jelensége az anyagok, szerkezetek és folyamatok széles körében megfigyelhető. Az akusztikus emissziós jelek spektruma a hang és az ultrahang tartományban található. A berendezés működési frekvenciatartománya 10 kHz-től 1 MHz-ig változhat, az objektum típusától, méretétől, akusztikai tulajdonságaitól, valamint az objektum zajparamétereitől függően.
Az akusztikus emissziós energia forrása a kialakuló hibákból eredő rugalmas feszültségek váltakozó mezője. Az akusztikus hullámok kibocsátásának serkentése érdekében a tárgyat általában mechanikusan vagy termikusan terhelik. Azokban az esetekben, amikor az aktív korróziós folyamatok sugárforrások, a további terhelés nemcsak nem szükséges, hanem éppen ellenkezőleg, korlátozni kell az esetleges interferencia csökkentése érdekében.
Szerkezetileg érzékeny módszerként az akusztikus emisszió lehetővé teszi a képlékeny alakváltozási folyamatok, magának a törésnek és a fázisátalakulások kimutatását. Ezenkívül a módszer lehetővé teszi a munkaközeg (folyadék vagy gáz) kiáramlását a tárgyon lévő lyukakon keresztül, valamint a felületek súrlódását. Az akusztikus emissziós módszer ezen tulajdonságai lehetővé teszik egy megfelelő rendszer kialakítását a hibák osztályozására és az objektum műszaki állapotának értékelésére szolgáló kritériumok meghatározására, a hiba egy tárgy szilárdságára és teljesítményére gyakorolt valós hatása alapján.
Ez a szabvány módszertani alapként szolgál az akusztikus emissziós módszer alkalmazásához olyan mérnöki problémák széles osztályának megoldásában, amelyek megkövetelik a kritikus műszaki objektumok anyagában előforduló hibák kialakuló területének jellemzőinek gyors értékelését.
1 felhasználási terület
1 felhasználási terület
Ez a szabvány meghatározza az akusztikus emissziós diagnosztikai technikák alkalmazási eljárását a roncsolásmentes vizsgálat, roncsolásos vizsgálat (kutatás), műszaki diagnosztika, műszaki tanúsítás, ellenőrzés, iparbiztonsági vizsgálat komplex műszaki rendszerek (műszaki eszközök, épületek, építmények és elemeik, hidak) során. , épületszerkezetek és egyéb tárgyak, amelyek megsemmisülése kárt okoz vagy a biztonságot rontja) az iparbiztonsági követelményeknek való megfelelésük értékelése érdekében.
2 Normatív hivatkozások
Ez a szabvány a következő szabványokra vonatkozó normatív hivatkozásokat használ:
GOST 12.1.004-91 Munkavédelmi szabványrendszer. Tűzbiztonság. Általános követelmények
GOST 12.2.003-91 Munkavédelmi szabványrendszer. Gyártási eszköz. Általános biztonsági követelmények
GOST 12.3.002-75 Munkavédelmi szabványrendszer. Gyártási folyamat. Általános biztonsági követelmények
GOST 27655-88 Akusztikus emisszió. Feltételek és jelölések
Megjegyzés - Ennek a szabványnak a használatakor tanácsos ellenőrizni a referenciaszabványok érvényességét a nyilvános információs rendszerben - a Szövetségi Műszaki Szabályozási és Mérésügyi Ügynökség hivatalos honlapján az interneten vagy az évente közzétett információs index "Nemzeti szabványok" szerint. ", amely a tárgyév január 1-jével jelent meg, és a tárgyévben közzétett megfelelő havi tájékoztató táblák szerint. Ha a referenciaszabványt lecserélik (módosítják), akkor ennek a szabványnak a használatakor a helyettesítő (módosított) szabványt kell követnie. Ha a hivatkozott szabványt csere nélkül törlik, akkor a hivatkozást nem érintõ mértékben az a rendelkezés alkalmazandó, amelyben a hivatkozás szerepel.
3 Kifejezések és meghatározások
Ez a szabvány a GOST 27655 szerinti kifejezéseket, valamint a következő kifejezéseket használja a megfelelő definíciókkal:
3.1 vezérlés végrehajtó: Az akusztikus kibocsátás szabályozását végző szervezet.
3.2 ügyfél felügyelet: Akusztikus emisszió vizsgálatát megrendelő szervezet.
3.3 az akusztikus kibocsátás diagnosztikájának módszere (szabályozás): Technológiai műveletek paramétereik feltüntetésével egy adott objektum akusztikus emissziós diagnosztikájának (vezérlésének) elvégzéséhez.
3.4 az akusztikus emissziós jelátalakító érzékeny eleme: A jelátalakító része, ahol az akusztikus jel elektromos jellé történő közvetlen átalakítása történik.
3.5 műszaki állapot: Olyan állapot, amelyet egy adott időpontban, bizonyos környezeti feltételek mellett az objektum műszaki dokumentációjában meghatározott paraméterek értékei jellemeznek.
3.6 műszaki diagnózis: Az objektum műszaki állapotának meghatározása.
3.7 ipari biztonsági szakértelem: A szakvélemény tárgya iparbiztonsági követelményeknek való megfelelésének értékelése, melynek eredménye következtetés.
3.8 akusztikus emissziós jel:"Hasznos" jel, amelyet az AE vizsgálat során fellépő hiba gerjeszt, és akusztikus jellegű.
3.9 zaj: Folyamatos jel, amely nem kapcsolódik az objektum hibáinak jelenlétéhez, és zavarja az akusztikus emissziós jelek észlelését és paramétereinek mérését.
3.10 akadály: Akusztikus vagy elektromágneses eredetű impulzusjel, amely nem kapcsolódik a tárgy hibáihoz.
3.11 tesztek: Műszaki művelet, amely egy tárgy egy vagy több jellemzőjének megállapításából áll, meghatározott eljárással összhangban.
3.12 az akusztikus kibocsátó berendezés küszöbértéke: A voltban kifejezett hardverbeállítás, amely felett az akusztikus emissziós jelek vétele és feldolgozása történik.
3.13 az akusztikus emissziós berendezés érzékenységének korlátozása: Az akusztikus emissziós berendezés voltban kifejezett paramétere, amely megfelel a berendezés belső termikus (vagy elektronikus) zajának effektív értékének a csatlakoztatott AE jelátalakítóval, a bemenetre csökkentve.
3.14 üzemi nyomás: Az edény üzemi tulajdonságait jellemző túlnyomás, amelyet a gyártó garantál, vagy szakértő szervezet állapít meg a műszaki útlevél helyreállítása során a műszaki állapotának vizsgálata alapján, és az edény minőségi tanúsítványában szerepel.
3.15 próbanyomás: Túlnyomás, amelyet az edény szilárdságának tesztelésére kell használni.
3.16 próbanyomás: Túlnyomás, amelyet az edény szilárdságának tesztelésére kell használni, akusztikus kibocsátás-szabályozás kíséretében.
4 Munkavédelmi követelmények
4.1 AE diagnosztikát (ellenőrzést) végezhetnek az AE ellenőrzés területén I., II., III. képesítési szintre igazolt személyek. Az AE-ellenőrzés eredményeire vonatkozó következtetést a II. és III. képzettségi szintű szakemberek írhatják alá.
4.2 Az AE diagnosztikával (ellenőrzéssel) kapcsolatos munkák elvégzésekor az üzemeltetőnek a GOST 12.2.003, GOST 12.3.002 és a Gosenergonadzor (Rostekhnadzor) által jóváhagyott, a fogyasztói elektromos berendezések üzemeltetésére vonatkozó műszaki biztonsági szabályokat kell követnie.
4.3 A munkát az alkalmazott mérőműszer részét képező berendezés használati utasításában meghatározott biztonsági követelményeknek megfelelően kell végezni.
4.4 A műszaki rendszer egy adott elemének felügyeletére vonatkozó módszertannak meg kell határoznia azokat a követelményeket, amelyeket egy adott vállalatnál az objektumok megfigyelése során be kell tartani.
4.5 Az ellenőrzési munka megszervezése során be kell tartani a GOST 12.1.004 szerinti tűzbiztonsági követelményeket, valamint a nyomástartó edények tervezésére és biztonságos üzemeltetésére vonatkozó szabályokat.
5 Általános rendelkezések
Az akusztikus emissziós (AE) módszer érzékeny mindenféle szerkezeti változásra széles működési frekvenciatartományban (jellemzően 10-1000 kHz). A berendezés nemcsak a rideg repedések növekedését képes rögzíteni, hanem a helyi képlékeny alakváltozás, keményedés, kristályosodás, súrlódás, ütések, szivárgások és fázisátalakulások kialakulását is. A fő alkalmazások, amelyekben az AE szabályozási módszert használják:
- a szerkezetek integritásának időszakos ellenőrzése;
- a szerkezet épségének ellenőrzése a nyomáspróba időszakában;
- az objektum működőképességének ellenőrzése a pneumatikus tesztelés során;
- az objektum integritásának monitorozása (hosszú távú ellenőrzés az eredmények egyidejű, valós idejű feldolgozásával);
- a hegesztési folyamat ellenőrzése;
- az automata megmunkálás során a berendezések kopásának és érintkezésének ellenőrzése;
- a kopás és a kenőanyag veszteség ellenőrzése a létesítményekben;
- elveszett alkatrészek, berendezések felderítése;
- tárgyakban lévő szivárgások, kavitáció és folyadékáramlás észlelése és ellenőrzése;
- a kémiai reakciók szabályozása, beleértve a korróziós folyamatok, valamint a folyadék-szilárd átmenet folyamatainak, fázisátalakulásának szabályozását.
Az AE módszer lehetővé teszi, hogy a szilárd test szerkezetének átrendeződési folyamatait, a folyékony és gáznemű közeg kiáramlását és a súrlódást kísérő akusztikus sugárzás rögzítésével és elemzésével valós idejű információhoz jussunk a vezérelt objektum állapotáról. felületek.
5.1 Az AE módszer jellemzői, amelyek meghatározzák képességeit, paramétereit és alkalmazásait
5.1.1 Az AE módszer biztosítja a kialakuló vagy kialakuló hibák felderítését és regisztrálását, amely lehetővé teszi a hibák nem méret szerinti, hanem veszélyességi fok szerinti osztályozását.
5.1.2 Gyártási körülmények között az AE módszer lehetővé teszi a repedés tizedmilliméteres növekedésének kimutatását. Az akusztikus emissziós berendezések határérzékenysége a számított becslések szerint kb. 1,10 mm, ami 1 µm/1 µm hosszúságú repedésugrás észlelésének felel meg. Gyártási körülmények között 0,1-0,3 mm-es vagy nagyobb repedésugrások észlelhetők.
Az AE módszer lehetővé teszi a tárgy anyagának felületi és belső hibáinak észlelését.
5.1.3 Az AE módszer távoli. Ez a funkció biztosítja, hogy a teljes objektumot egy vagy több akusztikus emissziós jelátalakítóval (AET) figyeljék, amelyek az objektum felületére rögzítettek.
5.1.4 Az objektum helyzete és tájolása nem befolyásolja a hibák észlelését.
5.1.5 Az AE módszer kevesebb megkötést tartalmaz a szerkezeti anyagok tulajdonságaival és szerkezetével kapcsolatban, mint a többi roncsolásmentes vizsgálati módszer.
5.1.6. A módszer alkalmazásának korlátait erős interferencia körülményei között az határozza meg, hogy nehéz hasznos AE jeleket kivonni a hasonló jellemzőkkel rendelkező zavarokból.
5.1.7 A hiba instabil fejlődésének kezdetén az AE jelek amplitúdója és energiája, illetve egyes esetekben az akusztikus emisszió aktivitása meredeken megnő. Az AE paraméterek növekedési faktora, amikor a hiba eléri a kritikus méretet, a forrásveszély értékelésének kritériumaiban szerepel, és lehetővé teszi a veszélyes AE források nagy valószínűséggel történő kimutatását.
5.2 Az AE módszerrel tárgyakat lehet ellenőrizni gyártásuk során - átvételi próbák során, időszakos műszaki vizsgálatok során, működés közben.
5.3 Az AE ellenőrzés fő feladatai a következők:
- az akusztikus emisszió forrásának felderítése és regisztrálása;
- forráskoordináták meghatározása;
- a forrás típusának meghatározása;
- a hibák kialakulásához vagy a kifejlődésre hajlamos források veszélyének felmérése.
5.4 A források veszélyességi kritériumok szerinti osztályozásának eredményei alapján intézkedéseket tesznek a létesítmény további üzemeltetésének, illetve leszerelésének biztonsága érdekében. Ezek az intézkedések magukban foglalhatják a roncsolásmentes vizsgálat (NDT) alternatív módszereinek használatát az észlelt forráshoz kapcsolódó hiba jellemzőinek finomítására, a hiba megszüntetésére vagy a hiba viselkedésének utólagos nyomon követésére.
5.5 Az AE módszerrel felmérhető az ellenőrzés tárgya műszaki állapota (diagnózis), valamint a hiba kialakulásának üteme, hogy az objektum tesztelését vagy üzemeltetését előzetesen leállítsák, és megakadályozzák a tárgy megsemmisülését. termék.
5.6 Az akusztikus emissziónak két típusa van: folyamatos és diszkrét. A folyamatos AE regisztrálása sipolyok kialakulását jelzi, repedéseken, tömítéseken, dugaszokon, szerelvényeken és karimás csatlakozásokon keresztül történő szivárgáson, valamint plasztikus deformációs folyamatokon keresztül. A diszkrét vagy impulzus emisszió olyan hullámemissziós mechanizmusokon alapul, mint a repedés keletkezésének és hirtelen terjedésének folyamatai, a zárványok törése, feszültségkorrózió stb. A különféle akusztikus és elektromágneses eredetű zajok is diszkrét természetűek.
5.7 A vizsgált objektumok műszaki állapotának AE ellenőrzésére akkor kerül sor, amikor a szerkezetben olyan feszültségi állapot jön létre, amely elindítja az AE források munkáját az objektum anyagában. Ehhez a tárgyat általában erő, nyomás, hőmérsékleti mező stb. Egyes esetekben a tesztobjektumban a feszültségállapot a maradék feszültségek miatt jön létre. A terhelés típusának megválasztását, változásának mértékét az ellenőrzést végző határozza meg, figyelembe véve az objektum kialakítását, működési feltételeit, valamint a vizsgálatok jellegét.
5.9.1 Végezze el az objektum AE-vezérlését. Ha a helyükön aktív AE-forrásokat észlelnek, az ellenőrzést a hagyományos NDT-módszerek egyikével végzik - ultrahangos, sugárzásos, mágneses poros, kapilláris és egyéb, a szabályozási műszaki dokumentumok által előírt módszerekkel. Ezt a sémát a működő objektumok figyelésekor ajánljuk. Ezzel párhuzamosan a hagyományos NDT módszerek volumene is csökken, hiszen a hagyományos módszerek alkalmazása esetén a kontrollált objektum teljes felületét (térfogatát) szükséges átvizsgálni. Emellett az aktív (fejlődő vagy fejlődésre hajlamos) hibák észlelésének megbízhatósága jelentősen megnő.
5.9.2 Végezze el az objektum vezérlését egy vagy több NDT módszerrel. Ha elfogadhatatlan (az alkalmazott ellenőrzési módszerek szabványai szerint) hibákat észlelünk, vagy ha kétség merül fel az alkalmazott NDT módszerek megbízhatóságával kapcsolatban, az objektumot az AE módszerrel, mint választottbírósági módszerrel teszteljük. Az objektum üzembe helyezéséről vagy az észlelt hibák kijavításáról szóló végső döntés ebben az esetben az AE ellenőrzés eredményei alapján születik.
5.9.3 Ha az objektumnak az egyik NDT módszerrel észlelt hibája van, akkor az AE módszert használják a hiba kialakulásának figyelésére. Ebben az esetben a vezérlőrendszer gazdaságos változata használható, az akusztikus emissziós berendezés egycsatornás vagy néhány csatornás konfigurációjával.
5.9.4. Az AE módszer használható egy szerkezet folyamatos vagy időszakos megfigyelésére. Ebben az esetben az AE-t olyan hibákból regisztrálják, amelyek az objektumban a munkaterhelés hatására és a munkakörnyezet hatására alakulnak ki az objektum működése során.
5.9.5 Az AE módszer alkalmazása javasolt egy tárgy pneumatikus vizsgálata során, mint kísérő módszer, amely növeli a tesztelés biztonságát. Ebben az esetben az AE szabályozás alkalmazásának célja a katasztrofális meghibásodás lehetőségének megelőzése. Az AE módszer alkalmazása kísérő módszerként javasolt minden más típusú terhelésnél is, különösen tárgyak hidraulikus vizsgálatánál.
5.9.6 Az AE módszerrel felmérhető az objektum szilárdsága, a maradék élettartam, és megoldható az objektum további működésének lehetőségével kapcsolatos kérdés. Az erőforrások felmérését speciálisan kifejlesztett magánmódszerekkel kell elvégezni, amelyeket a szövetségi végrehajtó szervvel egyeztettek, amelyet az érintett létesítmények ipari biztonságának területén külön felhatalmaztak. Az eredmények megbízhatósága ugyanakkor függ a károsodások kialakulásának modelljeiről, valamint az ellenőrzött objektum anyagának állapotáról a priori információk mennyiségétől és minőségétől.
5.10 Az AE módszer alkalmazása
5.10.1 AE ellenőrzésre minden olyan esetben kerül sor, ha azt a vonatkozó hatályos előírások, az érintett létesítmények tervezési és biztonságos üzemeltetési szabályzata vagy a létesítmény műszaki dokumentációja előírja.
5.10.2 AE vizsgálatot minden olyan esetben végeznek, amikor az objektumra vonatkozó szabályozási és műszaki dokumentumok ultrahangos vizsgálattal, radiográfiával, MTD-vel, CD-vel stb., de műszaki vagy egyéb okokból roncsolásmentes vizsgálatot írnak elő. ezekkel a módszerekkel nehéz vagy lehetetlen.
5.10.3 Az 5.10.2. pontban felsorolt roncsolásmentes vizsgálati módszerek helyett AE-teszt alkalmazása megengedett a tervező szervezettel és/vagy a megfelelő tárgyosztályú objektumok ipari biztonsága területén kifejezetten feljogosított szövetségi végrehajtó testülettel való megállapodás alapján. .
5.11 Egy adott objektum diagnosztizálása előtt ajánlatos megfelelő módszertant (technológiát) kidolgozni és egyeztetni az objektum tulajdonosával.
5.12 Az AE vizsgálati módszertannak meg kell felelnie a Rostekhnadzor által a roncsolásmentes vizsgálat módszertani dokumentumaira vonatkozóan meghatározott követelményeknek.
6 Az AE diagnosztikai eszközökre és berendezésekre vonatkozó követelmények
6.1 Az AE diagnosztika eszközei és az AE diagnosztika végrehajtásához használt berendezések a következők:
- AAE rögzítő eszközökkel és anyagokkal, hogy akusztikus kommunikációt biztosítson a vizsgált objektummal;
- AE jel szimulátorok;
- AE jelek fogadására, feldolgozására, megjelenítésére, tárolására és rögzítésére tervezett berendezések, beleértve a számítástechnikai eszközöket is, speciális szoftver használatával;
- az ellenőrzött tárgy terhelését és biztonságát a munkavégzés során biztosító eszközök, kommunikációs eszközök.
6.2 Az AAE egy akusztikus jel elektromos jellé alakítására szolgál. Az AAE meghatározza a fő indikátorokat és vezérlési paramétereket - érzékenység, zajtűrés, működési frekvencia tartomány.
6.3 A termelő létesítmények és az épületszerkezetek monitorozása során javasolt túlnyomórészt rezonáns AET-ek használata, amelyek nagyobb érzékenységgel rendelkeznek a szélessávúakhoz képest.
6.4 Hullámvezetők használata megengedett, amelyeket a diagnosztikai tárgy felületéhez kell hegeszteni, vagy megfelelően hozzá kell préselni az akusztikus érintkezés biztosítása érdekében.
6.5 Az AAE-t mechanikus eszközökkel, mágneses tartóval vagy ragasztóval kell a tárgyhoz rögzíteni. A konverterek létesítményben történő telepítésére szolgáló eszközöket a tervezési jellemzők figyelembevételével választják ki. Lehetnek eltávolíthatóak (mágneses tartók, bilincsek, bilincsek stb.) vagy állandóan rögzített konzolok formájában.
6.6 Amikor az AET-t a vezérlés tárgyára telepítik, az akusztikus érintkezési közegnek hatékony akusztikus kommunikációt kell biztosítania az AET és az objektum között.
6.7 Az érintkező közegnek megbízható akusztikus érintkezést kell biztosítania a teljes vizsgálati időszak alatt a szabályozott tárgy hőmérsékletén.
6.8 Kontaktközegként használhat gépolajat, epoxigyantát keményítő nélkül, glicerint és egyéb folyékony közegeket.
6.9 A vizsgálandó tárgy felületi érdessége az AET telepítési helyén nem lehet nagyobb, mint Rz40.
6.10 Az AES vezérlőobjektumra történő telepítése után a teljesítményüket AE szimulátorokkal ellenőrizzük.
6.11 AE jelszimulátorként egy generátor elektromos impulzusaival gerjesztett piezoelektromos átalakító használata javasolt. A szimulációs impulzus frekvenciatartományának meg kell egyeznie a vezérlőrendszer frekvenciatartományával.
6.12 AE jelszimulátorként Su-Nielsen forrás alkalmazása is megengedett [grafitrúd törése 0,3-0,5 mm átmérőjű, keménység 2T (2H)].
6.13 A tesztek során az AE regisztrálásához olyan AE berendezést kell használni, amely konfigurációjában és paramétereiben megfelel a vezérelt objektumnak és a vezérlési feladatoknak.
6.14 Nagyméretű objektumok tesztelésekor az AE berendezéseket többcsatornás rendszerek formájában kell használni, amelyek lehetővé teszik a jelforrások koordinátáit és az AE jellemzőit a terhelési paraméterek (nyomás, hőmérséklet stb.) egyidejű rögzítésével.
6.15 Egyszerű konfigurációjú objektumok vezérléséhez vagy olyan esetekben, amikor a hibák helye nem szükséges, megengedett kevésbé kifinomult berendezések használata, pl. egycsatornás eszköz (eszközök), vagy többcsatornás rendszer zónavezérlési módban.
6.16 Az AE rendszernek biztosítania kell az információk valós idejű fogadását, operatív feldolgozását és megjelenítését, valamint a vizsgálat befejezése után a vizsgálat során felhalmozott adatok felhalmozását, dokumentálását, feldolgozását, megjelenítését és a perifériás eszközökre történő kimenetét.
6.17 A gyártó létesítmények diagnosztizálására használt AE rendszereknek meg kell felelniük a műszaki követelményeknek, a vonatkozó dokumentumokkal (tanúsítványok, tanúsítványok stb.) igazolva.
7 Előkészületek az AE diagnosztikához
7.1 Az ellenőrzésre való felkészülés a következő fő szakaszokat tartalmazza:
- műszaki dokumentumok elemzése az ellenőrzés tárgyához;
- egyeztetés az ellenőrzési eljárás berendezés tulajdonosával;
- helymeghatározási mód kiválasztása;
- AE vevők telepítése;
- akusztikus emissziós berendezések előkészítése.
7.2 A műszaki dokumentumok elemzésének szakaszában áttekintik a tervezési és üzemeltetési dokumentációt, tájékoztatást kapnak a javításokról, az elmúlt év rakodási előzményeiről. Döntenek a szabályozás lehetőségéről és típusáról: egy objektum AE-ellenőrzése lehet egyszeri, állandóan időszakos hordozható eszközökkel és folyamatos, helyhez kötött eszközökkel (monitoring). Válasszon rendszert az ellenőrzés eredményeinek értékelésére.
7.3 Az ellenőrzés végrehajtása előtt az ellenőrzés módszerét (technológiáját) állítják össze, amelyet az objektum tulajdonosával egyeztetnek.
A rakodási ütemezést egyeztetni kell a berendezés tulajdonosával, valamint a következő kérdéseket:
- helyiségek, áramellátás, kétirányú kommunikáció biztosítása;
- az objektum előkészítése ellenőrzésre;
- biztonságos és kényelmes körülmények biztosítása az AE teszteléshez.
A tárgyakat munkahelyzetükben kell irányítani. Az előkészítő munka után közvetlen vezérlési munkákat végeznek, amelyek az AE konverterek objektumra történő felszerelésével kezdődnek.
7.4 Az AES telepítése
7.4.1 Minden vevőt közvetlenül az objektum felületére kell felszerelni. Bizonyos esetekben (a felület megközelíthetetlensége, magas hőmérséklet stb.) hullámvezetők alkalmazása javasolt.
7.4.2 Az AET elhelyezkedése és az antennacsoportok száma a választott helymeghatározási módszertől, az objektum méretétől és konfigurációjától, a terjedés közbeni hangcsillapítás paramétereitől, a zajszinttől, valamint a mérési pontosságtól függően kerül meghatározásra. a hibák koordinátái.
7.4.3 Az AET-k közötti távolság kiválasztásához mérje meg az AE-szimulátor jelének csillapítását és az objektum háttérzaj szintjét. Ugyanakkor az objektum egy reprezentatív részét fúvókák, átjárók stb. nélkül választják ki; Az AAE telepítve van, és az AE szimulátorokat (0,5 m-ben) mozgatják a vonal mentén az AEC-től 3 m távolságra, AE szimulátorként ajánlott egy törött Su-Nielsen vezetéket használni. Javasoljuk, hogy az AET és a szimulátor (kiindulási pont) közötti minimális távolság legfeljebb 5 cm legyen.
7.4.4 Az AET közötti távolság a zóna helyének használatakor úgy van beállítva, hogy a szimulátor AE jelét a szabályozott területen bárhol rögzítse legalább egy AET, és amplitúdója nem kisebb, mint a megadott.
7.4.5 Az AET-k közötti maximális távolság (zóna elhelyezkedéssel) nem haladhatja meg a küszöböt 1,5-szeresen meghaladó távolságot. A küszöbtávolság az a távolság, amelynél az AE szimulátorból érkező jel amplitúdója megegyezik a küszöbfeszültséggel.
7.5 Az AE-források koordinátáinak kiszámításához használt hangsebesség mérése a következőképpen történik:
7.5.1 Az AE szimulátor az AET csoportokon kívül található az AET-t összekötő vonalon, az egyiktől 10-20 cm távolságra.
7.5.2 Több mérés (legalább öt) elvégzésével különböző AET-párok esetén meghatározható az átlagos terjedési idő. Ez és az AES közötti ismert távolság alapján számítják ki az AE jelek terjedési sebességét.
7.6 Akusztikus kibocsátó berendezés előkészítése
7.6.1 Az AE berendezés működőképességének ellenőrzése az AET ellenőrzött objektumra történő telepítése után történik. A tesztek után újraellenőrzés történik, hogy megbizonyosodjon az AE rendszer működőképességéről a teljes megfigyelési időszak alatt. Az ellenőrzést akusztikus jel gerjesztésével hajtják végre egy AE szimulátorral, amely bizonyos távolságra van az egyes AET-ektől. A távolságnak általában 10-20 cm-nek kell lennie.
7.6.2 A rendszerparaméterek beállítása az eszköz műszaki dokumentációjában és a vizsgálati objektum előmunkálatok során kapott jellemzői szerint történik.
7.6.3 Egy objektum hidraulikus tesztelése esetén a szerkezet akusztikai jellemzőinek meghatározásával és a berendezés beállításával kapcsolatos minden munkát az objektum vízzel való teljes feltöltése után kell elvégezni.
8 Az AE diagnosztika eljárása
8.1 Az AE diagnosztikát az objektum egy bizonyos előre kiválasztott értékre történő betöltése és a terhelés meghatározott szinten tartása során hajtják végre.
8.2 A rakodás speciális berendezéssel történik, amely növeli a terhelést - belső (külső) nyomás, erő, súly, hőmérséklet stb.
8.3 A rakodás egy adott ütemterv szerint történik, amely meghatározza a terhelési sebességet, az objektum terhelés alatti tartási idejét és a terhelések értékeit.
Az állandó terhelés csökkenti a zajt és növeli a jel-zaj arányt.
Az újratöltés ellenőrzi a Kaiser-effektus megvalósítását/sértését.
Vastag falú szerkezetek tesztelésekor a repedés nyitásának és zárásának hatásának kimutatása érdekében javasolt az AE rögzítése emelkedőknél és lejtőknél egyaránt.
Az 1. ábrán egy tipikus töltési ütemezés látható.
1. ábra - Tipikus terhelési görbe
8.4 Egy objektum betöltésekor törekedni kell arra, hogy az objektum feszültség-nyúlás állapota (SSS) a tesztelés során maximálisan megfeleljen az objektum működés közbeni SSS értékének. Az ellenőrzési eredmények elemzésénél figyelembe kell venni az áfa különbségét.
8.5 A szabványos rakodási ütemtervtől való eltérés megengedett, a jegyzőkönyvben szereplő szükséges indoklás mellett.
8.6 A terhelés (próbanyomás) maximális értékének hozzárendelését az anyag jellemzőinek, a vizsgálandó tárgy üzemi körülményeinek, hőmérsékletének, valamint terhelési történetének figyelembevételével kell elvégezni.
8.7 Az ellenőrző tárgy (például nyomástartó edény) belső nyomással történő terhelésekor annak maximális értékének (próbanyomásnak) legalább 5%-kal meg kell haladnia az elmúlt évi maximális üzemi nyomást (a technológiai előírások szerinti üzemi terhelés). -10%, de nem lépheti túl a vonatkozó dokumentumokban meghatározott próbanyomást.
8.8 A tárgyak berakodását zökkenőmentesen kell végrehajtani olyan sebességgel, amelynél nem lép fel a megengedett szintet meghaladó interferencia.
(MPa/perc).
8.10 Töltőközegként folyékony (hidraulikus tesztek) és gáznemű (pneumatikus tesztek) tesztközeg, valamint az objektum munkakörnyezete használható.
8.11 Hidroteszt esetén a töltőfolyadékot az objektum alsó részén, az objektumot kitöltő folyadék szintje alatt elhelyezett elágazó csövön keresztül kell bevezetni.
8.12 Az AE-tesztek időszakában a háttérzaj és az akusztikus/elektromágneses interferencia szintjét a vizsgált objektumban a lehető legnagyobb mértékben csökkenteni kell. Ehhez ki kell zárni a szervizhelyek körüli sétát, a járművek mozgását, a hegesztési és szerelési munkák végzését, az emelő- és szállítószerkezetek működését az ellenőrzött objektum közelében található helyeken.
8.13 Újonnan gyártott, hegesztés után nem hőkezelésen átesett tárgyak vizsgálatakor lehetőség van a feszültségkiegyenlítés okozta AE regisztrálására, amely nem jár a hibák kialakulásával. Ezért két töltés kötelező. Az első terhelésnél a terhelés növelése során általában csak azokat a jeleket veszik figyelembe, amelyek amplitúdója több mint 20 dB-lel meghaladja a küszöbszintet, valamint az expozíció során rögzített jeleket.
8.14 A második terhelés előtt az első ciklus utáni terhelésleadásnak a tesztterhelés 50%-a és 100%-a között kell lennie.
8.15 A betöltés során ajánlatos folyamatosan figyelni a monitor képernyőjén a vizsgált objektum AE forrásainak áttekintését, az AE jelek amplitúdójának értékeit minden csatornában időről időre és a zajszintet (az időben történő észleléshez). szivárgás).
8.16 Az ok megállapítása érdekében a teszteket korán leállítják, ha a források aktivitásának éles növekedését vagy nagy amplitúdójú AE jelek megjelenését észlelik.
8.17 Ha szivárgást észlel, a vizsgálatot le kell állítani annak megszüntetése érdekében.
9 Az AE diagnosztika eredményeinek feldolgozásának szabályai
9.1 Adatgyűjtés, feldolgozás és elemzés
9.1.1 Az AE ellenőrzése során az adatok nyilvántartása, rögzítése és kifejezett feldolgozása történik.
9.1.2 Az ellenőrzési eljárás befejezése után további részletes adatfeldolgozásra és az eredmények értelmezésére kerül sor.
9.1.3 Az adatok feldolgozása és elemzése a kiválasztott AE-forrás-osztályozási rendszer és az ellenőrzési eredmények értékelési kritériumai alapján történik.
9.1.4 Az adatok elemzése előtt szűrést végzünk annak érdekében, hogy eltávolítsuk azokat az információkat, amelyek nem kapcsolódnak a hibák kialakulásának és növekedésének folyamatához.
9.1.5 Az AE jelzések koncentrációs zónáira vonatkozó információk rögzítése és feldolgozása beágyazott programok segítségével történik az előírt grafikonok elkészítéséhez minden kiválasztott zónához és osztályozzák az AE forrásokat.
9.2 Az akusztikus emissziós vizsgálat eredményeinek értékelése
9.2.1 A kapott akusztikus emissziós jelek feldolgozása után a monitoring eredményeket azonosított és minősített AE források formájában mutatjuk be.
9.2.2 Az AE-ellenőrzés eredményein alapuló döntés meghozatalakor olyan adatokat kell használni, amelyeknek tartalmazniuk kell az összes AE-forrásról, azok besorolásáról és az AE-forrásokról szóló információkat, amelyek paraméterei meghaladják a megengedett szintet.
9.2.3 Az AE-forrás megengedett osztályát az előadó határozza meg egy adott objektum AE-vezérlésére való felkészülés során.
9.2.4 Javasoljuk, hogy az AE forrásosztályozási rendszert és az elfogadható forrásosztályt a szabályozó dokumentumoknak megfelelően válassza ki. Ennek megfelelően ajánlatos az AE forrásokat négy osztályba osztani.
9.2.5 Elfogadhatatlan források feltárása esetén a jelzett helyeket szabványos NDT módszerekkel kell felmérni.
9.2.6 Ha az objektum műszaki állapotát az AE vizsgálatok eredményei alapján pozitívan értékelik, vagy nincs regisztrált AE forrás, további roncsolásmentes vizsgálati típusok alkalmazása nem szükséges. Ha az AE-vizsgálat eredményeinek értelmezése nincs meghatározva, további roncsolásmentes vizsgálati típusok alkalmazása javasolt.
9.2.7 Az azonosított AE-források elfogadhatóságának végső értékelése további NDT-típusok alkalmazása esetén a mért hibaparaméterek felhasználásával történik a törésmechanikai normatív módszerek, a szerkezetek szilárdságának számítási módszerei és más meglévő szabályozási dokumentumok alapján.
10 Az AE diagnosztika eredményeinek jelentésére vonatkozó szabályok
10.1 Az AE diagnosztika eredményeit a bejelentő dokumentumokban – jegyzőkönyvben, jegyzőkönyvben és következtetésben – fel kell tüntetni, amelyeket a vállalkozó – az AE ellenőrzést végző szervezet – készít.
10.2 A jegyzőkönyv és a következtetés kötelező jelentési dokumentum, és önálló dokumentumként is kiadható. A jelentést az ügyfél kérésére kiegészítőleg állítjuk ki.
10.3 Az AE-ellenőrzés eredményeiről szóló jelentésnek átfogó adatokat kell tartalmaznia az AE-ellenőrzés előkészítéséről és lefolytatásáról, valamint olyan információkat, amelyek lehetővé teszik az objektum állapotának felmérését, valamint az elvégző és az azt végző szakemberek képzettségi szintjének megerősítését. elvégezte az ellenőrzést, amely alapján meg lehet ítélni az eredmények megbízhatóságát.
A melléklet (kötelező). Az AE-források osztályozása
A melléklet
(kötelező)
A feltárt és azonosított AE forrásokat ajánlatos négy osztályba sorolni: I., II., III. és IV.
Az AE források osztályozására a források által kibocsátott AE jelek paramétereit, terhelési paramétereit használjuk. Minden forrásosztálynak saját paraméterkészlete van.
A terhelési paraméter lehet nyomás (belső vagy külső), erő, idő, hőmérséklet és egyéb fizikai mennyiségek, amelyek biztosítják a feszültség-nyúlás állapot létrejöttét vagy fenntartását.
I. osztályú forrás - nem veszélyes hibának felel meg. Rögzítésre kerül a későbbi fejlődés dinamikájának elemzése.
II. osztályú forrás - kialakuló, közepesen veszélyes hibának felel meg. Ennek az ellenőrzésnek a végrehajtása során rögzítésre kerül, és a helyzet alakulását nyomon követik; jegyezze fel a jelentést, és írjon le ajánlásokat a további ellenőrzésre más módszerekkel.
III. osztályú forrás – kialakuló veszélyes hibának felel meg. Ennek az ellenőrzésnek a végrehajtása során rögzítésre kerül, és a helyzet alakulását nyomon követik; jegyezze fel a jelentésben és írjon le ajánlásokat a további ellenőrzésekre más módszerekkel; intézkedjen az esetleges terheléscsökkentésre való felkészülésről.
IV. osztályú forrás - katasztrofálisan veszélyes hibának felel meg. IV. osztályú forrás regisztrálásakor a terhelés azonnal 0-ra vagy arra az értékre csökken, amelynél az AE forrásosztály II. vagy I. osztályba esik. A terhelés feloldása után az objektumot megvizsgálják, és ha szükséges, más módszerekkel ellenőrzik.
Az AE források minden magasabb osztálya magában foglalja az összes alacsonyabb osztályú forráshoz meghatározott művelet végrehajtását. A létesítmény műszaki állapotának az AE vizsgálatok eredményei alapján történő pozitív értékelése vagy a regisztrált AE források hiánya esetén további roncsolásmentes vizsgálati típusok alkalmazása nem szükséges. Ha az AE-vizsgálat eredményeinek értelmezése bizonytalan, további roncsolásmentes vizsgálati típusok alkalmazása javasolt.
Az azonosított AE-források és jelzések elfogadhatóságának végső értékelése további NDT-típusok használatakor a hibák mért paraméterei alapján történik, amelyek a törésmechanikai normatív módszerek, a szerkezetek szilárdsági számítási módszerei és más meglévő szabályozási dokumentumok alapján történik.
Az AE-források osztályozására szolgáló specifikus rendszerek és az objektumok állapotfelmérésének kritériumai az ellenőrzött objektumok anyagainak mechanikai és akusztikai-emissziós tulajdonságaitól függenek. Az osztályozási rendszer és az objektum állapotának értékelésére szolgáló kritériumok kiválasztása a következő osztályozási rendszerek és kritériumok alapján történik a vezérelt objektum állapotának értékelésére. Minden alkalommal, amikor egy vagy másik osztályozási rendszert és értékelési kritériumot használnak (és az AE jel paramétereinek megfelelő értékeit, amelyek meghatározzák a forrásosztályokat és az értékelési kritériumokat), ezek használatát indokolni kell.
A választás az AE ellenőrzés végrehajtása előtt történik, ezt követően az előadónak el kell végeznie a berendezés megfelelő beállítását és a szükséges szoftvertermék fejlesztését (ha szükséges).
A források osztályozása megengedett az adott típusú objektumokhoz kifejlesztett és a megfelelő sorrendben jóváhagyott speciális AE-szabályozási technológiák szerint.
Bibliográfia
PB 03-576-03 Nyomástartó edények tervezésének és biztonságos üzemeltetésének szabályai. Az oroszországi Goszgortekhnadzor
RD 03-299-99 Veszélyes termelési létesítmények vezérlésére használt akusztikus kibocsátó berendezésekre vonatkozó követelmények
RD 03-300-99 Veszélyes termelési létesítmények vezérlésére használt akusztikus emissziós jelátalakítókra vonatkozó követelmények
PB 03-593-03 Hajók, készülékek, kazánok és technológiai csővezetékek akusztikai emisszió-szabályozásának megszervezésének és lebonyolításának szabályai. Az oroszországi Goszgortekhnadzor
A dokumentum elektronikus szövegét ellenőrzi:
hivatalos kiadvány
M.: Standartinform, 2007
AKUSZTIKUS EMISSZIÓ SZABÁLYOZÁS
T.S. Nikolszkaja
A lineáris törésmechanika alapján megalapozott egy roncsolásmentes expressz módszer a fémek küszöbterhelésének és maradék erőforrásának meghatározására.
A mikrorepedések keletkezése vagy a főrepedés hirtelen kialakulása során felszabadul a részben tehermentesített térfogat dinamikusan potenciális alakváltozási energiája, amely nemcsak új felület kialakítására, hanem a repedés előtti képlékeny alakváltozásra is fordítódik. repedéscsúcs, az újonnan kialakult felület rezgéseire, valamint egyéb kísérő folyamatokra. Különösen a deformálható fémek felületéről történő elektronkibocsátást és a szilikátüveg terhelése során fellépő elektromágneses hullámok kibocsátását regisztrálták. A túlfeszített térfogatok képlékeny alakváltozása helyi felmelegedést és hőkibocsátást okoz a törési zónából. Az újonnan kialakult felület rezgései tized-tízezredmásodperc közötti időtartamú akusztikus impulzust indítanak el. Minden egyes impulzus, amely ismételten visszaverődik a termék felületeiről, és fokozatosan eloszlik az anyag inhomogenitásain, akusztikus jelet hoz létre, amely akusztikus emisszióként feszültséghullámok formájában rögzítődik a termék felületén.
Ezen kibocsátások intenzitása lehetővé teszi a megsemmisülés fázisának és kinetikájának megítélését, amely a termék szilárdságának és maradék élettartamának felmérésére szolgál; ráadásul ezeknek a becsléseknek a pontossága sokkal nagyobb, mint a közvetett erőszabályozási módszerek pontossága. Az emissziós módszerek érzékenysége is egy nagyságrenddel nagyobb, mint a többi roncsolásmentes módszeré, és lehetővé teszi egy 1 μm-es hiba keletkezésének vagy kialakulásának kimutatását. Ezenkívül az emissziós módszerek lehetővé teszik a helymeghatározást a gyenge láncszem koordinátáinak meghatározásához a termék átvizsgálása nélkül. Jelenleg történelmi okok miatt a legfejlettebb módszerek az akusztikus emisszió (AE) rögzítésére. Más kibocsátási módszereknél gyakrabban használják a törés és a szilárdság szabályozására.
Az AE-t általában a termék felületére szerelt piezoelektromos jelátalakítóval rögzítik, amely akusztikusan érintkezik vele kenőanyag-rétegen, folyadékon vagy hullámvezetőn keresztül. A jelátalakító elektromos jelét egy akusztikus-elektronikus rendszer erősíti, rögzíti és elemzi, ami nagymértékben torzítja a jelparamétereket. Ezt figyelembe véve egy ígéretesebb, bár kevésbé fejlett módszer az AE optikai kimutatására, pl. lézer segítségével.
A felvevőkészülék fő mutatója a saját zajszintje, az erősítő bemenetére csökkentve; a modern akusztikai-elektronikai rendszerekben ez a szint 2-30 μV. A berendezést a saját zajáról hangolják le a diszkriminátor szerelvénye segítségével, amely úgy van konfigurálva, hogy szabadon felfüggesztett jelátalakítóval (a szilárd testtel való akusztikus érintkezés nélkül) a berendezés semmilyen jelet nem regisztrál, beleértve az elektromágneses hangszedőket sem.
Az akusztikus-elektronikus rendszer rögzíti az összes N számú akusztikus jelet, azok számát egységnyi idő alatt - AE aktivitás N, valamint információkat a jelek amplitúdóiról és ezen amplitúdók valószínűségi eloszlásáról. Ha több csatorna van, akkor a különböző csatornákból érkező jelek késleltetésével meg lehet határozni az AE forrás koordinátáit. A jel amplitúdója erősen függ az AE forrás és az érzékelők közötti távolságtól. Az N AE aktivitást az egységnyi idő alatt bekövetkező események száma, különösen a mikrorepedés intenzitása vagy a fő repedés növekedési sebessége határozza meg, és ezért több információt tartalmaz a repedési folyamatról. Sajnos az N mikrokrakkolás gyakran az N-t takarja el leginkább
veszélyes hiba, és az AE jel frekvenciaspektruma az anyag rugalmassági modulusától és a rezonátorfrekvenciától függ, pl. annak a mikroüregnek a méretein, amelynek határán a jel indul. A viszonylag nagy üregekkel rendelkező anyag (fa, beton stb.) terheléskor hallható, míg a kisebb hibás anyag ultrahangot ad ki. A kerámia deformálásakor a legtöbb jelet 20-200 kHz frekvenciájú rezonáns átalakítók, ötvözetek deformációja során pedig 200-2000 kHz frekvenciájú rezonáns átalakítók rögzítik. A rezonátor méretének megváltozása, például repedések vagy az anyag meglazulása az AE jel frekvenciaspektrumának megváltozásához vezet.
Az egyik első kutató A.E. Kaiser felhívta a figyelmet (1953) a következő jellemzőre, amely Kaiser-effektus néven vált ismertté: a termék ismételt betöltésekor az AE csak az előző terhelés L maximális terhelésének túllépése után következik be. Ennek az az oka, hogy a mikrorepedéshez szükséges, diszpergált vagy a repedéscsúcs előtt p sugárvektorú zónában lévő mikroplasztikus deformációk már az első terheléskor fellépnek, és ismételt terhelés hatására nem alakulnak ki b-nél.<Ьмакс. Однако, если за время разгрузки и повторного нагружения изделия трещина подросла, то вместе с ее вершиной переместится и зона с радиусом р, который к тому же увеличится. В результате уже при Ь<Ьмакс зона реализации разрушения перед вершиной трещины захватит новый объем материала, и АЭ появится при Ь<Ьмакс. Это отклонение от эффекта Кайзера используют как признак развития наиболее опасного дефекта в предшествующем нагружении.
A Kaiser-effektus megnehezíti a termék állapotának AE általi értékelését egy ba vészterhelés után, amely sokkal nagyobb, mint az üzemi terhelési baek. Ebben az esetben ellenőrzött terhelés mellett nincs AE, amíg b< Ьав. В то же время при Ь = Ьав возможно заметное развитие опасного дефекта, снижение прочности изделия, а иногда и его разрушение при контрольном нагружении. В частности, по этой причине для оценки состояния изделия по АЭ его целесообразно нагружать до Ь < Ьэк и регистрировать АЭ не при нагружении, а в процессе разгрузки, когда не развиваются микропластические или пластические деформации и нет АЭ микрорастрескивания или роста опасного дефекта. Однако при разгрузке с Ь « Ьо (где Ьо - пороговая или максимальная неразрушающая нагрузка) трещина перестает закрываться еще до полного снятия нагрузки. Этот эффект, обнаруженный Эльбером в 1978 г., получил название «закрытие трещины». Вызван он тем, что при Ь « Ьо старту трещины предшествуют микропластические деформации перед фронтом трещины, которые при разгрузке приводят к несовпадению микрорельефа поверхностей трещины у вершины. Это несовпадение вызывает шумы трения («зубной скрежет») перед окончанием разгрузки . Современная аппаратура позволяет регистрировать такие шумы и тем самым без разрушения изделия определять значение Ьо изделия, даже если при его нагружении АЭ отсутствовала, например, из-за эффекта Кайзера.
Általános esetben a termék tartósságát a továbbfejlődésre képes repedés kialakulásának és a termék széttöredezéséig terjedő növekedési idejének összegeként határozzuk meg. Ciklikus terhelés esetén a repedés kezdete előtt az Elber-effektus figyelhető meg - a felületek érintkezése a repedés csúcsánál még a teljes tehermentesítés előtt, vagy inkább a terhelés vége előtt. A repedés bezárását akusztikus jelek kísérik - a repedés kezdetének előfutárai; 3, 45, 40 Kh és 12Kh18N10T acélmintákban szobahőmérsékleten, stacionárius ciklikus feszültség mellett nullától a maximális feszültségig vmax vagy hajlításig használták őket a repedésképződés idejének becslésére. Az Elber-effektus azt is lehetővé teszi, hogy meghatározzuk a b0 küszöbterhelést, amelynek túllépése nélkül a repedés nem alakul ki, és a megfelelő névleges feszültséget b0. Erre a célra a mintát betöltöttük és
teljesen tehermentes, rögzíti az akusztikus emissziót (AE), és növeli a maximális ciklusterhelést 3%-kal, amíg az AE meg nem jelenik a terhelés végén. Az AE-t egy AF-15 eszközzel rögzítettük, 15 µV belső zajszinttel. Egy rezonáns piezokerámia átalakítót (600–1000 kHz) egy kalibrált rugómintához nyomtak egy kenőanyagrétegen keresztül, amely javítja az akusztikus érintkezést.
Az Nf ciklusok számát, amely után az AE-t először rögzítettük álló terhelés mellett, az acélmintában a repedésképződés időtartamának becsléseként vettük. Ezután minden Nf ciklusban AE segítségével meghatároztuk az o0 küszöbfeszültséget, amelynek túllépése nélkül az AE nem figyelhető meg a kirakodás során. o0 érték< омакс постепенно снижалось с увеличением числа циклов. За полную долговечность принимали число циклов N от начала испытания образца до его фрагментации. Число циклов роста трещины рассчитывали как N=N Щ.
°max Kf N Kf/K tg
40X: 300-1 502 226 4 185 220 0,120 0,79
300 904 400 6 029 370 0,150 0,77
002=800 400 150 938 1 006 250 0,150 0,75
600+ 17 683 98 240 0,180 0,73
Rv=1100 600-1 20 514 120 670 0,170 0,75
600 45 706 240 560 0,190 0,74
5=6% 850 2 281 11 234 0,203 0,72
950 120 629 0,191 0,73
45: 240+ 105 000 6 211 700 0,169 0,80
240-1 765 000 4 592 200 0,167 0,90
002=320 280+ 30 000 159 600 0,188 0,82
280-1 30 000 174 400 0,172 0,81
0v=400 280 45 000 241 600 0,186 0,81
300 15 000 75 300 0,199 0,80
5=9% 360 230 8 219 0,280 0,82
380 173 524 0,330 0,72
3: 120 765 000 5 112 000 0,148 1,11
002=200 160+ 30 000 212 100 0,141 1,01
160-1 30 000 200 800 0,149 1,03
ov=220 160 60 000 305 300 0,196 1,06
180 15 000 48 300 0,311 1,09
5=30% 200 2 040 6 000 0,345 1,06
210 117 300 0,392 1,07
12X18H10T: 200-1 1 305 000 4 711 000 0,277 1,70
002=286 220+ 144 000 509 800 0,283 1,73
220-1 75 000 250 900 0,299 1,64
0v=588 220 105 000 316 307 0,338 1,67
250 30 000 88 333 0,340 1,67
5=78% 502 1 517 4 335 0,349 1,62
540 83 198 0,419 1,67
1. táblázat Ciklikus tesztek eredményei
A (vagy o02) folyáshatárnál nagyobb omax-szal történő nyújtást 18 s időtartammal végeztük. A hajlítás során a mintákat 50 Hz-es frekvenciával teszteltük; meghatározni ^ con-
15000 ciklusonként 10 másodpercig tartó trol kirakást végeztünk omax-szal. A teszt eredményeit a táblázat tartalmazza. 1, ahol N, W és N$/N az átlagos értékek 8 minta vizsgálati eredményei alapján; a g feszültségeket MPa-ban adjuk meg, 5 pedig a relatív nyúlást monoton terhelés hatására szakadás után. A GMaKe egyes értékeinek "-1" indexe azt jelzi, hogy az eredményeket a próbatest gerendáinak a fesztáv közepén ható erővel történő hajlításával kaptuk szimmetrikus feszültségciklus körülményei között, r ^minMmax=-1 ciklusjellemzővel. A "+" index a g, ^ értékeit jelöli egy gyűrűre támasztott koaxiális lemez gyűrű alakú lyukasztásával szimmetrikus hajlításhoz (síkfeszültségi állapot), állandó előjelű feszültségciklussal, ahol r = 0,05. Minden mintára kiszámítottuk a G0i Mmax több értékét és a megfelelő N/Np értéket, ahol Ni a minta maradék élettartama az i-edik megálló után az o0i meghatározásához. Az így kapott kísérleti pontok bármely acél bizonyos terhelési módjára az lg (Ni / Np) és ^ (go / g, ^) koordinátákba vannak csoportosítva az egyenes közelében, az 1g tengely szögének érintője ( G0i / G max) a táblázatban tg-ként jelölve. A 40Kh acél esetében ezeknek az érintőknek az átlagos értéke különböző körülmények között 1,0, acélnál 45 - 0,71, acélnál 3 - 0,86 és acélnál 12Kh18N10T - 1,44.
Amint az a táblázatból látható, az acélok tanulmányozása során az Nf / N arány 0,12 és 0,42 között mozog, és egy adott acél esetében csökken a meghibásodásig tartó ciklusok számának növekedésével. Emiatt, ha egy ismert üzemidő után g, ^-vel például garantált erőforrást, g ^ g, ^ kapunk a szabályozás során, akkor lehetőség van az üzemidő megismétlésére közbenső szabályozás nélkül. Ha g ^ g, ^, akkor Nf-re célszerű a teljes üzemidő NH értékét venni, ami után még volt g ^ g, ^. Ebben az esetben N=Nn(N/Nf), Np=N-Nn=Nn(N/Nf-1) és N=Nh(N/^-1)(G0 MmaxD Nf/ értékeit vehetjük figyelembe N és tg az 1. táblázatban vannak megadva.
Irodalom
1. Bormotkin V.O., Nikolsky S.G. A kirakodás szerepéről a repedések kialakulásában // Szo. jelentés II Gyakornok. konf. "A megbízhatóság és a tartósság előrejelzésének tudományos és műszaki problémái...". SPb GTU, 1997. 86-88.
2. Bormotkin V.O., Nikolskaya T.S., Nikolsky S.G. A maximális terhelés meghatározására szolgáló módszer, amely még nem csökkenti a termék szilárdságát. // Szo. jelentés II Gyakornok. konf. "A megbízhatóság és a tartósság előrejelzésének tudományos és műszaki problémái." Szentpétervári Állami Műszaki Egyetem, 1997. S. 88-89.
Csővezetékek akusztikus kibocsátása a rugalmas rezgések előfordulását és terjedését ábrázolja a vizsgált szerkezet deformációs folyamatában. Mennyiségileg az anyag integritásának mutatójaként működik különböző terhelések mellett. Akusztikus kibocsátás szabályozás felhasználható a hibák azonosítására a szerkezeti meghibásodás kezdeti szakaszában. A fő diagnosztikai módszer az információk passzív gyűjtése és későbbi feldolgozása.
Általános jellemzők
akusztikus kibocsátás koordináták észlelésére és megállapítására, felületeken vagy falak térfogatában, hegesztett kötések és szerkezeti elemek alakváltozási forrásainak megfigyelésére szolgál. A diagnosztika csak stresszállapot létrejötte esetén történik. Beindítja a rezgésforrások munkáját az objektumban. akusztikus kibocsátás akkor fordul elő, ha nyomásnak, erőnek, hőmérsékleti mezőnek stb. A konkrét terhelés kiválasztását a tervezési jellemzők, a felhasználási feltételek és a vizsgálatok sajátosságai határozzák meg.
Akusztikus emissziós módszer
A szerkezet megbízhatósági mutatójának meghatározásához olyan paramétereket és tulajdonságait ellenőrzik, amelyek során nem sérülhet az integritása, a használatra és működésre való alkalmassága. A hagyományos módszerek (ultrahang, örvényáram, sugárzás és mások, amelyek a gyakorlatban népszerűek) lehetővé teszik a geometriai inhomogenitások azonosítását azáltal, hogy bizonyos energiát bocsátanak ki egy tárgy szerkezetébe. akusztikus kibocsátás más megközelítést javasol. Először is, maga az anyag jelforrásként működik, és nem külső objektum, mivel ez passzív ellenőrzési módszer, és nem aktív, amint azt fentebb említettük. Ezenkívül lehetővé teszi, hogy nem statikus inhomogenitásokat, hanem a hiba mozgását észlelje. Ennek megfelelően a fejlődő, és ezáltal a legveszélyesebb károsodások azonosítására használható. Ez a módszer lehetővé teszi a kis repedések, folyadék- vagy gázszivárgások, hibák és egyéb olyan folyamatok gyors észlelését, amelyek a rezgések előfordulását és terjedését okozzák.

Árnyalatok
Elméleti és gyakorlati szempontból minden hiba képes saját jelet produkálni. Meglehetősen nagy távolságokat (több tíz métert) képes megtenni, amíg az nem lesz akusztikus emissziós érzékelőt érzékel. Ráadásul a pusztulás nem csak távolról észlelhető. A hibákat úgy is megállapítják, hogy kiszámítják a különböző területeken elhelyezett elfogó érzékelők hullámainak érkezési idejének különbségét. A repedések növekedése, delamináció, zárványtörés, súrlódás, korrózió, folyadék-/gázszivárgás példák a vibrációt keltő folyamatokra, amelyek kimutathatók és hatékonyan vizsgálhatók.
Sajátosságok
A módszer fő előnyei a hagyományos roncsolásmentes vizsgálati módszerekkel szemben:

További előny a különféle műszaki folyamatok nyomon követése és a szerkezet állapotának felmérése az aktuális idő üzemmódban. Ez lehetővé teszi, hogy megakadályozza az objektum véletlen megsemmisülését. Azt is meg kell jegyezni, hogy az akusztikus emissziós módszer optimálisan ötvözi a minőségi és költségparamétereket.

Továbbá
Az akusztikus emissziós vezérlés hatalmas mennyiségű információ megszerzését teszi lehetővé, minimális költségek mellett lehetővé teszi a kritikus ipari létesítmények működési ciklusának gyors beállítását és meghosszabbítását. Az elvégzett ellenőrzések eredményeit a véletlen károk előrejelzésére használják fel. Ez a szabályozási módszer felhasználható anyagok, szerkezetek, anyagok különféle tulajdonságainak vizsgálatára. Ma használata nélkül lehetetlen számos kritikus ipari létesítmény létrehozása, valamint megbízható működése.
Mínuszok

Alkalmazások
Mint fentebb említettük, jelenleg az akusztikus emisszió módszerét a különböző gazdasági ágazatokban tevékenykedő vállalkozások alkalmazzák. A főbbek a következők:
- Vegyipar, olaj- és gázipar.
- Kohászat és csőgyártás.
- Hő- és atomenergia.
- Vasúti közlekedés.
- Repülési és űrkomplexum.
A módszert széles körben alkalmazzák az emeléssel, hídszerkezetekkel, beton- és vasbeton szerkezetekkel foglalkozó vállalkozások.

Következtetés
Az akusztikus emissziós módszert ma az egyik leghatékonyabb módszernek tekintik a roncsolásmentes vizsgálatok elvégzésére, valamint az anyagok állapotának és tulajdonságainak felmérésére. A terhelés alatti szerkezet hirtelen deformációja során keletkező rugalmas hullámok azonosításán alapul. A keletkező rezgések kiindulnak a forrásukból, és közvetlenül az érzékelőhöz kerülnek, ahol elektromos jelekké alakulnak. Speciális eszközökkel mérik. Ezt követően megjelenik a feldolgozott információ. Ennek alapján utólagosan értékelik a vizsgált objektumok szerkezetének állapotát és viselkedését.
Az akusztikus emisszió forrásai
Megsemmisülésükkor szinte minden anyag hangot ad ki (a 19. század közepe óta ismert „bádog kiáltása, fa, jég stb. repedése”), azaz füllel érzékelhető akusztikus hullámokat bocsát ki. A legtöbb szerkezeti anyag (például sok fém és kompozit anyag) a terhelés hatására akusztikus rezgéseket bocsát ki a spektrum ultrahangos (nem hallható) részében, jóval a meghibásodás előtt. Ezen hullámok tanulmányozása és regisztrálása speciális berendezések létrehozásával vált lehetővé. Különösen intenzív ez irányú munka a XX. század 60-as évek közepétől kezdett kialakulni. különösen kritikus műszaki objektumok ellenőrzésének szükségessége kapcsán: atomreaktorok és atomerőművek csővezetékei, rakétatestek stb.
Az akusztikus emisszió (emisszió - emisszió, generálás) alatt a rugalmas hullámok megjelenését értjük egy közegben, amelyet annak állapotváltozása okoz külső vagy belső tényezők hatására. Az akusztikus emissziós módszer ezen hullámok elemzésén alapul, és az akusztikus szabályozás egyik passzív módszere. A GOST 27655-88 „Akusztikus kibocsátás. Kifejezések, definíciók és megnevezések” az akusztikus emisszió (AE) gerjesztésének mechanizmusa az ellenőrzés tárgyában végbemenő fizikai és (vagy) kémiai folyamatok összessége. A folyamat típusától függően az AE a következő típusokra oszlik:
· Egy anyag AE szerkezetének dinamikus lokális átrendeződése miatt;
· Szilárd testek felületeinek súrlódása által okozott súrlódás AE terhelési helyeken és azokban az illesztésekben, ahol az illeszkedő elemek megfelelnek;
· A szivárgás AE, amelyet a szivárgáson átáramló folyadék vagy gáz kölcsönhatása okoz a szivárgás falaival és a környező levegővel;
· AE kémiai vagy elektromos reakciókban, amelyek megfelelő reakciók előfordulásából erednek, beleértve a korróziós folyamatokat is;
· az anyagok újramágnesezése során (mágneses zaj) vagy az ionizáló sugárzás kölcsönhatása következtében fellépő mágneses és sugárzási AE;
· Az anyagok és anyagok fázisátalakulása által okozott AE.
Így az AE olyan jelenség, amely szinte minden szilárd testben és azok felületén végbemenő fizikai folyamatot végigkísér. A kristályrács hibáinak (diszlokációinak) mozgása során kis méretükből adódóan számos típusú AE regisztrálásának lehetőségét, különösen a molekuláris szinten fellépő AE-t a berendezés érzékenysége korlátozza, ezért a gyakorlatban A legtöbb ipari létesítmény, köztük az olaj- és gázipari létesítmények AE ellenőrzése során az első három típust használják. Szem előtt kell tartani, hogy az AE súrlódás zajt kelt, téves hibák kialakulásához vezet, és ez az egyik fő tényező, amely nehezíti az AE módszer alkalmazását. Ezenkívül az első típusú AE-ből csak a legerősebb jeleket rögzítik a kialakuló hibákból: repedések növekedése és az anyag képlékeny deformációja során. Ez utóbbi körülmény nagy gyakorlati jelentőségűvé teszi az AE módszert, és meghatározza széleskörű alkalmazását a műszaki diagnosztikában.
Az AE-vizsgálat célja a vizsgált tárgy, a hegesztett kötés, valamint a gyártott alkatrészek és alkatrészek felületén vagy falának térfogatában jelentkező megszakadásokhoz kapcsolódó akusztikus emissziós források észlelése, koordinátáinak meghatározása és nyomon követése (monitoring). Az AE-források által okozott összes jelzést, ha műszakilag lehetséges, a roncsolásmentes vizsgálat egyéb módszereivel kell értékelni.
Az AE jelek típusai
Az ipari soros berendezésekkel rögzített AE folyamatos és diszkrét. A folyamatos AE folyamatos hullámtérként kerül rögzítésre magas jelismétlési gyakorisággal, míg a diszkrét AE különálló, megkülönböztethető impulzusokból áll, amelyek amplitúdója meghaladja a zajszintet. A folytonos vonal a fém képlékeny alakváltozásának (áramlásának) vagy a folyadék vagy gáz szivárgásokon keresztül történő kiáramlásának, a diszkrét vonal a repedések ugrásszerű növekedésének felel meg.
A diszkrét AE sugárforrásának mérete kicsi, és összemérhető a kibocsátott hullámok hosszával. Megjeleníthető kvázi pontforrásként, amely az anyag felszínén vagy belsejében helyezkedik el, és gömbhullámokat vagy más típusú hullámokat bocsát ki. Amikor a hullámok kölcsönhatásba lépnek egy felülettel (két közeg közötti határfelülettel), visszaverődnek és átalakulnak. Az anyagtérfogatokban terjedő hullámok a csillapítás miatt gyorsan gyengülnek. A felszíni hullámok sokkal kisebb távolságra gyengülnek, mint a térfogati hullámok, ezért ezeket túlnyomórészt AE vevők rögzítik.
Az AE forrásból származó jel regisztrálása egyidejűleg történik állandó vagy változó szintű zajjal (10.1. ábra). A zaj az egyik fő tényező, amely csökkenti az AE szabályozás hatékonyságát. A megjelenésüket okozó okok sokfélesége miatt a zajokat a következők szerint osztályozzák:
generáló mechanizmus (eredetforrás) - akusztikus (mechanikus) és elektromágneses;
a zajjel típusa - impulzusos és folyamatos;
forráshelyek - külső és belső. Az objektumok AE-vezérlése során a zaj fő forrásai a következők:
folyadék fröccsenése egy tartályba, edénybe vagy csővezetékbe a töltés során;
· hidrodinamikai turbulens jelenségek nagy terhelési sebességnél;
súrlódás a tárgy érintkezési pontjain a támasztékokkal vagy felfüggesztéssel, valamint a megfelelő ízületekben;
szivattyúk, motorok és egyéb mechanikus eszközök működtetése;
Az elektromágneses hangszedők működése;
környezeti hatások (eső, szél stb.);
· az AE konverter belső termikus zaja és az erősítő (előerősítő) bemeneti fokozatainak zaja.
A zaj elnyomására és a hasznos jelek kinyerésére általában két módszert alkalmaznak: amplitúdót és frekvenciát. Az amplitúdó a megkülönböztetési küszöb rögzített vagy lebegő szintjének beállításából áll, amely alatt a berendezés nem regisztrálja az AE jeleket. A rögzített küszöbértéket állandó szintű zaj jelenlétében állítják be, lebegő - változó. Az általános zajszint követésével automatikusan beállított lebegő küszöbérték lehetővé teszi, hogy a rögzítetttől eltérően a zajjelek egy részének AE jelként való regisztrációját kizárjuk.

1. ábra: A rögzített AE jel általános sémája a zaj háttérben:
1 - oszcillációk; 2 - lebegő küszöb; 3 - oszcillációk a lebegő küszöb figyelembevétele nélkül; 4 - zaj

10.2. ábra.Az AE jel általános képe a berendezés erősítő útjának kimenetén:
1 - oszcillációk; 2 - boríték; - amplitúdó küszöbértéke; - a k-edik impulzus amplitúdója
A zajelnyomás frekvenciamódszere abból áll, hogy az AE vevők által vett jelet alacsony és nagyfrekvenciás szűrőkkel (LPF/HPF) szűrik. Ebben az esetben a szűrők beállításához előzetesen megbecsülik a megfelelő zajok gyakoriságát és szintjét a tesztelés előtt.
Miután a jel áthalad a szűrőkön és az erősítő úton, a hullámok átalakulásával együtt a szabályozott termék felületén, az AE forrás kezdeti impulzusainak további torzulása következik be. A 10.2. ábrán látható módon bipoláris oszcilláló karaktert kapnak. A jelek feldolgozásának és tájékoztató paraméterként való felhasználásának további menetét a különböző gyártók megfelelő berendezéseiben használt adatgyűjtő és utófeldolgozási számítógépes programok határozzák meg. Az események számának és amplitúdójának meghatározásának helyessége nemcsak a regisztráció lehetőségétől (a berendezés felbontásától), hanem a regisztráció módjától is függ.
Például, ha a jelburkológörbe impulzusait a szint felett regisztrálja, akkor négy impulzus kerül rögzítésre, ha pedig az azonos szint feletti oszcillációk számát, akkor kilenc impulzus kerül rögzítésre. Impulzus alatt olyan hullámsort értünk, amelynek frekvenciája a működési tartományban van, és amelynek burkológörbéje az impulzus kezdetén felfelé, az impulzus végén pedig lefelé haladja át a küszöböt.
Így a regisztrált impulzusok száma a hardver beállításától függ: az esemény végi időtúllépés értékétől. Ha az időtúllépés elég nagy, például négy impulzus regisztrálható, ha kicsi, akkor az összes szint feletti oszcilláció (10.2. ábrán nyolc) impulzusként regisztrálható. A jelek frekvenciasávszélességének és a diszkrimináció mértékének felhasználása is nagy hibákat okozhat, különösen akkor, ha az AE jelek amplitúdója összemérhető a zajszinttel.
Az AE ellenőrzés eredményeinek értékelése.
A kapott jelek feldolgozása után az ellenőrzési eredményeket azonosított (a hamis hibák kizárása érdekében) és minősített AE források formájában mutatjuk be. Az osztályozás az AE jelek következő fő paramétereivel történik:
· teljes akusztikus emissziós szám - a regisztrált AE impulzusok száma a beállított megkülönböztetési szint (küszöb) felett a megfigyelési időintervallumban;
· akusztikus emissziós aktivitás – a regisztrált AE impulzusok száma egységnyi idő alatt;
· akusztikus emisszió számlálási sebessége - a teljes akusztikus emisszió számának a megfigyelési időintervallumhoz viszonyított aránya;
· akusztikus emissziós energia - az AE forrás által felszabaduló és az anyagban keletkező hullámok által hordozott energia;
· az akusztikus emissziós jelek amplitúdója, impulzus időtartama, AE esemény felfutási ideje.
A képlékeny deformáció során a teljes szám és AE aktivitás arányos a deformált anyag térfogatával. Az AE jelek és az energia amplitúdója a repedés kialakulása során egyenesen arányos annak növekedési ütemével és az adott zónában fellépő maximális feszültségekkel.
Az AE források osztályozásánál figyelembe veszik azok koncentrációját, a vezérelt objektum terhelési paramétereit és az időt is.
Az észlelt és azonosított AE-forrásokat a PB 03-593-03 "Hajók, készülékek, kazánok és technológiai csővezetékek akusztikai emisszió-szabályozásának megszervezésére és lefolytatására vonatkozó szabályok" szerint négy osztályba kell osztani:
· az első egy passzív forrás, amelyet fejlődésének dinamikájának elemzésére regisztráltak;
a második egy aktív forrás, amely további vezérlést igényel más módszerekkel;
· a harmadik kritikusan aktív forrás, amely megköveteli a helyzet alakulásának ellenőrzését, és intézkedések megtételét az esetleges terheléscsökkentésre való felkészülés érdekében;
· a negyedik egy katasztrofálisan aktív forrás, amely a terhelés azonnali nullára vagy olyan értékre történő csökkentését igényli, amelynél a forrásaktivitás a második vagy harmadik osztály szintjére csökken.
Tekintettel az AE-t jellemző paraméterek nagy számára, a források hozzárendelése a megfelelő osztályhoz számos kritérium alapján történik, amelyek figyelembe veszik a paramétereket. A kritériumok kiválasztása a PB 03-593-03 szerint történik, az ellenőrzött objektumok anyagainak mechanikai és akusztikai-emissziós tulajdonságaitól függően. A kritériumok a következőket tartalmazzák:
· amplitúdó, az impulzusamplitúdók regisztrálása alapján (legalább három egy forrásból), és összehasonlításuk a küszöbérték () túllépésének értékével, amely megfelel az anyagban lévő repedés növekedésének. Meghatározása megköveteli az anyag tanulmányozását a mintákon az előzetes kísérletekben;
· integrál, amely az AE-források aktivitásának értékelésének összehasonlításán alapul e források relatív erősségével az egyes regisztrációs intervallumokban. Ebben az esetben a meghatározáshoz előtanulmányokban meg kell határozni az együttható értékét;
· lokálisan dinamikus, felhasználva a nyomástartási szakaszokban bekövetkező helyzeti események AE számának változását, valamint a helyszíni esemény energiájának vagy négyzetes amplitúdójának változásának dinamikáját az objektum terhelésének növekedésével. Ez a kritérium azon tárgyak állapotának felmérésére szolgál, amelyek szerkezete és anyagtulajdonságai nem pontosan ismertek. Ez a körülmény gyakorlatilag jelentőssé teszi ezt a kritériumot, különösen a terepen történő diagnosztizálás során;
· integrál-dinamikus, amely az AE forrást típusa és rangja szerint osztályozza. A forrás típusát az energiafelszabadulás dinamikája határozza meg, az AE jelek amplitúdója alapján a megfigyelési intervallumban. Egy forrás rangját a C koncentrációs együttható és a teljes energia kiszámításával határozzuk meg. A koncentrációs együttható kiszámításához meg kell határozni - az AE forrás átlagos sugarát. Ugyanakkor az akusztikus kibocsátó eszközök értéke nincs meghatározva, ami megakadályozza ennek a kritériumnak a gyakorlati alkalmazását;
· A zóna elhelyezésére szánt ASME kódkritériumok, amelyek megkövetelik az AE paraméterek megengedett értékeinek ismeretét, ami feltételezi az ellenőrzött anyagok tulajdonságainak előzetes tanulmányozását és a vizsgálati objektum akusztikus csatornaként való figyelembevételét.
A MONPAC technológia biztosítja az AE források osztályozását a "Force Index" és a "Historical Index" értékének megfelelően. Az osztályt egy síkdiagram határozza meg ezen indexek értékétől függően. Ezt a besorolást a MONPAC technológiában használják PAC (Physical Acoustics Corporation) berendezéssel.
A folyamatos AE kritériumai szerint, amelyet általában a szivárgásérzékelés során irányítanak, a helyzet a következőképpen osztályozható:
1. osztály – nincs folyamatos AE;
· 4. osztály - folyamatos AE regisztráció.
Az AE hatás létrejöttéhez energiafelszabadulás szükséges. Egy anyag szerkezetének dinamikus lokális átrendeződése által okozott AE sugárzás szabályszerűségeit, beleértve a képlékeny alakváltozást és a repedések kialakulását és növekedését, a megfelelő minták mechanikai feszültsége során vizsgáljuk.
A képlékeny deformáció során az AE általában folyamatos típusú emisszió, amely a zajhoz hasonló folyamatos rádiójel formájú. Az AE folyamat jellemzésére gyakran használják az akusztikus emisszió értékét - egy olyan paramétert, amely figyelembe veszi mind az impulzusok számát, mind amplitúdóját, arányos az aktivitás vagy a számlálási sebesség és a jelamplitúdó egységenkénti átlagos értékének szorzatával. idő. A legtöbb fémnél a képlékeny alakváltozás során a maximális aktivitás, számlálási sebesség és effektív AE érték egybeesik a folyáshatárral.
A 10.3. ábra mutatja az AE () effektív értékének függését a sima minták feszültségében, kombinálva a feszültség ()-nyúlás diagrammal () . Az 1. függőség vas-Armco-nak és alacsony széntartalmú acélnak felel meg (legfeljebb 0,015%-os széntartalommal), és egy folyamatos AE, amelynek maximuma a hozamfog (platform) zónájában van. A 2. függőség jellemző a szerkezeti szénacél tartalmú karbidokra, és a folyamatos AE mellett külön nagy amplitúdójú impulzusokat is tartalmaz, amelyek az acél-perlitben lévő cementitlemezek tönkremeneteléhez kapcsolódnak.

10.3. ábra.Az AE (U) effektív értékének függősége a sima minták feszültségében, kombinálva a feszültség () - alakváltozás () diagramjával
A maximális AE aktivitás a fog zónájában és a folyáshatáron a kristályrács hibáinak (diszlokációinak) tömeges képződésével és elmozdulásával magyarázható a plasztikus deformációba való átmenet során, valamint a szerkezetben visszafordíthatatlan változások felhalmozódása. Ekkor csökken az aktivitás amiatt, hogy az újonnan kialakult diszlokációk mozgását a már meglévők korlátozzák. Újratöltéskor a "visszafordíthatatlanság" hatása nyilvánul meg, amelyet Kaiser-effektusnak neveznek. Abból áll, hogy a berendezés rögzített érzékenységi szintjén rövid idő elteltével történő újratöltéskor az AE nem kerül rögzítésre mindaddig, amíg a korábban elért terhelési szintet meg nem haladják. Valójában az AE jelek már a töltés kezdetén megjelennek, de nagyságuk olyan kicsi, hogy a berendezés érzékenységi szintje alatt van. Ugyanakkor hosszú idő után ismételt terhelés esetén az AE a korábban elértnél alacsonyabb terhelési szinten kerül rögzítésre. Ezt a Felicita-effektusnak nevezett hatást a diszlokációk fordított mozgása magyarázza a terhelés eltávolításakor.
A legnagyobb veszélyt a repedésszerű hibák jelentik, amelyek kialakulása a legtöbb esetben balesetekhez, szerkezeti meghibásodásokhoz vezet. A repedés kialakulása és növekedése hirtelen következik be, és különféle, a megfelelő amplitúdójú, különálló impulzusok kísérik. A természetes repedésekkel és mesterséges bevágásokkal rendelkező anyagokban a feszültségkoncentráció a hiba csúcsán lép fel, amikor a tárgyat munka- vagy próbaterheléssel terhelik. Amikor a helyi feszültség eléri az anyag folyáshatárát, képlékeny deformációs zóna jön létre. Ennek a zónának a térfogata arányos a feszültségek szintjével, amelyeket ezen feszültségek intenzitási tényezője jellemez. NAK NEK. Amikor a helyi feszültségek meghaladják a szakítószilárdságot, mikrotörés lép fel - a hiba hosszának ugrásszerű növekedése AE impulzus kíséretében. Impulzusok száma N növekszik a növekedéssel NAK NEK. Teljes AE-függőség N a stresszintenzitási tényezőről NAK NEK van formája
Az AE jelek amplitúdója a repedésnövekedés során elérheti a 85 dB-t vagy többet. Plasztikus deformáció esetén az AE jelek amplitúdója általában nem haladja meg a 40...50 dB-t. Így az AE amplitúdók különbsége a képlékeny alakváltozás és a repedésnövekedés közötti különbség egyik fő jellemzője.
Az AE-ellenőrzés eredményeit a regisztrált AE-források listája formájában mutatjuk be, amelyek egy adott osztályhoz az elfogadott kritériumok alapján vannak hozzárendelve. A forrás helyét a vezérelt objektum felületének fejlettsége jelzi (10.4. ábra). Az ellenőrzött objektum állapotának felmérése viszont az egyik vagy másik osztályba tartozó AE-források jelenléte alapján történik.

10.4. ábra.Az AE-források elrendezése az érvizsgálaton és a regisztrált hibák helye:
1 - héj 1; 2 - héj 2; 3 - levegő bemenet; 4 - héj 3; 5 - alsó alsó; 6 - kondenzátor leeresztő szerelvény; 7 - akna; 8 - nyomásmérő szerelvény; 9 - biztonsági szelep szerelvény; 10 - felső alsó; I-VIII - AE vevők száma
Az objektum műszaki állapotának az AE-ellenőrzés eredményei alapján történő pozitív értékelése vagy a regisztrált AE-források hiánya esetén további ellenőrzési típusok alkalmazása nem szükséges. Amikor a második és harmadik osztályba tartozó AE-forrásokat észlelik, további roncsolásmentes vizsgálati típusokat alkalmaznak az azonosított AE-források elfogadhatóságának értékelésére.
AE vezérlő berendezés
Az AE vezérlő berendezés felépítését a következő fő feladatok határozzák meg: AE jelek vétele, azonosítása, erősítése és feldolgozása, a jelparaméterek értékeinek meghatározása, az eredmények rögzítése és információ kiadása. A berendezés bonyolultsági fokában, rendeltetésében, szállíthatóságában, valamint osztályában különbözik a kapott információ mennyiségétől függően. A legelterjedtebb a többcsatornás berendezés, amely az AE paraméterekkel együtt lehetővé teszi a jelforrások koordinátáinak meghatározását a vizsgálati paraméterek (terhelés, nyomás, hőmérséklet stb.) egyidejű rögzítésével. Az ilyen berendezések működési diagramja a 10.5. ábrán látható.

10.5. ábra.Az AE vezérlő berendezés működési diagramja
A berendezés a következő fő elemeket tartalmazza kábelvezetékekkel összekötve: 1 - akusztikus emissziós jelátalakítók (AEC); 2 - előzetes erősítők; 3 - frekvenciaszűrők; 4 - fő erősítők; 5 - jelfeldolgozó egységek; 6 - a fő processzor az ellenőrzés eredményeinek feldolgozására, tárolására és bemutatására; 7 - vezérlőpult (billentyűzet); 8 - videomonitor; 9 - paraméteres csatornák érzékelői és kábelvonalai.
A 3–8. berendezéselemeket rendszerint egyetlen blokk formájában hajtják végre (a 10.5. ábrán szaggatott vonallal ábrázolva) egy laptop számítógépen.
Az akusztikus emissziós jelátalakító a rugalmas akusztikus rezgések elektromos jelekké alakítására szolgál, és az AE vezérlő hardverkomplexum legfontosabb eleme. A legelterjedtebbek a piezoelektromos AET-ek, amelyek sémája alig tér el az ultrahangos vizsgálatokban használt piezoelektromos átalakítóktól (PT-k).
Tervezés szerint a következő PAE típusokat különböztetjük meg:
egypólusú és differenciálmű;
rezonáns, szélessávú vagy sáváteresztő;
Előerősítővel kombinálva vagy nem kombinálva.
Az érzékenységi szint szerint az AET-eket négy osztályba sorolják (1-4.), frekvenciatartományok szerint - alacsony frekvenciás (legfeljebb 50 kHz), normál ipari (50 ... 200 kHz), speciális ipari (200) ... 500 kHz) és nagyfrekvenciás (több mint 500 kHz). A rugalmas rezgések csillapítása a frekvencia csökkenésével csökken, ezért az alacsony frekvenciájú AET-eket elsősorban kiterjedt objektumok, például csővezetékek és nagy rezgéscsillapítású objektumok megfigyelésére használják.
Speciális AES-t használnak kisméretű, legfeljebb 1 méter hosszú tárgyak ellenőrzésére, nagyfrekvenciás - laboratóriumi vizsgálatok során.
Az amplitúdó-frekvencia karakterisztikától függően az AET-ek rezonánsak (sávszélesség 0,2, ahol az AET működési frekvenciája), sáváteresztő (sávszélesség 0,2 ... 0,8) és szélessávú (0,8-nál nagyobb sávszélesség).
A fő különbség az AET és a közvetlen PET között a piezoelektromos lemez szabad természetes rezgésének csillapításához szükséges csillapítás jellemzőiben, valamint magának a piezoelektromos lemeznek a vastagságában rejlik. A PAE piezoelektromos lemez hátoldala szabad maradhat, vagy részben vagy teljesen csillapítva.
Az AET egyik fő jellemzője a kifejezésből meghatározott k konverziós együttható
ahol a piezoelektromos lemez maximális elektromos feszültsége, V; - a szabályozott tárgy részecskéinek maximális rugalmas elmozdulása közvetlenül az AET alatt, m.
A konverziós együttható V/m méretű, és meghatározza az AET érzékenységét. A k maximális értéke olyan keskeny sávú rezonáns AET-eknél lép fel, amelyek hátsó oldala nincs csillapítva. A mechanikai csillapítás az AET érzékenységének szélesebb tartományban történő kiegyenlítését eredményezi, azonban az abszolút érzékenység (k konverziós együttható) ebben az esetben jelentősen csökken.
Az AET rögzítése a vizsgálandó tárgy felületére többféleképpen történik: ragasztó, bilincsek, bilincsek, mágneses tartók segítségével, fixen beépített konzolok segítségével, stb. Az ipari AE vizsgálat gyakorlatában a rezonáns AET-eket elsősorban használják, mivel érzékenységük sokkal nagyobb. Az egyik ilyen konverter felépítése a 10.6. ábrán látható.

10.6. ábra.A CJSC Eltest által tervezett rezonáns AET diagramja:
1 - laprugó;
2 - a mágneses tartó állandó mágnese;
3 - test; 4 - szorítósapka;
5 - önbeálló gömb alakú konzol;
6 - elektromos csatlakozó; 7 - piezoelektromos elem;
8 - kerámia védő
A PAE rögzítése mágneses bilincs segítségével történik. A maximális érzékenység érdekében a lemez hátoldalát szabaddá tesszük, és az oldalfelületet csak 30%-ban csillapítják keverékkel.
Az akusztikus emissziós jelátalakító egy rövid (30 cm-nél nem hosszabb) kábellel csatlakozik az előerősítőhöz (lásd a 10.5. ábrát). Az erősítéssel együtt (általában 40 dB-ig) az előerősítő javítja a jel-zaj arányt, amikor kábeles vonalon továbbítja a jelet a fő berendezési egységhez (3-8), akár 150 .. távolságra is. 200 m.
A szűrő beállítja a frekvenciaáteresztő spektrumot. A szűrő úgy van beállítva, hogy a lehető legjobban elzárja a különböző frekvenciák zaját.
A főerősítőt úgy tervezték, hogy erősítse a kábelvonalon való áthaladás után gyengített jelet. Egyenletes frekvenciamenettel rendelkezik, 60...80 dB erősítéssel.
Az elektromágneses interferencia elnyomása érdekében a teljes csatorna, beleértve a PAE-t, az előerősítőt, a főegységet és a csatlakozó kábelvonalakat, árnyékolt. Az elektromágneses interferencia elnyomására gyakran differenciális módszert is alkalmaznak, amely azon alapul, hogy a PAE piezoelektromos lemezt két részre vágják, és az egyik felét megfordítják, megváltoztatva ezzel a polarizációját. Továbbá az egyes felek jeleit külön-külön erősítjük, az egyik felén lévő jelek fázisát l-el megváltoztatjuk, és mindkét jelet összeadjuk. Ennek eredményeként az elektromágneses interferencia fázison kívül van és elnyomja.
A jelfeldolgozó egység rögzíti érkezésük idejét, a beállított diszkriminációs szint feletti jeleket regisztrálja, a jeleket digitális formába alakítja és eltárolja. A különböző csatornákon rögzített AE jelek végső feldolgozása a főprocesszor segítségével történik, amely meghatározza az AE jelforrás helyét (helyét is). Egy lineáris objektum (például egy csővezeték) figyelésekor elegendő két AET; hasonló méretű és nagy felületű sík objektumok esetén legalább három AET veszi körül a forrást.
A repedés típusú AE forrásból származó jelekre jellemző, hogy azokat egy forrás bocsátja ki, rövid élettartamúak, és az AET-be érkezésük időpontja a repedés távolságát tükrözi. Az AE forrás helyzetét a síkon háromszögelési módszerekkel határozzuk meg. Az anyagban való hullámterjedés sebessége és a jelek különböző AET-ekhez való megérkezési idejének különbsége alapján az AE-forrás pontkészletének elhelyezkedése, amely sugarú körökön fog elhelyezkedni, és a megfelelő AET-ektől, kiszámítása történik (10.7. ábra, a). Az AE forrás egyetlen valódi helyzetét olyan háromszögek megoldásával határozzuk meg, amelyeknek mindhárom oldala ismert. Ennek érdekében a termék AET koordinátáit a lehető legnagyobb pontossággal rögzítjük, és a tesztelés előtt a felületi letapogatás 6. blokkjába kell beírni (lásd 10.5. ábra).

10.7. ábra.Az AE források helymeghatározási sémái:
a - síkbeli (síkon); b - lineáris
A lineáris elhelyezkedési séma a 10.7. ábrán látható, b. Ha az AE forrás nincs középen az AET között, akkor a távoli AET jele később érkezik, mint a közelibe. Az AET és a jel érkezési idejének időkülönbségének rögzítése után a hiba helyének koordinátáit a képletekkel számítjuk ki.
Az AE módszer lehetővé teszi a vizsgált objektum teljes felületének ellenőrzését. A szabályozás végrehajtásához biztosítani kell a közvetlen hozzáférést az AET telepítéséhez szükséges vezérlő objektum felületeihez. Ilyen lehetőség hiányában például a föld alatti fővezetékek időszakos vagy folyamatos monitorozása során anélkül, hogy azokat a talajtól és a szigeteléstől elengednék, a vezérelt tárgyra tartósan rögzített hullámvezetők használhatók.
A helymeghatározási pontosságnak legalább két falvastagsággal vagy az AET-k közötti távolság 5%-ával egyenlőnek kell lennie, attól függően, hogy melyik a nagyobb. A koordináták számítási hibáit a jel jelátalakítókhoz való érkezési idejének mérésének hibái határozzák meg. A hibaforrások a következők:
· az időintervallumok mérési hibája;
különbség a valódi és az elméletileg elfogadott terjedési módok között;
az anizotrópia jelenléte a jel terjedési sebességében;
a jel alakjának megváltozása a szerkezeten keresztüli terjedés következtében;
A jelek átfedése időben, valamint több forrás működése;
különböző típusú hullámok konverterekkel történő regisztrálása;
· hiba a hangsebesség mérésében (beállításában);
· az AET koordináták beállításának hibája és a hullámvezetők használata.
Az objektum betöltése előtt ellenőrzik a berendezés működőképességét, és megbecsülik a koordináták szimulátor segítségével történő meghatározásának hibáját. Az objektum kiválasztott pontjára telepítik, és a koordinátarendszer leolvasásait összehasonlítják a szimulátor valós koordinátáival. Szimulátorként egy generátorból származó elektromos impulzusokkal gerjesztett piezoelektromos átalakítót használnak. Ugyanerre a célra használható az úgynevezett Su-Nielsen-forrás (0,3 ... 0,5 mm átmérőjű grafitrúd törése, keménysége 2T (2H)).
Az AE-források helyének vizualizálása egy videomonitor segítségével történik, amelyen a források a vezérelt objektum letapogatásán a megfelelő helyen jelennek meg (lásd 10.4. ábra) különböző fényerősségű, színű vagy alakú világító pontok formájában. (a használt szoftvertől függően). A vezérlési eredmények dokumentálása a főprocesszorhoz csatlakoztatott megfelelő perifériás eszközök segítségével történik.
Az AE források helymeghatározásának fenti módszere, amely a jelérkezési idők különbségének mérésén alapul, csak diszkrét AE esetén alkalmazható. Folyamatos AE esetén lehetetlenné válik a jel késleltetési idejének meghatározása. Ebben az esetben az AE forrás koordinátáit az úgynevezett amplitúdó módszerrel határozhatjuk meg, amely a jelamplitúdó különböző AET-ekkel történő mérésén alapul. A diagnosztika gyakorlatában ezt a módszert használják az ellenőrzött termék átmenőnyílásain keresztüli szivárgások kimutatására. Ez abból áll, hogy oszlopdiagramot készítünk a különböző AET-ek által vett forrásjel amplitúdójáról (10.8. ábra). Az ilyen hisztogram elemzése lehetővé teszi a szivárgás helyének azonosítását. Kényelmes olyan lineáris objektumok diagnosztizálására, mint az olaj- és gázvezetékek.
A legsokoldalúbbak az AE módszeren alapuló diagnosztikai megfigyelő rendszerek. Az ilyen rendszerek hardveres megoldása általában a következőket tartalmazza:

10.8. ábra. Az AE források meghatározására szolgáló amplitúdómódszer illusztrációja: 1-7 - AE vevők száma
· az akusztikus kibocsátó berendezések tipikus blokkjai;
· Blokkok minden típusú elsődleges konverter koordinálásához és kapcsolásához további típusú roncsolásmentes vizsgálatokhoz, amelyek összetételét a vezérelt objektum típusa határozza meg;
· vezérlési és döntéshozatali blokkok a vezérelt objektum aktuális állapotára vonatkozó diagnosztikai információk eredményei alapján.

10.8. ábra.Az AE források meghatározására szolgáló amplitúdómódszer illusztrációja: 1-7 - AE vevők száma
Az AE-ellenőrzés eljárása és hatálya
Minden objektumhoz megfelelő vezérlési technológiát dolgoznak ki. Az AE vezérlési munka az AET objektumra történő telepítésével kezdődik. A felszerelést közvetlenül a tárgy megtisztított felületére kell elvégezni, vagy megfelelő hullámvezetőt kell használni. Az AE-források nagy felületű tömeges objektumon történő megtalálásához az AET-ket csoportok (antennák) formájában helyezik el, amelyek mindegyike legalább három jelátalakítót használ. Egy lineáris objektumon minden csoportban két AES-t használnak. Az AET elhelyezését és az antennacsoportok számát az objektum konfigurációja és a jelcsillapításhoz kapcsolódó AET optimális elhelyezése, valamint az AE forrás koordinátáinak pontossága határozza meg.
A konfigurációtól függően az objektumot külön elemi szakaszokra osztják: lineáris, lapos, hengeres, gömb alakú. Minden szakaszhoz válassza ki a jelátalakítók megfelelő elrendezését. Az AET-k közötti távolságot úgy választják meg, hogy az ellenőrzött területen bárhol elhelyezett AE szimulátor jelét (a grafikus rúd törését) a koordináták kiszámításához szükséges minimális számú jelátalakító érzékelje.
Az AET elhelyezésének általában biztosítania kell az objektum teljes felületének ellenőrzését. Bizonyos esetekben azonban, különösen nagy méretű objektumok figyelésekor, az AET-ek csak az objektum azon területein helyezhetők el, amelyeket a legfontosabbnak tartanak.
Az AET vezérelt objektumra történő telepítése után az AE rendszer működőképességét egy AE szimulátor segítségével ellenőrzik, amely az egyes AET-ektől bizonyos távolságra található. A regisztrált AE jel amplitúdójának eltérése nem haladhatja meg ±3 dB az összes csatorna átlagos értéke. A csatorna erősítés és az amplitúdó megkülönböztetés küszöbértéke az AE jel amplitúdóinak várható tartományának figyelembevételével kerül kiválasztásra. Végezze el az objektum vezérlési technológiája által előírt egyéb ellenőrzéseket.
A vizsgált objektumok műszaki állapotának AE ellenőrzésére csak akkor kerül sor, ha a szerkezetben olyan feszültségi állapot jön létre, amely elindítja az AE források munkáját az objektum anyagában. Ehhez az előkészítő és beállítási munkák elvégzése után a tárgyat erő, nyomás, hőmérsékleti mező stb. A terhelés típusának megválasztását az objektum tervezése és működési feltételei, a tesztek jellege határozza meg, és az adott tárgy AE szabályozásának technológiájában van megadva.